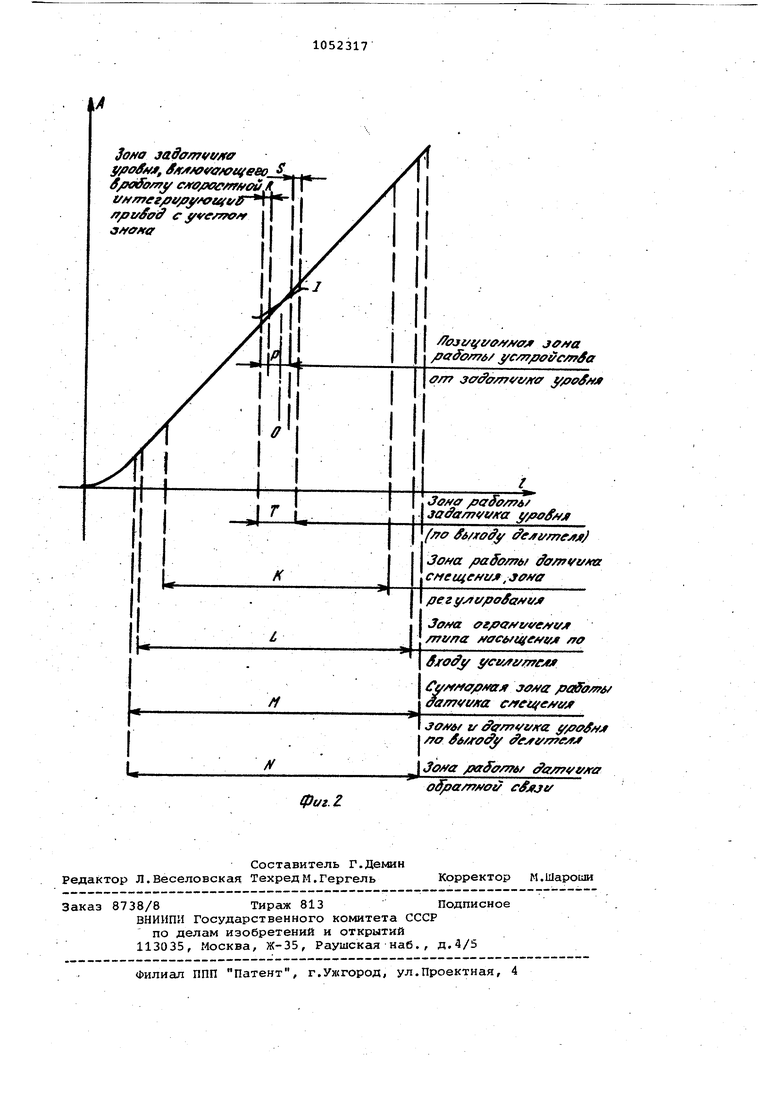
Изобретение относится к автоматизации процесса непрерывной разливки металлов и может быть применено для управления уровнем металла в кристаллизаторе установки непрерывной разливки металлов в различных режимах.. Известно устройство для управления процессом непрерывной разливки металлов, состоящее из датчика и задатчика уровня, соединенны через сумматор с первым входом чувствительного элемента сравнения и со сле дящим приводом, на выходном вешу которого установлен датчик компенсации размыва, выход которого соединен с входом чувствительного элеме та сравнения, а выход чувствительно го элемента сравнения через усилител соединен с исполнительным механизмом и датчиком обратной связи, кинематически соединенным с стопором, выход которого соединен с третьим входом нуествителъного элемента сравнения ij . Недостатком устройства является несоответствие в момент включения ап паратуры в режим слежения, а также в момент переключения режимов работы положений датчика обратной связи с датчиком компенсации разкыва или с задатчиком расхода в зависимости оТ выбранного режима работы, в связи с чем на чувствительном элементе Сравнения появляется сигнал, который при водит к внезапному снижению или увеличению уровня метгшла в кристаллиза торе, что влечет за собой ухудшение качества слитка и может привести к аварии. Наиболее близким по технической сущности к предлагаемому является устройство, которое содержит привод перемещения задатчика расхода и второй чувствительный элемент сравнения причем первый вход чувствительного элемента сравнения соединен с выходом задатчика расхода, а второй вход с выходом датчика обратной связи, вы ход первого чувствительного элемента сравнения в зависимости от выбран ного режима работы через контакты реле переключателя режима соединен с входом усилителя или с входом следящего привода, а выход второго чувствительного элемента сравнения через контакты реле соединен с входом усилителя или с входом привода перемещения 2j . Недостатком устройства является пониженная точность в режиме дистанционного регулирования. Цель изобретения - повьииение точности работы устройства и улучшение качества слитка. Указанная цель достигается тем. что устройство для управления уров- нем металла в кристаллизаторе установКи непрерывной разливки стали, состоящее из переключателя и реле режимов работы, сумматора, задатчика, и датчика уровня, соединенных с входами первого элемента сравнения и через контакты реле переключателя режимов работы с позиционным следящим приводов, на выходом валу которого, установлен датчик компенсации размыва, выход которого соединен с входом второго элемента сравнения, усилителя, исполнительного механизма и датчика обратной связи, кинематически соединенных со стопором. причем выход датчика обратной связи соединен с В14читающим входом второго элемента сравнения, дополнительно содержит датчик смещения зоны регулирования, скоростной интегрирующий привод, нелинейный элемент и блок деления напряжения, причем выход задатчика уровня соединен с входом нелинейного элемента .и входом делителя напряжения, выход нелинейного элемента через контакты реле соединен с входом скоростного интегрирующего привода, выход которого соединен с входом датчика смещения, а его выход - с вторым входом суммаjTopa, выход делителя напряжения сое- динеы с первым входом сумматора. На фиг. 1 приведена: функциональная схема предлагаемого устройства; На , фиг.2 - рабочие зоны устройства. Устройство содержит разливочный кош 1, кристёьялизатор 2, датчик 3 уровня, эаДатчик 4 уровня, нелинейный элемент 5 с зоной нечувствительности, ск01ростной интегрирующий привод б, д атчик 7 смещения зоны регулирования, делитель 8 напряжения, сумматор 9, первый элемент 10 сравнения, позиционный следящий привод 11, датчик 12 компенсации размыва, второй элемент 13 сравнения, усилитель 14jj испслнителывлй механизм 15, сто- . пор 16, датчик 17 обратной связи, переключатель 18 режимов работы с полупроводниковым диодом,,обмотку реле 19 дистанционного режима работы, контакты 20 реле дистанционного режима работы, обмотку реле 21 автоматического режима работы, контакты 22 и 23 реле автоматического режима работы, рычаг 24 ручного управленйя. Задатчик 4 уровня через делитель напряжения подсоединен к одному ходу сумматора 9, а через нелинейый элемент 5, нормально разомкнутые онтакты 20 - к входу скоростного нтегрирующего привода 6, механиески связанного с датчиком 7 смещеия зоны регулирования, выход последего подсоединен к другому входу умматора 9. Выход сумматора 9 соединен с одним суммирующим входом второго элемента 1.3 сравнения и суммирующим входом первого элемента 10 сравнений, второй вход которого соединен с датчиком 3 уровня. Выход первого элемента 10 сравнения через контакты 23 нормально разомкнутого реле подсоединен к третьему входу второго элемента сравне ния и через нормально разо1«1кнутые контакты 22 реле автоматического.режима работы соединен с входом позиционного следя щего привода 11, механически связанного с датчиком 12 компенсгвдии размыва, а выход последнего подсоедийен к другому суммирующему входу ВТОРОГО элемента 13 сравнения, который в свою очередь соединен с нормально замкнутым контактом 2 реле. Выход второго элемента 13 сраенения соединен с нормально замкнутыми контактами 20 реле и с; входом: .усилителя 14, управляющего посредст|ВОм исполнительного механизма 15 сто пором 16. Положение стопора 16 контролирует ся датчиком 17 обратной связи, выход которого соединен с вычитающим входо второго чувствительного элемента 13; Один контакт обмотки реле 19 дистанционного режима работы соединен с контактом диет и с катодом диода пё реключателя 18, контакт обмотки реле 21 автоматического режима работы соединен с контактом АВТ. и анодо диода переключателя 18, вторые контакты обмоток реле 19 и 21 объединены с отрицательной клеммой источника питания, а общий контакт перёключате ля соединен с положительной кдемМоЙ источника питания. Устройство работает следующим.об разом. В режиме ручного управления переключатель 18 устанавливается в положение РУЧН., и управление процессом производится традиционно посредством рычага 24 ручного управления прИ; отключенном питании усилителя 14. При этом сигнал ошибки устройства с выхода второго сравнивающего элемента 13 через нормально замкнутые контакты 20 реле поступает на вход скорост ного интегрирующего привода 6, который разворачивает датчик 7 смещения зоны регулирования до тех пор, пока сигнал ошибки не станет равным нулю. В этом режиме позиционный следящий привод 11 с датчиком 12 компенсации размыва через нормально замкнутые контакты 22 реле охвачены единичной обратной связью, которая обеспечивает установку выходного сигнала датчи ка компенсации размыва в нулевое значение, а задатчик уровня установлен в среднее положение. Переход в режим дистанционного управления производится установкой переключателя 18 в положение ДИСТ, при котором срабатывает реле 19 дистанционного режима работы и своими нормально разомкнутыми контактами 20 подключает выход нелинейного элемента 5 к входу скоростного интегрирующего привода. Однако из-за наличия зоны нечувствительности нелинейного элемента сигнал задатчика 4 уровня не поступает на скоростной интегрирующий привод б, чем обеспечивает плав- . ный переход с ручного режима на ре- , жим дистанционного управления. Среднее положение задатчика уровня соответствует зоне Р амплитуднопозиционной характеристики 1 задатчика уровня (фиг.2). Управление положением стопора 16 от задатчика 4 позволяет обеспечить регулирование с повышенной точностью в пределах зоны Р. Это достигается включением делителя 8 напряжения в цепь задатчика 4 уровня, в результате чего большому угловому диапазону перемещения задатчика 4 уровня соответствует малое угловое перемещение датчика обратной связи, а это позволяет уменьшить ошибку задатчика (вращающегося трансформатора) в 10 раз, если коэффициент деления делителя напряжения выбран равным 10. Оперативное управления стопором 16 при наполнении и в аварийных ситуациях производится установкой задатчика 4 уровня в зону Р или 5 в зависимости от необходимого направления перемещения.При этом через-нелинейный элемент 5 подается фазное либо противофазное напряжение на вход cKopocTHoto интегрирующего привода 6, кГоторый развивает скорость пропорциональную амплитуде своего входного сигнала и разворачивает датчик 7 смещения зоны регулирования. Выходное напряжение датчика 7 смещения зоны регулирова|ния через сумматор У поступает на второй элемент 13 сравнения силовой части устройства и посредством усилителя 14 и исполнительного механизма перемещает торец стопора 16 относительно сливного отверстия ковша. Возврат задатчика уровня в зону работы Р вновь переводит устройство в .режим позиционного регулирования. Ограничение углов поворота датчика 7 смещения зоны регулирования однозначно определяет ЗОНУ К, в пределах которой может перемещаться ось симметрии О зоны Т. Суммарная зона М работы датчика 7 смещения зоны регулирования и задатчика 4 уровня по выходу делителя В напряжения однозначно определяется выходным напряжением сумматора 9 и выбирается равной зоне N работы датчика обратной связи.
Для исключения неоднозначности по положению стопора 16 при применении в качестве датчика обратной связи вращающегося трансформатора усилитель имеет ограничение по входу за пределами зоны L , которая несколко меньше зоны М.
После установки уровня глеталла в кристаллизаторе 2 на уровень близкий заданному производится перевод в автоматический режим работы)установкой переключателя 18 в положение Автомат. При этом дополнительно подклю-г чаются обмотка реле 21 автоматического режима работы, которая своими контактами 22 отключгает вход позицирнного следящего привода 11 от единичной обратной связи и подключает к выходу первого сравнивакхцегЬ элемента 10, а контактами 23 выход первого сравниваккцего элемента 10 соединяет с третьим суммирукшцим входом второго сравнива1р(цего элемента 13.
В случае применения датчика уровня со смещенной на постоянную величину характеристикой на первом элемента 10 сравнения из сигнала датчика 3 уровня вычитается значение постоянной составлягацей,.и на вход позиционного следящего привода поступает сигнал сяаибки установки уров ня металла в кристаллизаторе 2 по сравнению с 1 ровйем, определяеммм местом установки датчика уровня.
В случае применения датчика уровня с сик етричной характеристикой без постоянного смещения цепь, соединякячая выход сумматора 9 с сумMHpyioutHM входом первого сравнивающего элемента, включается. Поступление малого первоначального рассогласования на вхоД позиционного оледяЩе го привода отрабатывается датчиком ;12 (поступает на второй элемент 13 сравнения для дальнейшего корректирования уровня металла).
Сигнал малого первойачальногй рассогласования в момент включения автоматического режима работы поступает через позиционный следящий приBOfi 11 и датчик 12 компенсации размыва, непосредственно на суммирующие входы второго сравнивающего элемента 13 и отрабатывается силовым приводом ;топора.
Позиционный следящий привод 11 имеет ограниченную полосу пропускания, а следовательно, и низкое быстг родействие и предназначен для автоматической коррекции уровня металла в кристаллизаторе.
Дпя реализации элемента 5 может быть использовано любое устройство с зоной нечувствительности например два полупроводниковых диода, включенных встречно-параллельно, или два стабилитрона, включенных встречно.
дая реализации привода б используется любой маломощный скоростной привод переменного ток.
Для реализации блоков задатчика 4 датчиков 7 и 12 используются вращающиеся трансформаторы с одной сигнальной обмоткой, возможно использование потенциометров с питанием переменной частотой,, на которой работает интеггрирующий привод.
Сумматор 9 и элементы 10 и 13 сравнения могут быть выполнены на операционных усилителях, а также На резисторах и т.д.
Технико-экономический эффект заключается в исключении переходных режимов в начале разливки и лри переходе с режима на режим путем автоматического согласования датчиков и в поолиении точности установки уровня путем позиционного регулирования при малых рассогласованиях, в сокращении аварийных сливов металла в дистанционном режиме путем скоростного управлейия при больших рассогласованиях.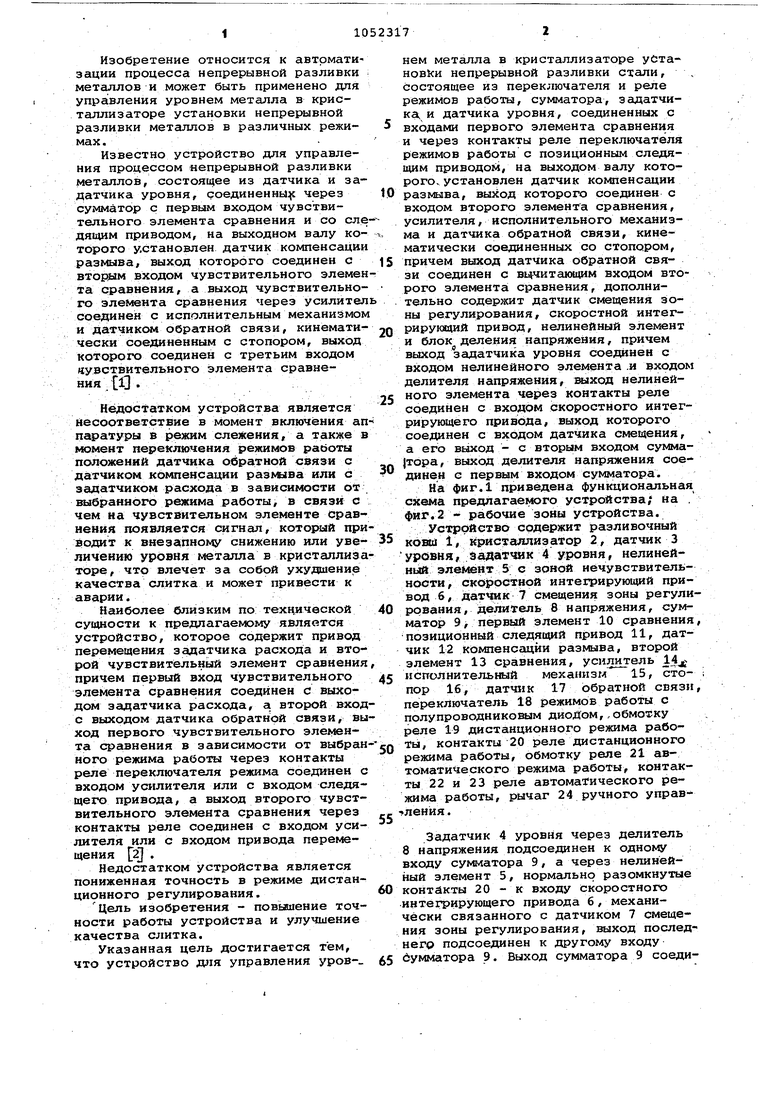
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство для управления процес-COM НЕпРЕРыВНОй РАзлиВКи МЕТАллОВ | 1979 |
|
SU804190A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Систма управления дистанционным манипулятором | 1976 |
|
SU633725A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| СЛЕДЯЩАЯ ЛОКАЦИОННО-ОПТИЧЕСКАЯ СИСТЕМА СОПРОВОЖДЕНИЯ ПОДВИЖНЫХ ОБЪЕКТОВ | 2006 |
|
RU2325671C1 |
| Следящая система | 1981 |
|
SU962847A1 |
| СПОСОБ ФОРМИРОВАНИЯ ИНТЕГРАЛЬНОГО АДАПТИВНОГО СИГНАЛА СТАБИЛИЗАЦИИ ПЛАНИРУЮЩЕГО ДВИЖЕНИЯ БЕСПИЛОТНОГО ЛЕТАТЕЛЬНОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460113C1 |
| Следящий электропривод с компенсацией люфта | 1981 |
|
SU981929A1 |
| СЛЕДЯЩАЯ СИСТЕМА | 2003 |
|
RU2252435C2 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ УРОВНЕМ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ, состоящее из переключателя и реле режимов работы, сумматора, задатчика и датчик:а уровня, соединенны}: с входа- ми первого элемента сравнения и через контакты реле переключателя режимов работы с позиционным следящим приводом, на выходном валу котсфого уста- , новлен датчик компенсации размцва, ёыход которого соединен с. входом второго элемента сравнения, усилителя, исполнительного механизма и датчика обратной связи, кинематически соединенных со стопором, причем выход датчика обратнсй связи соединен с вычитающим входом второго элемента сравнения, о т л и ч a ю м е е с я тем, что, с целью повышения точности работы устройства и улучшения качества слитка, оно дополнительно содержит датчик смещения зоны регулирования, скоростной интегрируюпдай привод, яелинейный элемент и блок деления напряжения , причём выход 3 адатчика. уровня соединен с входом нелинейно - . го элемента и входом делителя напряжения, лсод нелинейного элемента через контакты реле;соединен с входом в скоростного интегрирующего привода, выход которого соедиИен с входом датчика смещения, a его илход - со вторым входом сумматора, выход делнтеля напряжения соединен с первым BxojDioM сумматора
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система поддрежания уровня металла в кристаллизаторе установки непрерыной разливки стали | 1976 |
|
SU603489A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для управления процес-COM НЕпРЕРыВНОй РАзлиВКи МЕТАллОВ | 1979 |
|
SU804190A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
