(54) ЦЕНТРОБЕЖНАЯ МАШИНА С ВЕРТИКАЛЬНОЙ ОСЬЮ Изобретение относится к литейному производству, в частности к центробех-шому литью, и может быть использовано для изготовления отливок в условиях массового и крупносерийного производства. Известны машины для центробежного литья, в которых замыкание полуформ происходит при вращении машин центробежными зажимами, расположенными по периферии формы СЗ и центробежные замки малоэффектив ны при малых скоростях вр&щения, что снижает надежность работы машины. Известна матта для центробежного литья с вертикальной осью вращения, содержащая верхдшю и нижнюю планшайбы с гнездами для отливки, в которой центробежные замки посредством шарнирных тяг, проходящих через сквозше окна шпинделя и полого штока затвора,, соединены с ползунами, которые входят в радиальные отверстия фланца и упираются в шарик, а фланец соосно располоВРЩЕНИЯжен внутри пустотелого штока затвора и посредством переходной муфты соединен с приводом вертикальных перемеще- НИИ, причем ползуны выполнены с буртами, а отверстия с заплечиками. Шарнирные тяги, соединенные с ползунами, упирающимися в шарик позволяют замыт кать невращающуюся форму 3. Однако применение привода вертикальных перемещений фланца с ползунами и- переходной муфты увеличивает габариты и усложняет конструкцию машины. Конструкция Фланца с ползунами и шариком не дает возможности замыкать форму заимками количеством больше трех, изза чего не создаются достаточно большие усилия сжатия планшайб с формами. Это не позволяет применять планшайбь больших ди 1метров, ограничивая количество гнезд для отливок, что снижает производительность машины. Цель изобретения - упрощение конструкции и повышение производительности машины.
Эта цель достигается тем, что малина снабжена проводящей муфтой и источником высокого давления, а радиаль- ные Keii|§jni itecTKo укрепленного внутри шпинделя фланца соединены посредством позволяющей муфты с источником высокого давления, причем ползуны вьтолнены в виде поршня со штоком. .
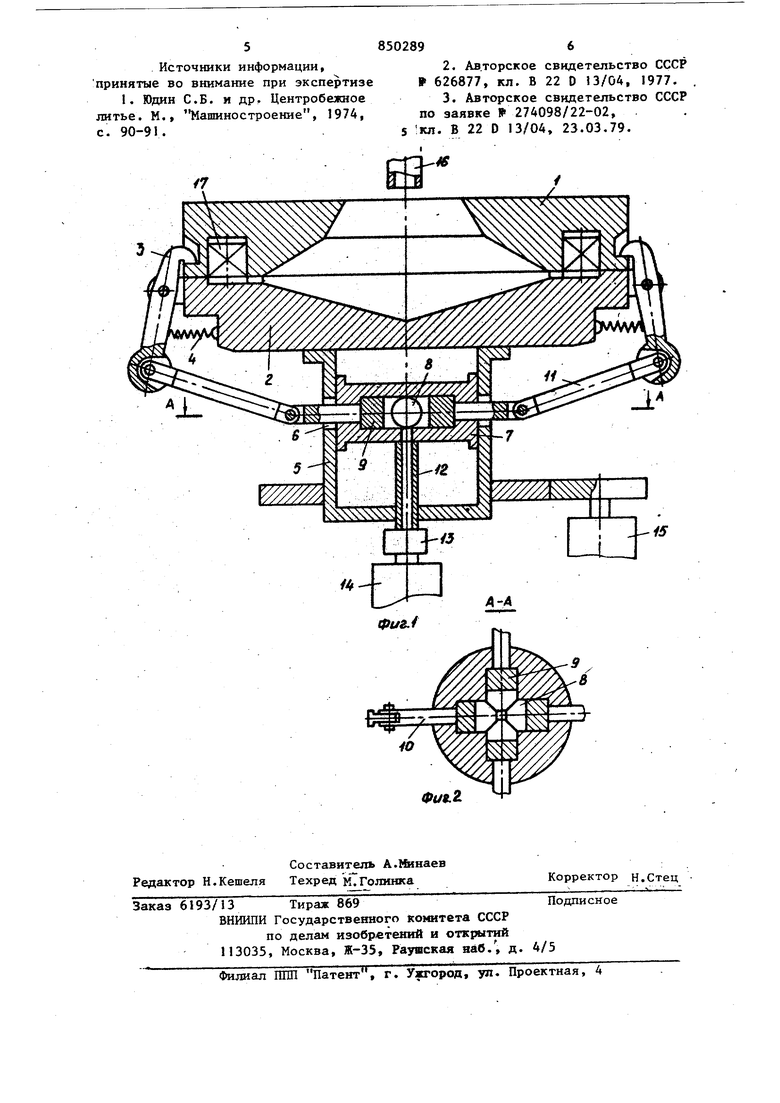
На фиг 1 схематически представлена предлагаемая машина; на фиг. 2 - разрез А-А на фиг. .1.
Машина содержит верхнюю 1 и нижнюю 2 планшайбы, на которых шарнирно укреп лены центробежные замки 3 с тянущими пружинами 4 возврата. Нижняя планщайба крепится на шпинделе 5, выполненном в виде полого вала и имеет окна 6. Внутри полого вала жестко укреплен фланец 7, который выполнен с радиальньми этверстиями 8. В отверстиях расположены поршни 9 со штоками 10.
Посредством шарнирных тяг 11 проходящие через окна 6 штоки 10 соединены с центробежными замками 3. Радиальные отверстия 8 соединены с трубопроводом 12, который посредством проводящей муфты 13 соединен с источником 14 высокого давления. Машина приводится во вращение приводом I5. Для пОдачи жидкого металла в металлоприемник машны служит установка для литья под низким давлением нe показано) с МеталлопровОдом.16. В качестве детали представителя массового производства выбран короткозамкнутый ротор электродвигателя, пакеты 17 которого помещают в гнезда, вьшолненные в планшайбах. Машина работает следующим образом. После простановки пакетов 17 на соединениях верхней 1 и нижней 2 планшайб подается сигнал на включение привода 15 вращения машины. Одновременно с этим включается источник 14 высокого давления. Высокое давление посредством проводящей муфты 13 и через трубопровод 12 передается в радиальные отверстия 8. Далее под действием равномерно распределенного на каждый шток усилия, создаваемого равномерно распределенным высоким давлением, поршни 9 перемещаются н воздействуют на шарнирные тяги 1, которые поворачивают центробежные замки 3, замыкающие форму. Машиця готова к запивке. Доза алю-шниевого сплава А7 при подается во вращающуюся планшайбу с помощью установки для литья под низким давлением через металлопровод 16.
Металл под действием центробежных сил заполняет гнезда с пакетами 17 железа. После затвердевания отливки машина останавливается и выключается источник 14 высокого давления. В радиальных отверстиях 8 давление падает и исчезают усилия на штоках 10 поршней 9. Далее происходит размыкание формы под действием тянущих пружин 4, которые поворачивают центробежные замки 3 и одновременно посредством шарнирных тяг 11 возвращают поршни 9 в исходное положение. После извлечения отливок, очистки и окраски оснастки машина снова готова к работе.
Таким образом, соединение радиальных каналов жестко укрепленного внутри шпинделя фланца посредством проводящей муфты с источником высокого давления и выполнение ползунов в виде поршня со штоком позволяет упростить конст рукцию машины, так как отпадает не- обходимость применения привода вертикальных перемещений фланца замков. Кроме того, позволяет установить на форму более трех замков, причем, чем бо тьший диаметр планшайбы, тем большее количество замков устанавливается на них. Это позволяет создать большие усилия сжатия с формами и применять планшайбы больших диаметров, что в свою очередь позволяет разместить большее количество гнезд для отливок и повысить производительность машины.
Формула изобретения
Центробежная машина с вертикальной осью вращения, содержащая верхнюю и . нижнкио планшайбы с гнездами для отливок, укрепленные на полом шпинделе со сквозными окнами, через которые центробежные замки посредством шарнирных тяг соединены с ползунами, входящими в радиальные каналы фланца, соосно расположенного внутри пустотелого шпинделя, отличающаяся тем, что, с целью упрощения конструкции и повышения производительности она снабжена проводящей муфтой и источником высокого давления, а радиальные каналы жестко укрепленного внутри шпинделя фланца соединены посредством проводящей муфты с источником высокого давления, причем ползуны выполнены виде поршня со штоком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU772696A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Центробежная машина с вертикальной осью вращения | 1987 |
|
SU1502181A1 |
| Центробежная машина для литья с вер-ТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU821045A1 |
| Центробежная машина | 1971 |
|
SU503631A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| ПРИВОД ГОРИЗОНТАЛЬНОЙ МАШИНЫ для | 1966 |
|
SU178062A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
