(54) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРОМОК КАНАЛОВ | 2005 |
|
RU2303087C2 |
| Устройство для электрохимической обработки | 1981 |
|
SU1099498A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 2017 |
|
RU2699140C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 2021 |
|
RU2774497C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| Устройство для электрохимической обработки цилиндрических отверстий | 1987 |
|
SU1419840A1 |
| Катодное устройство Суслина | 1981 |
|
SU998076A1 |
| Устройство для электрохимической обработки | 1977 |
|
SU643268A1 |
1
Изобретение относится к электри- ческим методам обработки и может быть использовано для снятия заусенцев в каналах корпусных деталей.
Известен способ электрохимической обработки отверстий с прокачкой электролита через зону обработки неподвижным электродом-инструментом, связанным с источником постоянного тока посредством токоподводящих элементов 1} .
В устройства, реализующем способ, отрицательный потенциал подводят электроду-инструменту с помощью гйбкого токоподвода.
Недостатком данного способа является то, что значительное время затрачивается на ввод электродов в отверстия, который осуществляют на рабочей позиции. В течение этого времени обработка не производится.
Цель изобретения - повышение производительности при снятии заусенцев в каналах KOpnycmjx деталей.
Поставленная цель достигается тем, что предварительно вне зоны обработки помещают в отверстие обрабатываемой детали электрод-инструмент, затем комплект деталь-электрод-инструмент устанавливают между подключенными к
полюсам источника питания неподвижным и упругим токоподводящими элемен.тами с обеспечением плотного контакта.
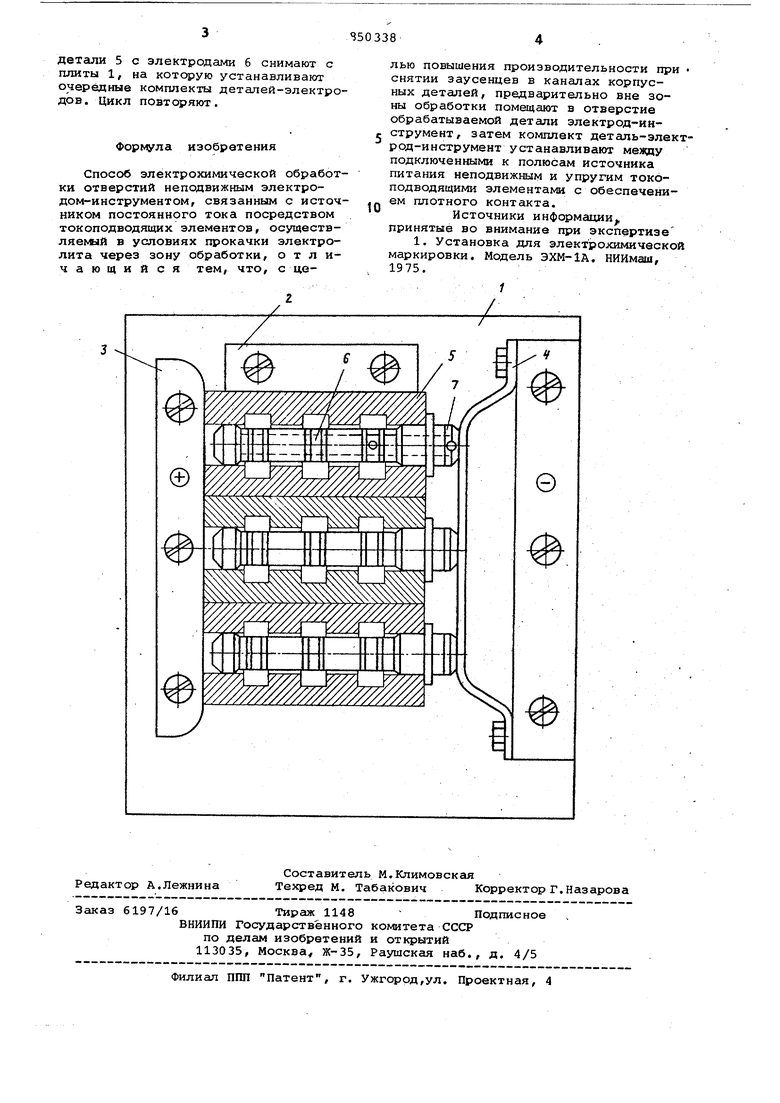
На чертеже схематично изображено устройство для реализации предлагаемого способа.
Устройство содержит установленный на плите 1 жесткий упор 2 и токопод10водящие элементы 3 и 4. Между ними размещают комплект-деталь 5 и размещенный в отверстии электрод-инструмент б, который имеет контактный участок 7. Элемент 3 закреплен непод15вижно и выполняет роль жесткого упора. Элемент 4 выполнен упругим. Элемент 3 подключен к ,+ , а,элемент 4к - источника постоянного токарне пок-йзан) .
20
Когда комплект детгшь 5-инструмент б йдвигают между элементами 3 и 4 токоподвода, за счет упругости последнего обеспечивается их плотный контакт и тем самым при включении ис25точника питания замыкание цепи электрического тока. При прокачке через рабочую зону электролита прсдасходит процесс обработки. По окончании процесса отключают источник, прекращают
30
.подачу электролита, обработанные
