Изобретение относится к обработ
:.-
Ке металлов давлением, з частности Ic оборудованию для винтовой прокатки Ьортового металла.
; Цель изобретения - повышение ка- |чества прокатываемых изделий за счет увеличения точности их размеров и улучшение условий эксплуатации клети. На чертеже изображена трехвалковая клеть винтовой прокатки5 продельный разрез.
Трехвалковая клеть содержит станину 1 с расточками 2 под углом к оси лрокатки. В расточках 2 размещены механизмы регулировки углов подг.чи в&л- ков с привод гыми барабанами 3, в ко- ;тррых эксцентрично их оси установле ны шпиндели 4 с закрепленными в них рабочими валками 5. В станине 1 выпол нены дополнительные расточки 6, в ко- ,торых размещены механизмы настройки калибра валков в виде приводной пары: нажимного винта 7 и гайки 8. На каждом приводном барабане 3 смонгирова- ны упорные втулки. 9 с опорной площадкой 10. На внутренней поверхности упорной втулки 9 и наружной поверхности приводного барабана 3 выполнены конические сопрягаемые опорные поверхности 11, угол наклона образующей которых к оси упорной втулки 9 и приводного барабана 3 равен наклона оси рабочих вапков 5 к оси прокатки. Нажимной винт 7 установлен перпендикулярно оси прокатки з зоне рабочих участков валков 5 с В1:1змож- ностыо Бзай одействия, с опорной площадкой 10 упорной втулки 9 посредством подпятника 12. Привод барабана 3 осуществляется посредством закреп,.
20
30
35
25
- -
40
45
50
ленной на нем шестерни 13 и рейки 14. Уравновешивание деталей валкового узла осуществляется пружинным уравнове™ ииваюш м механизмом 15.
Клеть работает следующим образом.
Предварительно устанавливают угол подачи рабочих валков 5. Для этого реечной передачей 13 и 14 поворачивают барабан 3 на определенный угол и за счет его эксцентриситета устанавливают необходимое смещение шпинделя 4 с рабочим валком 5 относительно оси прокатки. Величина смещения определяет угол подачи валка 5. Регулировку калибра, определяющего диаметр проката на выходе из валков, осуществляют осевым перемещением валков 5. Для этого червячным приводом 16 вращают нажимной винт 7, который, перемещаясь вдоль своей оси, относительно гайки 8, воздействует на опорную площадку 10 упорной втулки 9 и перемещает узел рабочего валка 5 вдоль его оси на необходимую величину, устанавливая размер калибра, при этом торец подпятника 12 имеет некоторое скольжение по опорной площадке 10. Пружины уравновешивающего механизма 15 при уменьшении размера калибра сжимаются, а при увеличении растягиваются. При прокатке равнодействующая усилия деформации заготовки передается на приводной барабан 3, далее через конические сопрягаемые поверхности 11 на упорную втулку 9 и замыкается через пару нажимной винт - 7 гайка 8 на станину 1 клети. Таким образом, равнодействующая усилия прокатки полностью воспринимается парой нажнмной винт-гайка по наикратчайшей силовой цепи, что
позволяет максимально тченыпить количество деталей узла валка 5 в силово цепи , тем самым повысить жесткост.ъ этой цепи, уменьшить габариты клети и повысить точность прокатываемь:х изделий. Изобретение обеспечивает также улучшение эксплуатационных- условий труда благодаря возможности доступа при ремонте и настройке отдельно к механизму настройки калибра валков и механизму регулировки углов подачи валков. Формула изобретения
Трехвалковая клеть винтовой прокатки, содержащая станину с расточками под углом к оси прокатки, размещен Hfcie в расточках механизмы регулировки углов подачи валков с приводньми- барабанами, установленные в барабанах эксцентрично их оси шпиндели с закрепленными в них рабочими валками и механизмы настройки калибра валков в виде приводной пары нажимной винт-
10
- 20 25
6
а ю щ а
я с я
тем.
90184
гайка, о т л и ч
что, с целью повышения качества прокатываемых изделий за счет увеличения точности их размеров и улучшения условий эксплуатации, она снабжена смонтированными на каждом приводном барабане соосно с ним упорными.втулками, при этом в станине выполнены дополнительные расточки для размещения в них приводной пары нажимной винт-гайка, на упорной втулке выполнена опорная площадка, а нажимной винт установлен перпендикулярно к оси прокатки в зоне рабочих участков валков с возможностью взаимодействия с опорной площадкой упорной втулки, на внутренней поверхности упорной втулки и наружнрй поверхности приводного барабана выполнены конические сопрягаемые опорные поверхности, углы наклона образующих которых к осям упорной втулки и приводного барабана равны углам наклона осей рабочих вал-коз к оси прокатки.
15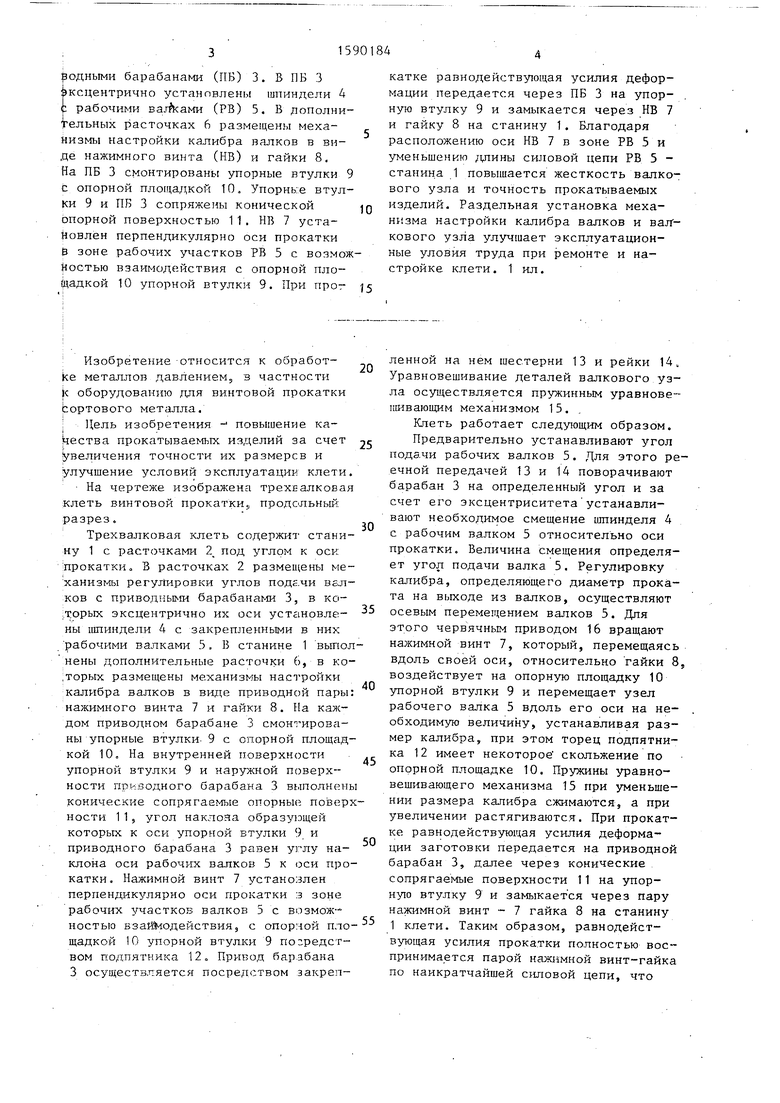
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для винтовой прокатки сортового металла. Цель изобретения - повышение качества прокатываемых изделий за счет увеличения точности их размеров и улучшение условий эксплуатации прокатной клети. В расточках 2 станины 1 клети размещены механизмы регулировки углов подачи валков с приводными барабанами (ПБ) 3. В ПБ 3 эксцентрично установлены шпиндели 4 с рабочими валками (РВ) 5. В дополнительных расточках 6 размещены механизмы настройки калибра валков в виде нажимного винта (НВ) и гайки 8. На ПБ 3 смонтированы упорные втулки 9 с опорной площадкой 10. Упорные втулки 9 и ПБ 3 сопряжены конической опорной поверхностью 11. НВ 7 установлен перпендикулярно оси прокатки в зоне рабочих участков РВ 5 с возможностью взаимодействия с опорной площадкой 10 упорной втулки 9. При прокатке равнодействующая усилия деформации передается через ПБ 3 на упорную втулку 9 и замыкается через НВ 7 и гайку 8 на станину 1. Благодаря расположению оси НВ 7 в зоне РВ 5 и уменьшению длины силовой цепи РВ 5 - станина 1 повышается жесткость валкового узла и точность прокатываемых изделий. Раздельная установка механизма настройки калибра валков и валкового узла улучшает эксплуатационные условия труда при ремонте и настройке клети. 1 ил.
| Авторское свидетельство СССР № 1345447, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
