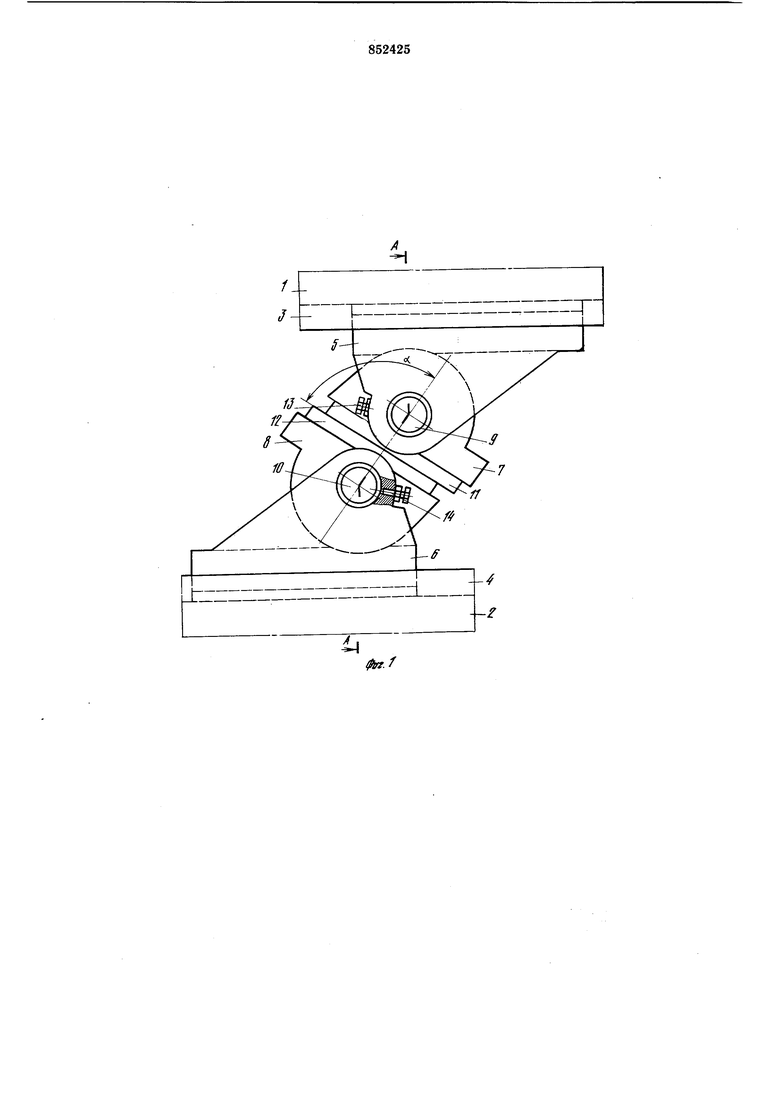
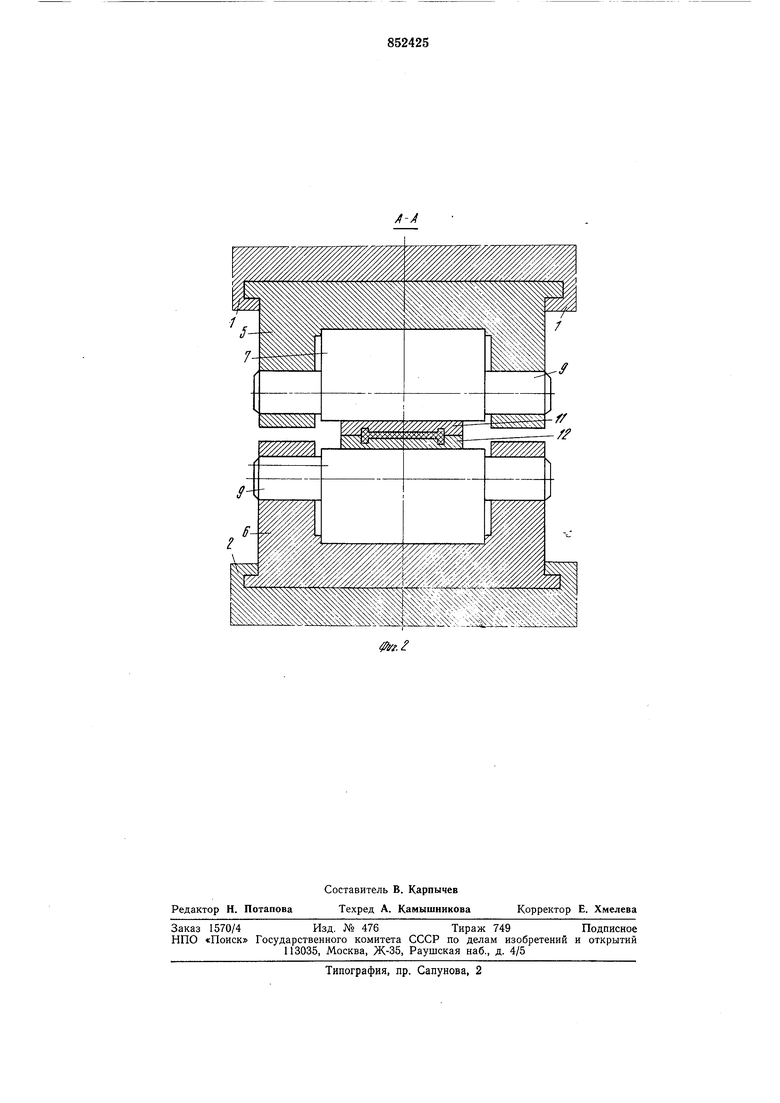
Перед штамповкой производят наладку устройства. Штамподержатели 7 и 8 поворачивают на заданный угол а к вертикальной оси и закрепляют с пойощью стопоров 13 и 14. Ползушки 5 и 6 перемещают в направляющих 3 и 4, добиваясь совмещения гравюр рабочих вставок И и 12 в крайнем нижнем положении верхней плиты 1, а также установки инструмента по центру ползуна пресса (на фигурах не показан), после чего их жестко закрепляют к плитам 1 и 2. При этом вертикальная ось крепления верхнего штамподержателя к ползушке смещена относительно .соответствующей оси нижнего штймподержателя.
Уётройство работает следующим образом.
В исходном положении плиты 1 и 2 разделены, заготовка укладывается на нижнюю вставку 12. При ходе ползуна вниз вставки сближаются и верхняя вставка начинает взаимодействовать с заготовкой. При этом вертикальная скорость верхней вставки Vi, разлагается на две составляющие: направленную нормально к плоскости вставок УН и направленную вдоль этой плоскости Fn, связанные соотношениями: УН : Ув-8ша; Уп Ув-cosa. Благодаря этому рабочие вставки 11 и 12 воздействуют на обрабатываемую заготовку как в нормальном, так и в касательном направлениях, осуществляя одновременно ее осадку и сдвиг. После заполнения гравюры штампа металлом верхняя вставка 11 вместе с плитой 1 возвращается в исходное положенйе.
Наложение сдвиговой деформации путем продольного перемещения верхней рабочей
вставки относительно нижней снижает удельные нагрузки на инструмент, улучшает заполняемость металлом гравюры штампа, увеличивает интенсивность деформации. Это позволяет повысить стойкость штампов, а также улучшить качество получаемых поковок путем достижения высоких физико-механических свойств изделий.
Устройство позволяет обеспечить регулирование сдвиговой деформации путем установки штамподержателей на заданный угол.
Формула изобретения
Устройство для штамповки, содержащее верхнюю и нижнюю плиты, в направляющих которых установлены ползушки со штамподержателями и рабочими вставками, отличающееся тем, что, с целью повышения стойкости и улучшения качества штамповки путем снижения усилия деформирования и обеспечения регулирования величины сдвиговых деформаций, каждый штамподержатель выполнен в виде сегмента с опорной цилиндрической поверхностью, связан с соответствуюшей ползушкой осью и установлен с возможностью поворота относительно нее, при этом каждая ползушка выполнена с ответной цилиндрической поверхностью, а оси, связывающие каждый из штамподержателей с соответствуюшей ползушкой, смещены относительно вертикальной плоскости симметрии в разные стороны.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 564075, кл. В 21J 13/02, 09.02.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания на двухкоординатном прессе | 2021 |
|
RU2776751C1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU837537A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Штамподержатель вертикальной прессовой установки | 1989 |
|
SU1606350A1 |
| Штамп для изотермической штамповки | 1980 |
|
SU899214A1 |
| Штамп для горячего деформирования малопластичных металлов и сплавов | 1984 |
|
SU1292891A1 |
| Штамп для штамповки деталей типа топора | 1986 |
|
SU1373463A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Штамп для обработки торцовых участков металлических деталей | 1983 |
|
SU1123767A1 |
| Штамп для объемной штамповки | 1981 |
|
SU1011320A1 |