1
Изобретение относится к порошковой металлургии, в частности, к устройствам для прессования двухслойных труб из порошка.
Известно устройство для прессования двухслойных труб из порошка, включаюш,ее матрипу, соосно установленный в ней вкладыш в виде шпека и привод {. Устройство содерл ит также станину и бункер, вкладыш выполнен ступенчатым, а привод служит для враш,ения матрицы. Процесс получения двухслойных труб состоит из последовательного выполнения наружного, а затем внутреннего слоя трубы с использованием ступепчатого вкладыша, установленного с возможностью перемеш,ения вдоль оси матрицы.
Недостатками данного устройства являются как периодичность процесса изготовления трубы в целом, так и периодичность изготовления слоев трубы.
За цикл, соответствуюшпй изготовлению трубы, требуется дважды остановить враш;ение матрицы, дважды включить и выключить вибратор, дважды заполнить и освободить от порошка бупкер, дважды переместить ступепчатьш вкладыш. Кроме того, невозможно получить различной длины трубу без замены элементов устройства, так как длина трубы связана конструктивно с длиной матрицы и длиной ступеней вкладыша.
Цель пзобретения - повышение производительности процесса и обеспечение его
5 непрерывности.
Это достигается тем, что устройство для прессования двухслойных труб из иорошка, включаюш,ее матрицу, соосно установленный в ней вкладыш и привод, снабжено
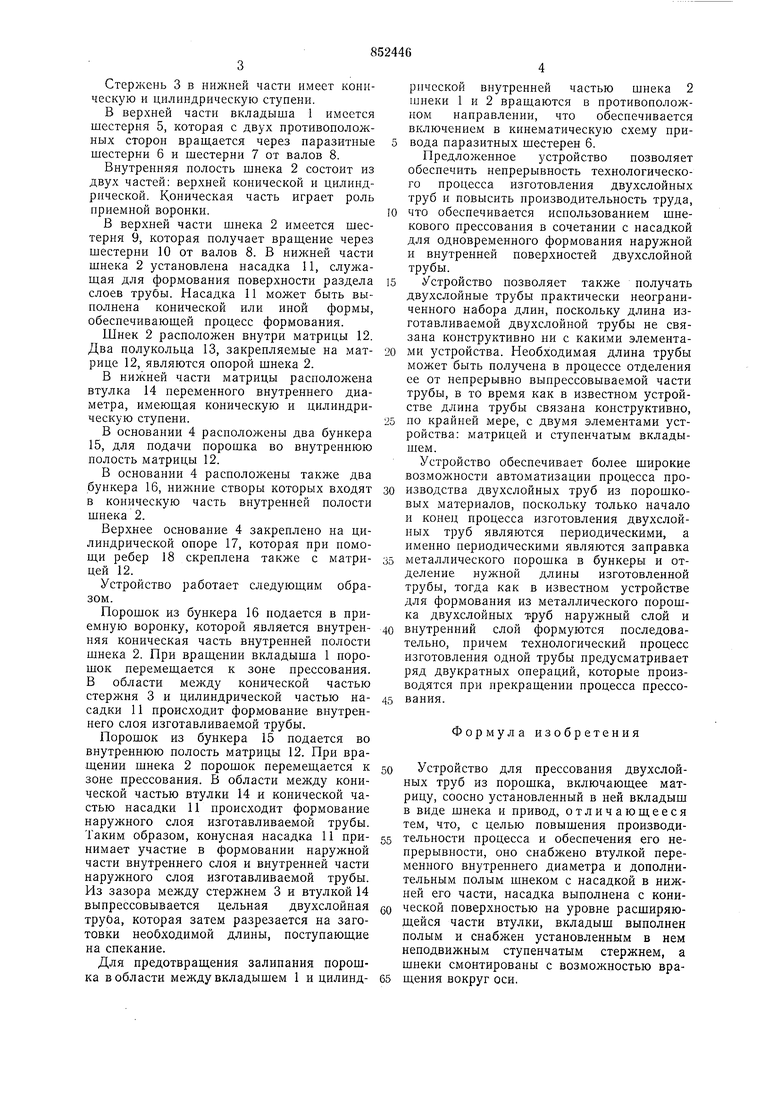
10 втулкой переменного внутреннего диаметра и дополнительным полым шнеком с насадкой в нижней его части, насадка выполнена с конической поверхностью на уровне расширяющейся части втулки, вкладыш вы15 полней полым и снабжен установленным в нем неподвижным ступенчатым стержнем, а шнеки смонтированы с возможностью врашения вокруг оси. На фиг. 1 представлено предлагаемое
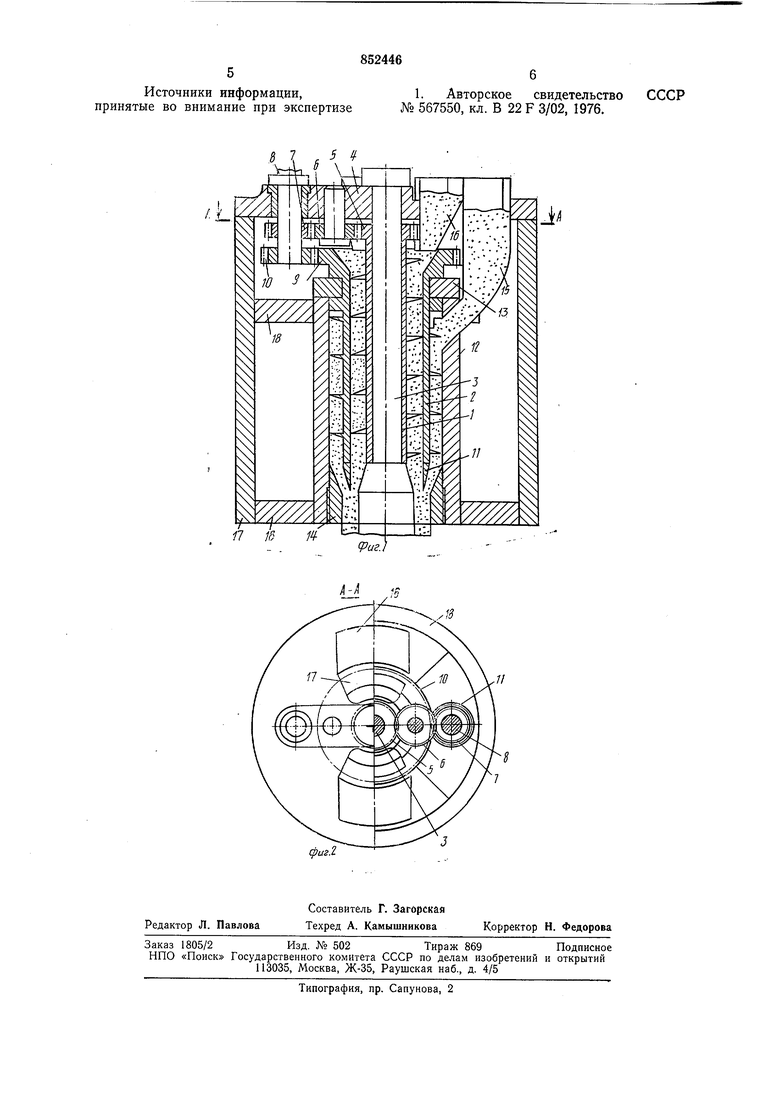
20 устройство, разрез; на фиг. 2-разрез А-А на фиг. 1.
Вкладыш 1 и дополнительный шнек 2 расположены сооспо, так что вкладыш 1 находится во внутренней полости шнека 2.
25 Стенки шнеков выполнены как винтовые поверхпости противоположного направления.
Внутри вкладыша 1 расположен неподвижный ступенчатый стержень 3, закреп30 ленный в верхнем основании 4,
Стержень 3 в нижней части имеет коническую и цилиндрическую ступени.
В верхней части вкладыша 1 имеется шестерня 5, которая с двух противоположных сторон вращается через паразитные шестерни 6 и шестерни 7 от валов 8.
Внутренняя полость шнека 2 состоит из двух частей: верхней конической и цилиндрической. Коническая часть играет роль приемной воронки.
В верхней части шнека 2 имеется шестерня 9, которая получает вращение через шестерни 10 от валов 8. В нижней части шнека 2 уетановлена насадка 11, служащая для формования поверхности раздела слоев трубы. Насадка 11 может быть выполнена конической или иной формы, обеспечивающей процесс формования.
Шнек 2 расположен внутри матрицы 12. Два полукольца 13, закрепляемые на матрице 12, являются опорой шнека 2.
В нижней части матрицы расположена втулка 14 переменного внутреннего диаметра, имеющая коническую и цилиндрическую ступени.
В основании 4 расположены два бункера 15, для подачи порошка во внутреннюю полость матрицы 12.
В основании 4 расположены также два бункера 16, нижние створы которых входят в коническую часть внутренней полости шнека 2.
Верхнее основание 4 закреплено на цилиндрической опоре 17, которая при помощи ребер 18 скреплена также с матрицей 12.
Устройство работает следующим образом.
Порощок из бункера 16 подается в приемную воронку, которой является внутренняя коническая часть внутренней полости шнека 2. При вращении вкладыща 1 порошок перемещается к зоне прессования. В области между конической частью стержня 3 и цилиндрической частью насадки 11 происходит формование внутреннего слоя изготавливаемой трубы.
Порошок из бункера 15 подается во внутреннюю полость матрицы 12. При вращении щнека 2 порощок перемещается к зоне прессования. В области между конической частью втулки 14 и конической частью насадки 11 происходит формование наружного слоя изготавливаемой трубы. Таким образом, конусная насадка 11 принимает участие в формовании наружной части внутреннего слоя и внутренней части наружного слоя изготавливаемой трубы. Из зазора между стержнем 3 и втулкой 14 выпрессовывается цельная двухслойная труба, которая затем разрезается на заготовки необходимой длины, поступающие на спекание.
Для предотвращения залипания порощка в области между вкладышем 1 и цилиндрической внутренней частью шнека 2 шнеки 1 и 2 вращаются в противоположном направлении, что обеспечивается включением в кинематическую схему привода паразитных шестерен 6.
Предложенное устройство позволяет обеспечить непрерывность технологического процесса изготовления двухслойных труб и повысить производительность труда,
что обеспечивается использованием шнекового прессования в сочетании с насадкой для одновременного формования наружной и внутренней поверхностей двухслойной трубы.
Устройство позволяет также получать двухслойные трубы практически неограниченного набора длин, поскольку длина изготавливаемой двухслойной трубы не связана конструктивно ни с какими элементами устройства. Необходимая длина трубы может быть получена в процессе отделения ее от непрерывно выпрессовываемой части трубы, в то время как в известном устройстве длина трубы связана конструктивно,
ПО Крайней мере, с двумя элементами устройства: матрицей и ступенчатым вкладышем.
Устройство обеспечивает более широкие возможности автоматизации процесса производства двухслойных труб из порошковых материалов, поскольку только начало и конец процесса изготовления двухслойных труб являются периодическими, а именно периодическими являются заправка
металлического порошка в бункеры и отделение нужной длины изготовленной трубы, тогда как в известном устройстве для формования из металлического порошка двухслойных т-руб наружный слой и
внутренний слой формуются последовательно, причем технологический процесс изготовления одной трубы предусматривает ряд двукратных операций, которые производятся при прекращении процесса прессования.
Формула изобретения
Устройство для прессования двухслойных труб из порошка, включающее матрицу, соосно установленный в ней вкладыш в виде шнека и привод, отличающееся тем, что, с целью повышения производительности процесса и обеспечения его непрерывпости, оно снабжено втулкой переменного внутреннего диаметра и дополнительным полым шнеком с иасадкой в нижней его части, насадка выполнена с конической поверхностью на уровне расширяющейся части втулки, вкладыш выполнен полым и снабжен установленным в нем неподвижным ступенчатым стержнем, а щнеки смонтированы с возможностью вращения вокруг оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования двухслойных труб из порошка | 1980 |
|
SU935213A1 |
| Устройство для прессования двухслойных труб из порошка | 1985 |
|
SU1245413A1 |
| Устройство для прессования двухслойных труб из порошка | 1982 |
|
SU1036453A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для непрерывного формования изделий из порошков | 1982 |
|
SU1039647A1 |
| Устройство для экструдирования изделий из порошков | 1982 |
|
SU1053968A1 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| Устройство для прессования металлических порошков | 1981 |
|
SU1006059A2 |
| Способ формования порошковых материалов | 1988 |
|
SU1694351A1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
