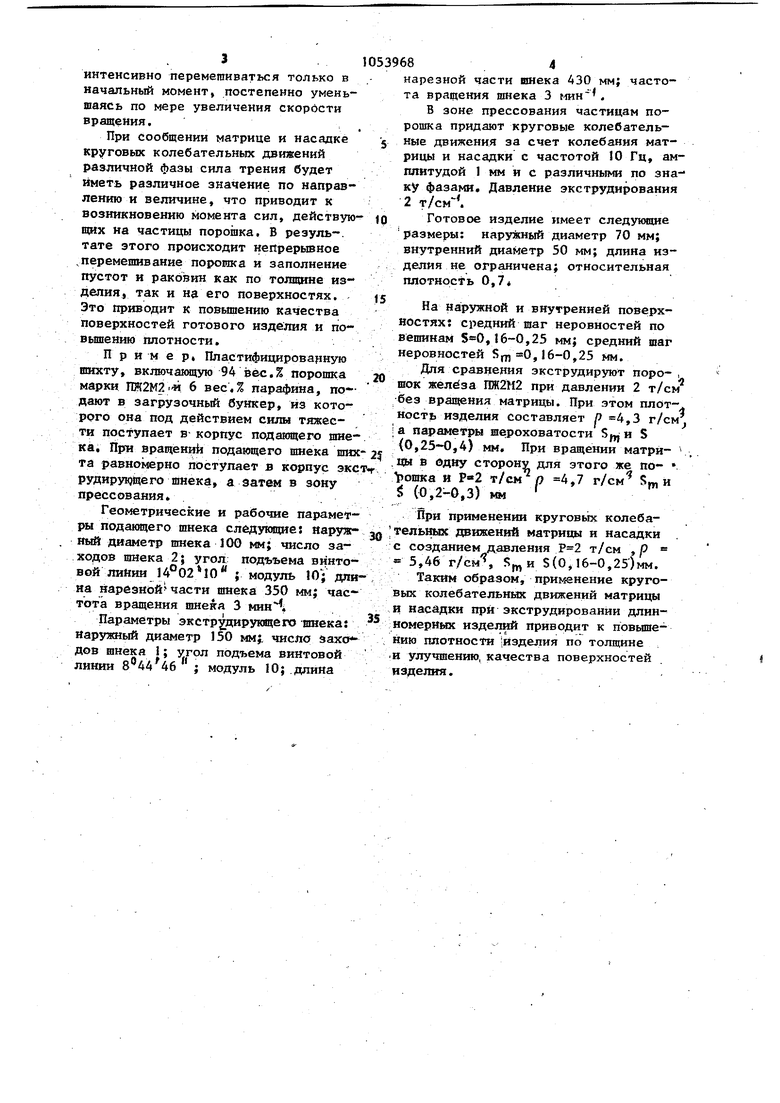
изобретение относится к порошковой металлургии,.в частности к устройствам для непрерьгоного прессования изделий из металлических порошков. Известио устройство для прессова ния изделий из порошка ,; включающее матрицу, крьшвку, поддои, эластичиый трубчатый пуансон с коническим проф лем, установленным внутри эластичного пуансона, центрирующую и опорную втулки и узел для наложения виб раций И Недостаток данного устройства заключается в получении качественно только внутренней поверхности полог длинномерного изделия. Оно обусловлено тем, что энергия вибрации, пер даваемая от пуансона порошку, произ водит наибольший эффект расклинивания В зоне, прилежащей к пуансону, постепенно ослабевает в радиальном направлении от центра источника виб рация. Этим также обусловлено получеиие неодинаковой плотности издели по толщине. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для экструдирования изделий из порошков, включаняцее матрицу и насадк с приводом враа1ения. При вьодавлива НИИ насадке придают вращательное дви жение в нпоскости, перпендикулярной направлению вадцавливания 2| . Недостаток известного устройства заключается в том, что получаемые изделия имеют низкую плотность и низ кое качество поверхности, что обусловлено анизотропией свойств издеЦель изобретения - повыщение плот ности изделия и повышение.качества его псшерхности. Эта цель достигается тем, что уетройство для экструдирования издетщй из порошков, включакнцее матрицу и насадку с приводом вращения, снабжено приводом вращения матрицы. Причем матрица и насадка установлены с возможностью колебательного движения с различной фазой. Конические рабочие поверхности матрицы и насадки В11толнены с продольными пазами. На фиг. 1 изображено устройство, общий вцц; нафиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.2. 9682 Устройство содержит корпус 1 поданядего шнека 2, корпус 3 с размещенным в нем экструдирукядим шнеком 4, сквозь экструдирующий шнек проходит насадка 5, имеющая продольные пазы 6. На внутренней поверхности матрицы 7, связанной с шестерней 8, закрепленной на валу 9, также имеются продольные 6. В состав устройства входят кольца крепления матрмщ JO и 11, загрузочный бункер 12, привод 13 колебательных движений насадки (не показан). Устройство работает следунзщим образом. При вращении подающего шнека 2 иа загрузочного бункера 12 шихта поступает в корпус 3 экструдирующего шнека, где захватывается экструдйруняцим шнеком Аи подается в зону прессования. В зоне прессования за счет вращения экструдирующего шнека 4 соз- дается повьпненноё давление, при этом матрица 7 и насадка 5 производят колебатепьные движения с различной фа-, ЗОЙ колебаний. Матрицу 7 приводят в . движение ,от зубчатой шестерни 8, закрепленной на валу 9, связанном с приводом колебательных движений мат- РИДЫ. За счет колебаний матрицы 7 происходит интенсивное уплотнение порошка по внешнему контуру полого длинномерного изделия. Матрица 7 увлекает наружный слой порошка вследствие Наличия продольных пазов не ее конической рабочей поверхности. На- садка 5 колеблется по отношению к матрице 7 в противофазе, что приводит к сдвигу наружного и внутреннего слоев порошка относительно друг друга. Нагсадка 5 увлекает порошок за счет i имеющихся на ее конической рабочей поверхности.продольных пазов.6.Цииндрическая часть насадки 5 калибрует внутреннюю поверхность издеЛИЯНаправление силы трений,действующей на частицы порошка со стороны матрицы, определяется направением ее вращения. Бели вращение атрицы происходит постоянно в одном направлении, то сила трения направлена в одну и ту же сторону. В начальный момент вращения сила трения будет максимальной. В послеующем, по мере увеличения скорости ращения сила трения матрицы о частицы порошка уменьшается. При таком арактере вращения слои порошка будут интенсивно перемегаиваться только в начальный момент, постепенно уменьшаясь по мере увеличения скордсти вращения,, При сообщении матрице и насадке круговых колебательных движений различной фазы сила трения будет иметь различное значение по направлению и величине, что приводит к возникновению момента сил, действую щих на частицы nopoiaKa, В резуль-. тате этого происходит кепрерьгоное перемешивание порошка и заполнение пустот и раковин как по толщине изделия, так и на его поверхностях. Это приводит к повышению качества поверхностей готового изделия и повьшению плотности. Пример Пластифицированную пшхту, включающую 94 вес.% порощка марки ПЖ2М2|И 6 вес.% парафина, подают в загрузочный бункер, из которого она под действием силы тяжести поступает в- корпус подающего шне ка. При вращений подающего щнека ши та paBHoi pHO поступает в корпус эк рудиру19йего шнека, а затем в зону прессования. Геометрические и рабочие парамет ры под акяце го шнека следующие: яаруя ный диаметр шнека 100 мм; число заходов шнека 2; угол: подъъема винто вой линии 14°02 10 ; модуль 0; ДЛ на нарезной части шнека 350 мм; час тота вращения шнекя 3 мии Параметры экстр дирукщего шнека: Наружный диаметр 150 мм;, число захо дов шнека i; угол подъема винтовой линии 84446 ; модуль 10; длина нарезной части шнека 430 мм; частота вращения шнека 3 мин. В зоне прессования частицам порошка придают круговые колебательные движения за счет колебания матрицы и насадки с частотой 10 Гц, амплитудой 1 мм и с различными по знаку фазами. Давление экструдирования 2 т/см. Готовое изделие имеет следующие размеры: наружный диаметр 70 мм; внутренний диаметр 50 мм; длина изделия не ограничена; относительная плотность 0,7« На на ружной и внутренней поверхностях: средний шаг неровностей по вешинам ,16-0,25 мм; средний шаг неровностей ,16-0,25 мм. Для сравнения экструдируют поро- , шок железа ПЖ2М2 при давлении 2 т/ct без вращения матрицы. При этом плотность изделия составляет р 4,3 г/см а параметры шероховатости Sj и S (0,25-0,4) мм. При вращении матри- , цы в одну сторону для этого же по- ошка и Р«2 т/см р 4,7 г/см «, и J{ (0,2-0.3) мм При применении круговьЬс колебательных движений матривры и насадки . с созданием давления т/см ,/Э 5,46 г/см, 5(0,16-0,25)мм. Таким образом, применение круговых колебательных движений матрицы и насадки при зкструдировании длинномерных изделий приводит к повыщеНию плотности |йзделия по толщине и улучшению, качества поверхностей изделия. f . IT SIC I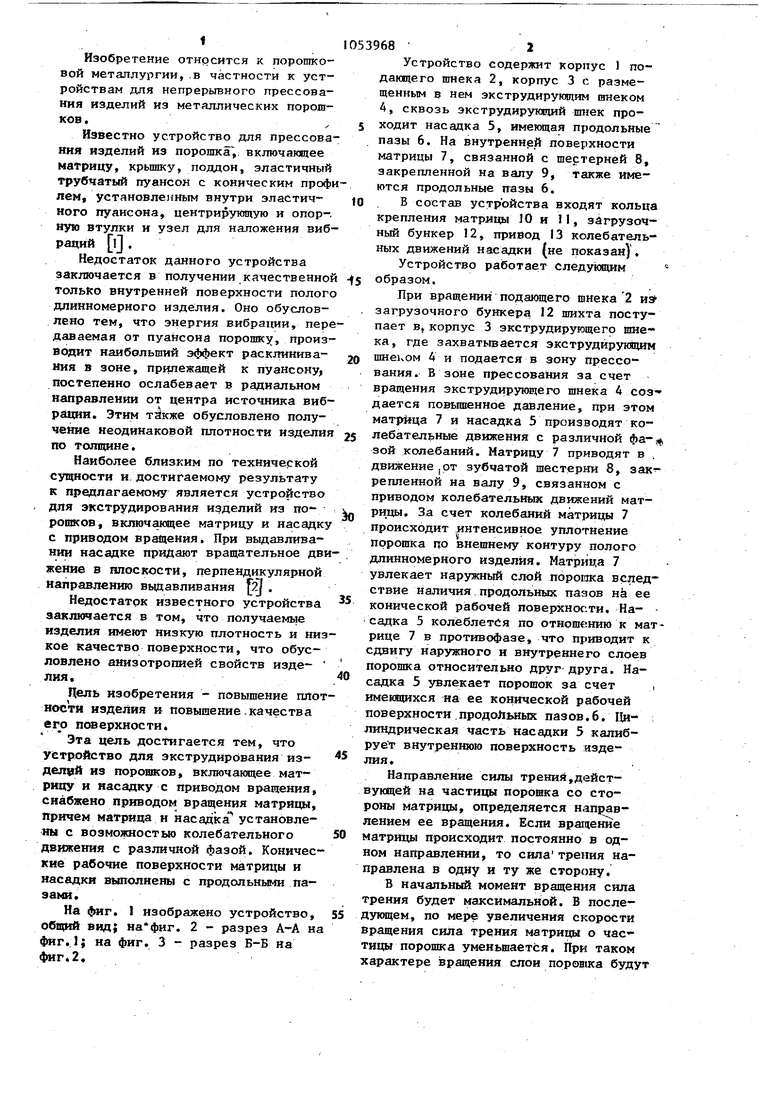
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструдирования пластифицированных порошков | 1984 |
|
SU1154042A1 |
| Устройство для непрерывного прессования порошков | 1982 |
|
SU1199447A1 |
| Устройство для непрерывного прессования порошка | 1983 |
|
SU1199448A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1982 |
|
SU1033263A1 |
| Устройство для формования длинномерных изделий | 1983 |
|
SU1139565A1 |
| Устройство для экструдирования изделий из порошков | 1983 |
|
SU1134295A1 |
| Устройство для формования из порошка длинномерных профилей | 1983 |
|
SU1152709A1 |
| Способ прессования изделий из порошка и устройство для его осуществления | 1977 |
|
SU703237A1 |
| Устройство для экструдирования порошковой проволоки | 1984 |
|
SU1177058A1 |
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
1. УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРШКОВ, включакщёе матрицу и яасапху с приводом вращения о т л и ч а ю щ е ё с я тем что, с целыо повышения плотности изделия и повышения качества его noBepxHodta, оно снабжено приводом вращения матрицы причем матрица и насадка установлены с возможностью колебательного дв океиия с различной фазой. 2. Устройство по п.I, отличающееся тем, что конические рабочие поверхности матрицы и н.асаДки выполнены с продольными пазами. сл DO СО а 00
| Способ прессования изделий из порошка и устройство для его осуществления | 1977 |
|
SU703237A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
