батываемой детали. Под действием радиальных сил резания, прежде чем настунит деформация стенок детали, упруго-эластичный элемент 6 деформируется сам, при этом исключает или уменьшает деформацию детали. В результате уменьшаются погрешности формы при обработке. Кроме того, конструктивное исполнение секторов-толкателей 5 с суммарной шириной 0,9-0,95 от длины окружности образуемого ими цилиндра и выбор расстояния между брусками и их шириной в соотношении не более 0,8-1,0 дополнительно уменьшает как гранность обрабатываемой детали, так и упругие перемещения ее стенок. После окончания цикла обработки рабочее давление снимается, под действием пружины 11 разжимной шток 2 поднимается, а упругоэластичный элемент 6 сжимает сектора-толкатели 5 и возвраш,ает режущие бруски 10 в исходное положение.
Применение предлагаемой хонинговальной головки позволяет в.ести обработку тонкостенных деталей с малой и переменной жесткостью с высокой производительностью и точностью. Конструктивное исполнение головки исключает возникновение упругих деформаций тонкостенных деталей в процессе обработки, в этом случае действие сил резания на внутреннюю поверхность цилиндра, можно рассматривать как нагружение его равномерным внутренним давлением, когда имеют место м-инимальные радиальные упругие перемещения.
Формула изобретения
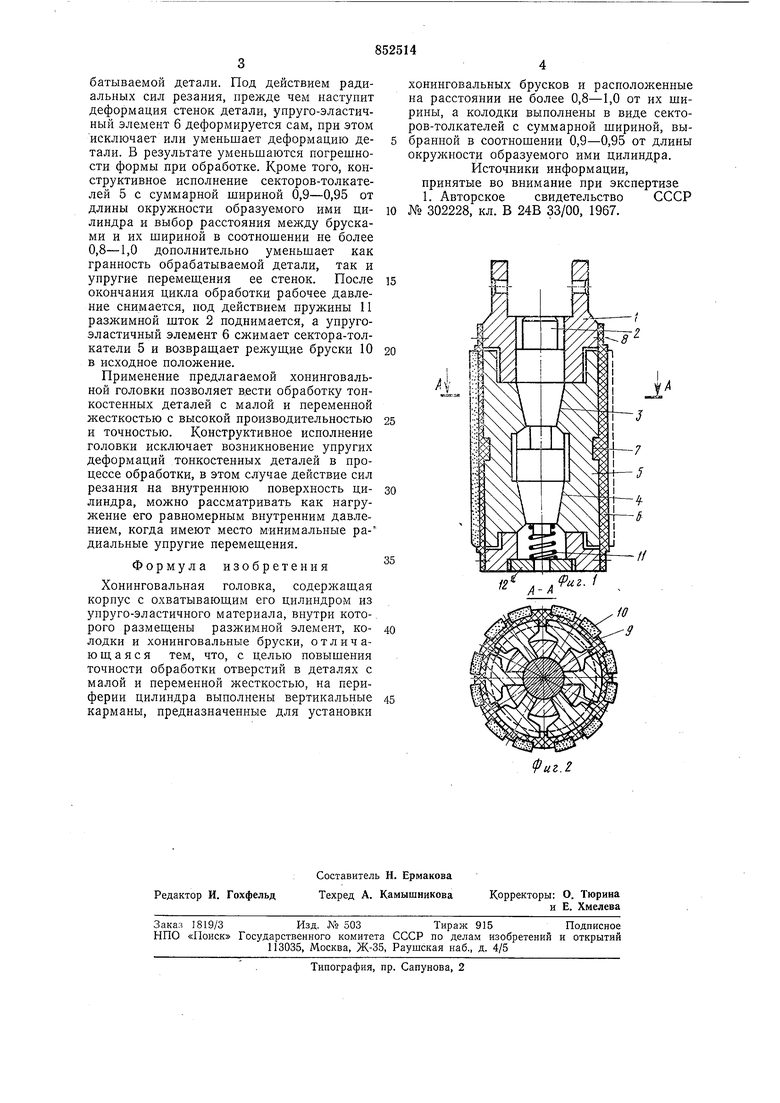
Хонинговальпая головка, содержащая корпус с охватывающим его цилиндром из упруго-эластичного материала, внутри которого размещены разжимной элемент, колодки и хонинговальные бруски, отличающаяся тем, что, с целью повышения точности обработки отверстий в деталях с малой и переменной жесткостью, на периферии цилиндра выполнены вертикальные карманы, предназначенные для установки
хонинговальных брусков и расположенные на расстоянии не более 0,8-1,0 от их ширины, а колодки выполнены в виде секторов-толкателей с суммарной шириной, выбранной в соотношении 0,9-0,95 от длины окружности образуемого ими цилиндра.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 302228, кл. В 24В 33/00, 1967.
Hv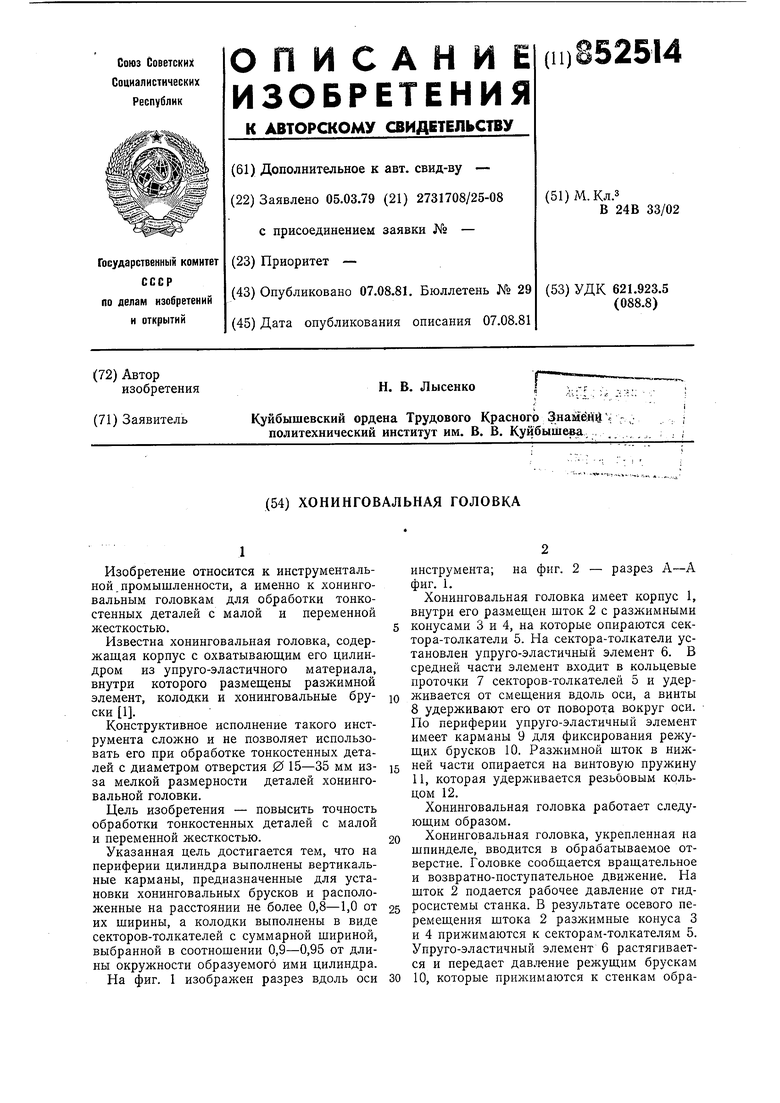
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1986 |
|
SU1315260A2 |
| Хонинговальная головка | 1987 |
|
SU1512758A2 |
| Хонинговальная головка | 1989 |
|
SU1689045A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Устройство для хонингования | 1979 |
|
SU804400A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ | 1992 |
|
RU2041051C1 |
