Изобретение относится к изготовлению : абразивного инструмента.
Известен способ изготовления абразивного инструмента, при котором абразив и Связующее, помещенные в форму, подвер- 5 гают экструдированию 1.
ПрО1цесс экстрударования сопровождается ориентацией абразивных частиц относительно продольной оси инструмента. Однако в случае изготовления правящего ий- ю струмента абразивные зерна имеют разновысотность, что сказывается на качестве инструмента.
Цель изобретения - повыщение качества правящего инструмента.15
Для этого перед экструдированием абразивные зерна в массе располагают в параллельных плоскостях по окружностям, соосным экструдируемой заготовке, при этом положение абразивных зерен по ра- 20 диусам их расположения в экструдируемой массе ив готовом инструменте связывается определенным соотнощением через коэффициент вытяжки.
Предлагаемый способ поясняется чер- 25
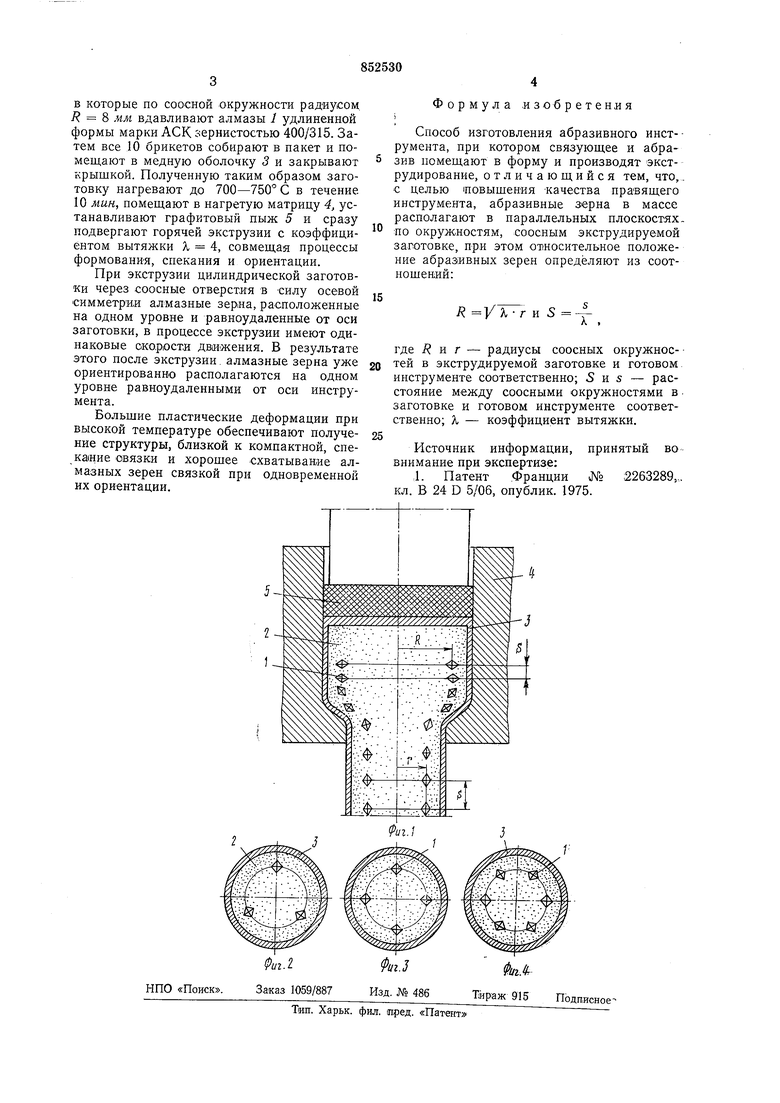
тежами, где на фиг. 1 представлена схема .экструдирования массы с послойно распо-.ложенным абразивом; на фиг. 2-4-1Правящий инструмент с различным количеством .абразивных зерен в поперечном разрезе. 30
Способ может быть реализован следующим образом.
Предварительно прессуют цилиндрические заготовки с алмазами /, расположенными в связке 2 по окружности. Полученные таким образом таблетки помещают в оболочку 3 п подвергают экструзии через матричную щель, соосную с осью матрицы 4. Во избежание соприкосновения п дробления алмазных зерен в процессе экструзии, количество алмазов на каждой окружности берут не более 2nrjh, где г - радиус расположения алмазных зерен в готовом инструменте; /г - наибольщий вероятностный размер алмазного зерна.
При- этом радиусы соосных окрул ностен R и расстояние между ними 5 до экструдирования связаны с аналогичными параметрами в готовом инструменте по следующим соотнощениям
.r и ,
где Я - коэффициент вытяжки.
Пример. Для получения алмазного правящего карандаща типа С с г 0,2 мм и S 6 мм на связке Ml, содержащей по 3, 4 и 6 алмаэов в каждом слое, под давлеliiiCM 100 МПа прессуют 10 брикетов в виде таблеток диаметром 20 «высотой 1,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
| Способ изготовления алмазных правящих карандашей | 1981 |
|
SU992176A2 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2006 |
|
RU2334609C1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU931450A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПРАВЯЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2393078C1 |
| ПРАВЯЩИЙ КАРАНДАШ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2069145C1 |
| Способ изготовления абразивного инструмента с ориентированными зернами | 1978 |
|
SU878555A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Способ изготовления алмазныхпРАВящиХ КАРАНдАшЕй | 1979 |
|
SU841948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2216435C1 |
