Известны станки и устройства для отгибания кромок листовых заготовок роликами и специальными механизмами, однако эти станки и устройства не обеспечивают перемещение ролика по заданной кривой.
Предлагаемый станок отличается от известных станков и устройств подобного рода тем, что ролик может перемещаться прямолинейно и по кривой, причем механизмы для перемещения ролика по прямой и по кривой сопряжены между собой при помощи дифференциала.
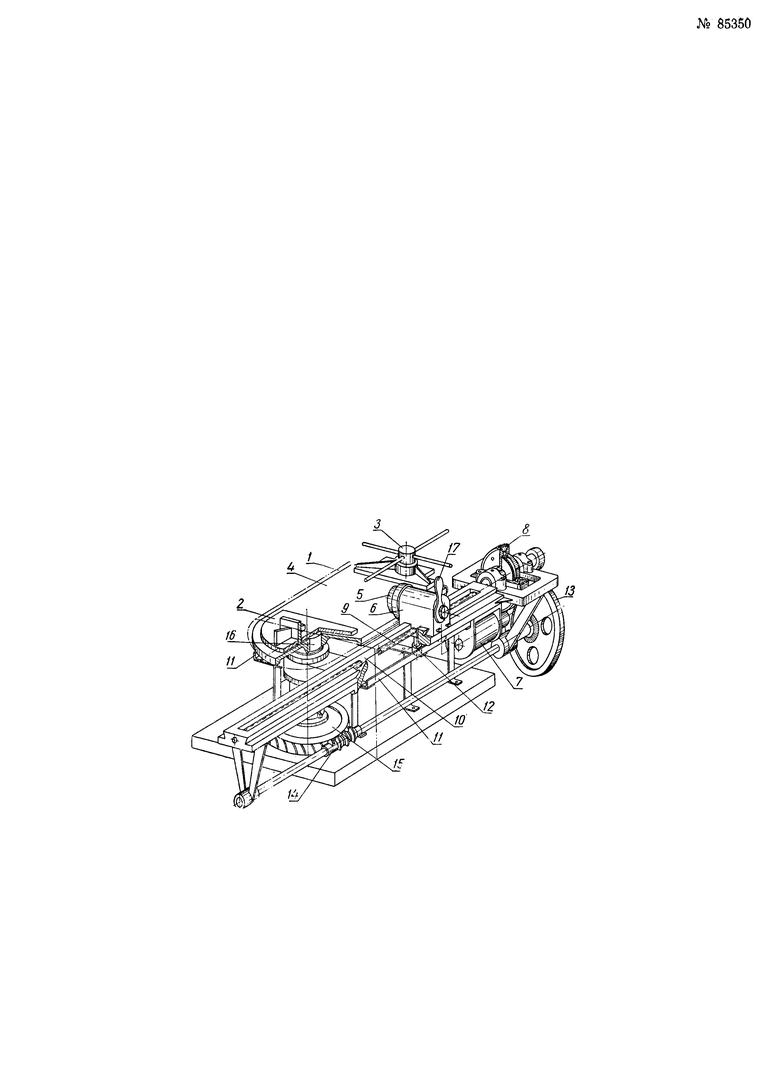
На схематическом чертеже изображен станок, вид в косоугольной проекции.
Заготовка 1 (показана штрих-пунктиром), с помощью клинового 2 и винтового 3 прижимов, крепится на обжимной плите 4. Рабочий ролик 5 с ползуном 6 находится в момент установки заготовки в крайнем правом (по чертежу) положении.
После включения электродвигателя 7, связанного через дифференциальный механизм 8 с ходовым винтом 9, начинается вращение последнего и прямолинейное перемещение ролика 5 с ползуном 6 по салазкам 10, при этом рабочий ролик поверхностью малого диаметра прижимает заготовку к обжимной плите 4, а поверхностью большего диаметра производит отгибание кромки заготовки. Повороту салазок во время прямолинейного движения ролика 5 препятствует неподвижная планка 11, по которой катятся связанные с ползуном 6 два ролика 12.
В тот момент, когда ролик 5 пройдет первую половину салазок 10, оба ролика 12 выйдут из соприкосновения с планкой 11 и автоматически начнется вращательное движение рабочего ролика совместно с салазками. Одновременно прямолинейное движение ролика по салазкам прекратится, так как скорости движения ролика подобраны так, что сопротивление его прямолинейному движению значительно больше сопротивления вращательному движению.
Поворот салазок и криволинейное перемещение ролика осуществляется от того же электродвигателя 7 через дифференциальный механизм 8, цилиндрическую пару 13, червяк 14 и неподвижное червячное колесо 15, которое закреплено на колонне 16, поддерживающей обжимную плиту 4.
Поворот салазок 10 с неподвижными роликами 12 осуществляется до тех пор, пока салазки не расположатся против второго края обжимной плиты 4. С этого момента сопротивление прямолинейному движению ролика оказывается меньше и потому с помощью дифференциального механизма 8 начнется вращение ходового винта 9 и движение ползуна 6 по второй половине салазок. К моменту прихода ползуна 6 с роликом 5 в крайнее положение салазок 10, кромка листовой заготовки окажется загнутой по всему контуру как на прямолинейных, так и на криволинейных участках.
С помощью рукоятки 17, закрепленной на эксцентриковой втулке, осуществляется вертикальное перемещение ролика в зависимости от толщины материала заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Станок для изготовления профильных изделий из листового металла | 1935 |
|
SU48090A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Способ шлифования зубьев цилиндрических зубчатых колес и устройство для его осуществления | 1980 |
|
SU925242A3 |
| Зубофрезерный станок для нарезания колес с криволинейными по длине зубьями | 1987 |
|
SU1710228A1 |
| Устройство для обработки контактных линз | 1974 |
|
SU618196A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Токарно-винторезный станок | 1933 |
|
SU36127A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
1. Станок для отгибания кромок листовых заготовок с применением фасонного ролика, отличающийся тем, что, с целью обеспечения перемещения ролика по заданной кривой, применен дифференциальный механизм.
2. Форма выполнения станка по п. 1, отличающаяся тем, что прямолинейное движение ролика осуществляется ходовым винтом, а криволинейное перемещение его посредством червячной передачи.
