форм ующие грани наклонены под угпом к продольной оси инструмента я под уг пом к основанию, причем деформирующие грани боковых клиньев выполнены с увеличи ающимся углом йаклона к продольной оси инструмента по мере удаления от ден-ррапьного клина, деформирующие грани всек боковых клиньев выполнены с разными углами наклона к плоскости основания, увеличивающимся по мере удаления от центрального клина.
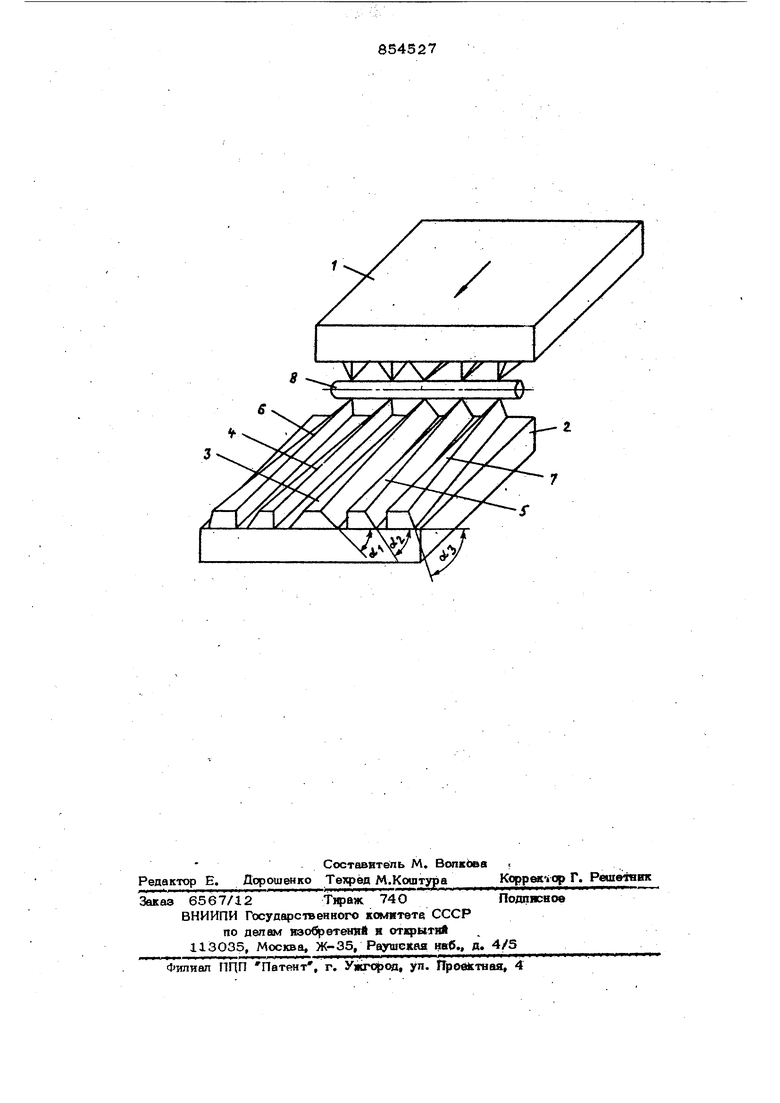
На чертеже представлено предлагаемое устройство.
Устройство состоит из нижнЫ 1 и верхней 2 ппит, на которых устансепено по одному клиновидному инструменту. Каждый инструмент выполнен в виде центрального кпина 3 и боковых клиньев 4,5 , 6 и 7, деформирующих заготсвку 8. Деформирующие грани наклонены к продольной оси инструмента каждого последующего, далее расположенного -от центра клина по углом, большим соответст вующего угла предыдущего клина, т.е. ft 7 4 Дефсрмирующке грани также наклонены к оснсюанию инструмента ; причем угол наклона каждого последующего, далее расположенного от центра кпина, больше соответствующего угла предыдущего клина, т.е. о з .
Устройство работает следующим обрсьзом.
Плиты 1 и 2 перемещаются одна относительно , клинья 3 -7 захватывают и деформируют заготовку 8, при этом загот(жку уменьшают в диаметре и увел1РПШ Пот по длине, образуя тем самым требуемый профильизделия.
При прокатке на контактных поверхностях всхзннкают усилия, одни из составаяющих которых направлены вдаль оси загОтовки PV и вызывают растягивающие
напряжения Вследствие разности угле® накпонаО З 2оС гОсновные усилия также различныЯ Ру2;(Лу. В итоге вблизи торцсюых поверхностей заготовки воадействуют максимальные растягивающие усилия, что препятствует искривлению продольной ося заготовки 1ю-за неоднородности трения в контактных поверхностях.
оффект повышения точности подтвержден экспериментально. Заготовки из стали 45 диаметром 20 мм и длиной 150мм доНОО С, и прокатывают на К7 лньях, изготовленных по двум вариантам : d cL 30°, р З,
(2 7, 30,0 (4С j, 3, ,3 70.
Скорость прокатки составЛ5яет ЗОм/мнн, степень обжатия О 1,4. В итоге на
известном инструменте ( сС среднеарифметическое отклонение от прямолинейности по центру заготовки составляет 0,15 мм, на предлагаемом (of,of2.701,) - 0,О9 мм.
и 3 об р е т е и и
Формул а
Устройство для поперечно- клиновой прокатки по автлв . № 570438, отличающееся тем, что, с повышения точности путем исключения искривления оси заготовки, деформирующие грани всех боковых клиньев выполнены с разными углами наклона к ппосксстн основания, увеличивающиеся по мере удаления от центрального клина.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР N9 570438, кл. В 21 Н 1/1G, 27.О5.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU570438A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1699693A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU710738A1 |
| Способ поперечно-клиновой прокатки и инструмент для его осуществления | 1977 |
|
SU733821A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU707665A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU902953A1 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU657898A1 |