1
Изобретение относится к ремонту машин и предназначено для наплавки изношенных торцов зубьев подвижных шестерен коробок перемены передач тракторов, автомобилей и других машин.
Известно устройство для восстановления торцов зубьев шестерен автоматической наплсшкой в огнеупорной форме, находящейся в зацеплении с восстанавливаемой шестерней CllНедостаток данного устройства низкая производительность процесса восстановления.
Наиболее близким решением к предлагаемому является устройство для восстановления торцов зубьев шестерен наплавкой в форме, выполненной в виде зубчатого колеса, снабженного прино-. дом поворота 2.
Основным недостатком указанного устройства является низкая производительность процесса восстановления шестерен, связанная с применением неподвижных в процессе наплавки форм, в результате чего получают большие припуски на обработку и низкое качество наплавленной поверхности.Это в свою очередь требует последующей механической обработки наплавленных
шестерен существующими методами (зу- . бофрезерование, шевингование, злектроэррозионная обработ-ка и т.п.).
Цель изобретения - повышение производительности процесса восстановления торцовых поверхностей зубьев шестерен и повышение качества;
Указанная цель достигается тем, что устройство снабжено закрепленными
10 на раме приводом колебательного движения наплавочной формы в направления перпендикулярном оси оправки,и узлом обкатки зубьев, выполненным в виде накатника, связанного с оправкой,а
15 также приводом колебательного движения накатника и приводом осевого перемещения оправки, а связь.накатника с оправкой выполнена в виде рычага, имеющего возможность поворота относи20тельно оси оправки.
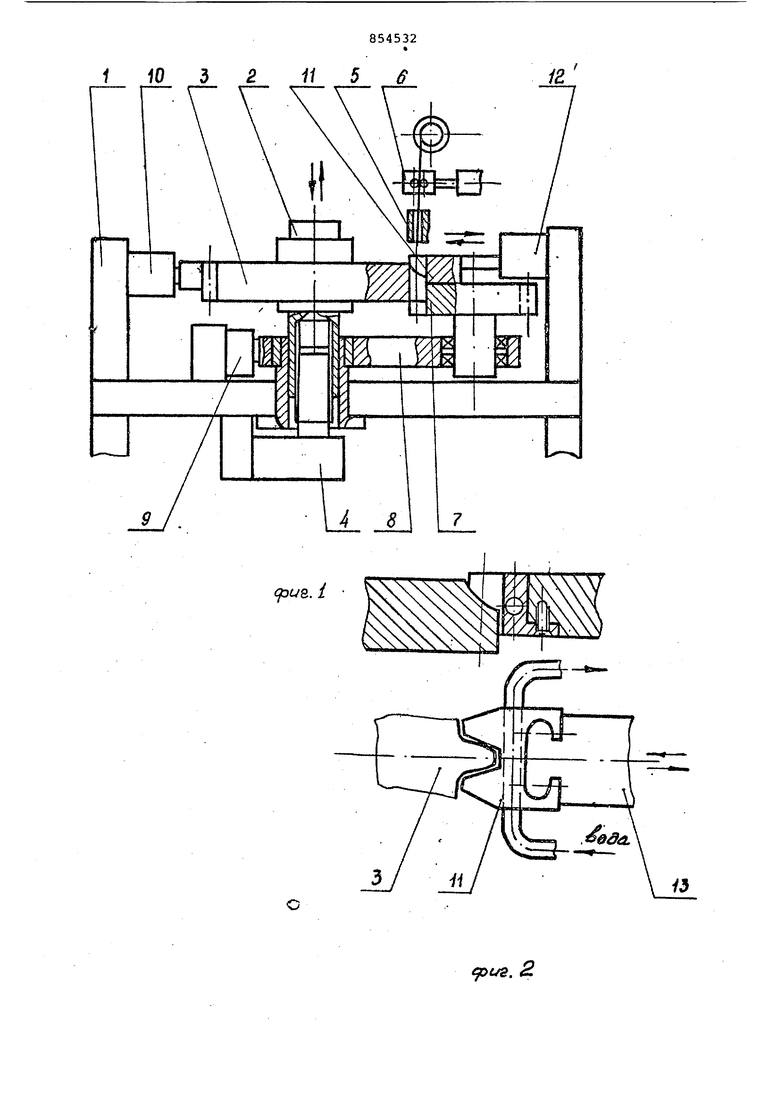
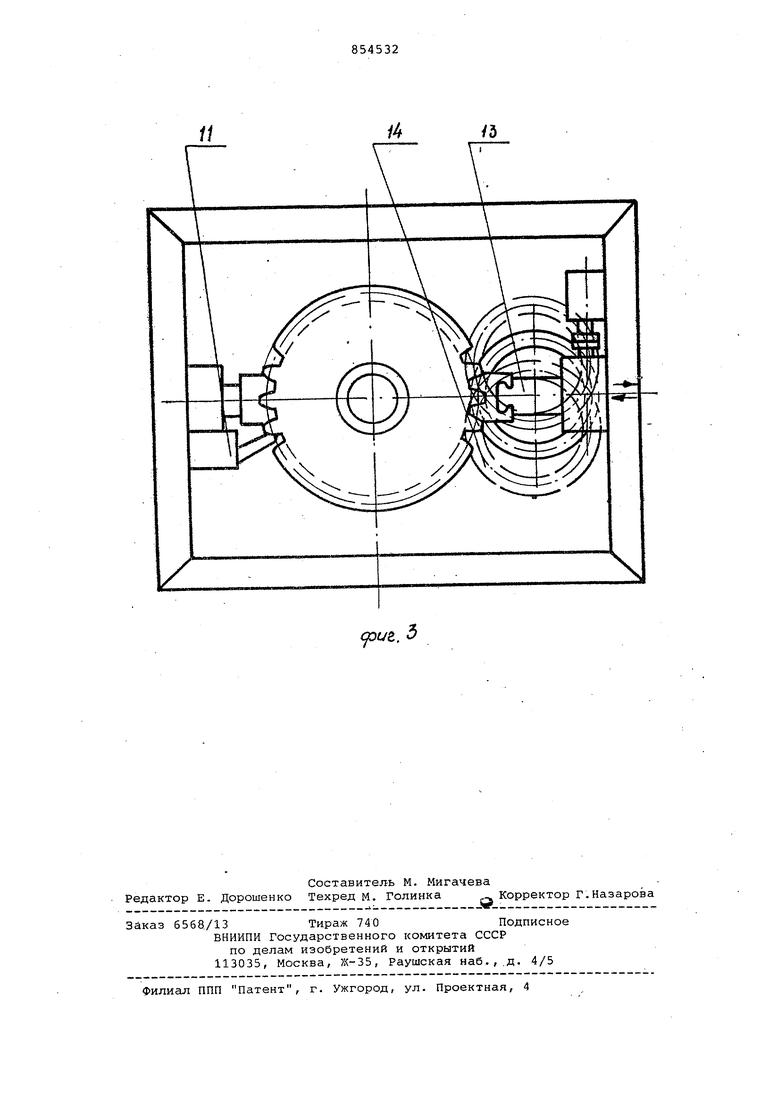
На фиг. 1 представлено устройство, вид сбоку; на фиг. 2 - взаимодействие направляемого зуба шестерен с наплавочной формой; на фиг..3 - устройст25во, вид сверху.
На раме 1 установлена оправка 2, на которой крепится восстанавливаемая шестерня 3. Перемещение и фиксирование оправки 2 вместе с восста30навливаемой шестерней 3 в направлеИИ ее оси вертикальной плоскости осуествляется приводом 4. Привод 4 соержит электродвигатель, редуктор и интовую пару. Скорость перемещения осстанавливаемой шестерни 3, закрепенной на оправке 2, регулируется в ависимости от скорости наплавки изношенного зуба.
В верхней части рамы закреплена сварочная горелка 5 с механизмом 6 подачи присадочной проволоки. В нижней части рамы на оси установлен узел обкатки в виде формирующего накатника 7, который вводится в эацепление с восстанавливаемой шестерней 3. Модуль накатника и восстанавливаемой, шестерни одинаковы. Накатник 7 при помощи рычага 8 соединен с приводом
9,который обеспечивает обкаточное возвратно-поступательное движение накатника 7.
Для фиксирования и периодического проворачивания наплавляемой шестерни 3 в процессе плавки служит механизм
10,состоящий из электромагнита, толкателя, двуплечего рычага и пружин.
В верхней части рамы над накатником 7 в радиальном направлении к восстанавливаемой шестерне 3 установлена наплавочная форма 11, связанная с приводом 12 колебательного движения. Наплавочная форма 11 служит для формирования жидкого присадочного металла в процессе наплавки и представляет собой часть зубчатой рейки, соответствующей модулю восстанавливаемой шестерни. Наплавочная форма Ц- выполнена из меди и в процессе наплавки охлаждается водой. Стержень 13 жестко соединяет наплавочную форму 11 с приводом 12 колебательного движения, в устройстве использован пневмовибратор, возможно использование различных механических вибраторов.
Работа устройства показана на примере восстановления торцового износа зубьев шестерни заднего хода коробки перемены передач трактора Т-74.
Восстанавливаемую шестерню 3 устанавливают и фиксируют на оправке 2 таким образом, что нижняя неизношенная часть зубьев входит в зацепление с формующим накатником 7, а верхняя изношенная часть зуба - с наплавочной формой 11. После этого включают привод 9 формирующего накатника 7 и привод 12 колебательного движения наплавс чной формы 11. В результате этого нАплавочная форма 11 совершает колебательное движение в радиальном направлении с частотой 25-30 колебаний в секунду и амплитудой 1-1/5 мм/ а формующий накатник 7 совершает обкаточное возвратно-поступательное движение с амплитудой 1,5-2 шага зубьев по делительной окружности и частотой 1-2 колебания в секунду (на фиг. 3 пунктиром показаны крайние положения 14 формирующего накатника 7 в процессе обкаточного возвратно-поступательново движения).
Одновременно с включением сварочного автомата включают привод 4 перемещения восстанавливаемой шестерни 3 - в вертикальной плоскости. Начинается процесс наплавки изношенного зуба шестерни. Формирование жидкого металла сварочнойванны осуществляется водоохлаждаемой наплавочной формой 11.
o По мере кристаллизации наплавленного металла шестерня 3опускается вниз. В результате затвердевший/ но еще нагретый до температуры пластической деформации наплавленный на зуб металл попадает в зацепление с формующим накатником 7. Происходит окончательная обработка наплавленного зуба пластическим деформированием. После наплавки необходимой длины
0 изношенного зуба отключается питание от сварочного автомата.
По мере опускания шестерни 3 вся наплавленная часть зуба вступает в зацепление с накатником 7, за счет чего происходит окончательное формирование восстановленной части зуба по всей длине.
После наплавки одного зуба восстанавливаемая шестерня 3- выводится из зацепления с наплавочной формой 11
0 и осуществляется асфиксация с поворотом шестерни на один механизмом 10. Затем цикл наплавки повторяемся. По мере наплавки всех зубьев восстановленная шестерня снимается с ..
5 оправки 2 и направляется на термическую обработку.
Формула изобретения
0 Устройство для восстановления торцовых поверхностей зубьев шестерен, содержащее установленные на раме оправку, наплавочную форму, горелку с механизмом подачи присадочной проволоки и механизм- для поворота шестерен, отличающееся тем, что, с целью повышения производительности и повышения качества, оно снабжено закрепленными на раме приводом колебательного движения наплавочной формы в направлении, перпендикулярном оси оправки, и узлом обкатки зубьев, выполненным в виде накатника, связанного с оправкой, а также приводом колебательного движения накатника и приводом осевого перемещения оправки/ а связь накатника с оправкой выполнена в виде рычага, установленного с возможностью поворота относительно оси оправки.
д Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 281691, кл. В 23 Р 7/00, 13.10.79.
2.Авторское свидетельство СССР j № 538877, кл. В 23 Р 7/00, 21.07.79. f iO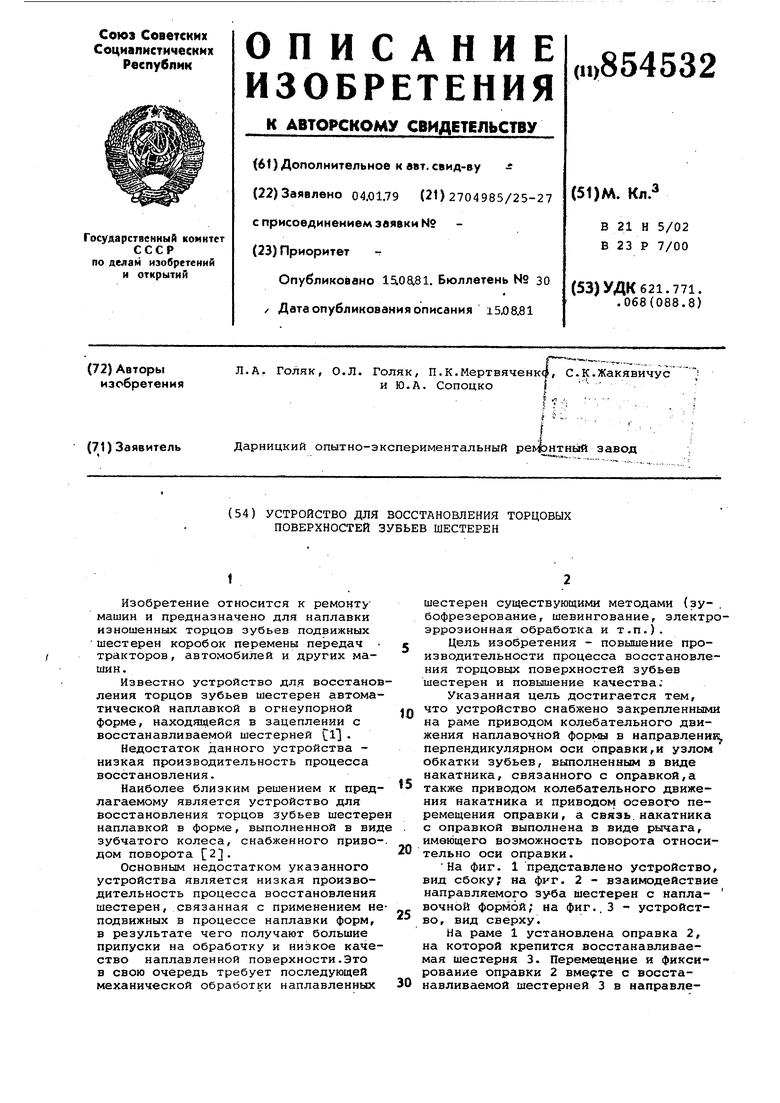

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| Устройство для восстановления деталей типа шестерен гидронасосов | 1981 |
|
SU967643A1 |
| Устройство для наплавки торцовых поверхностей зубьев шестерни | 1975 |
|
SU538877A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1970 |
|
SU281691A1 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| Способ восстановления зубьев ведущих колес гусеничных машин | 1989 |
|
SU1731562A1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ НАПЛАВКИ ЭЛЕКТРОДНОЙ ЛЕНТОЙ | 1997 |
|
RU2140835C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
U8. 2
