(54) ПУАНСОН ДЛЯ ХОЛОДНОЙ СВАРКИ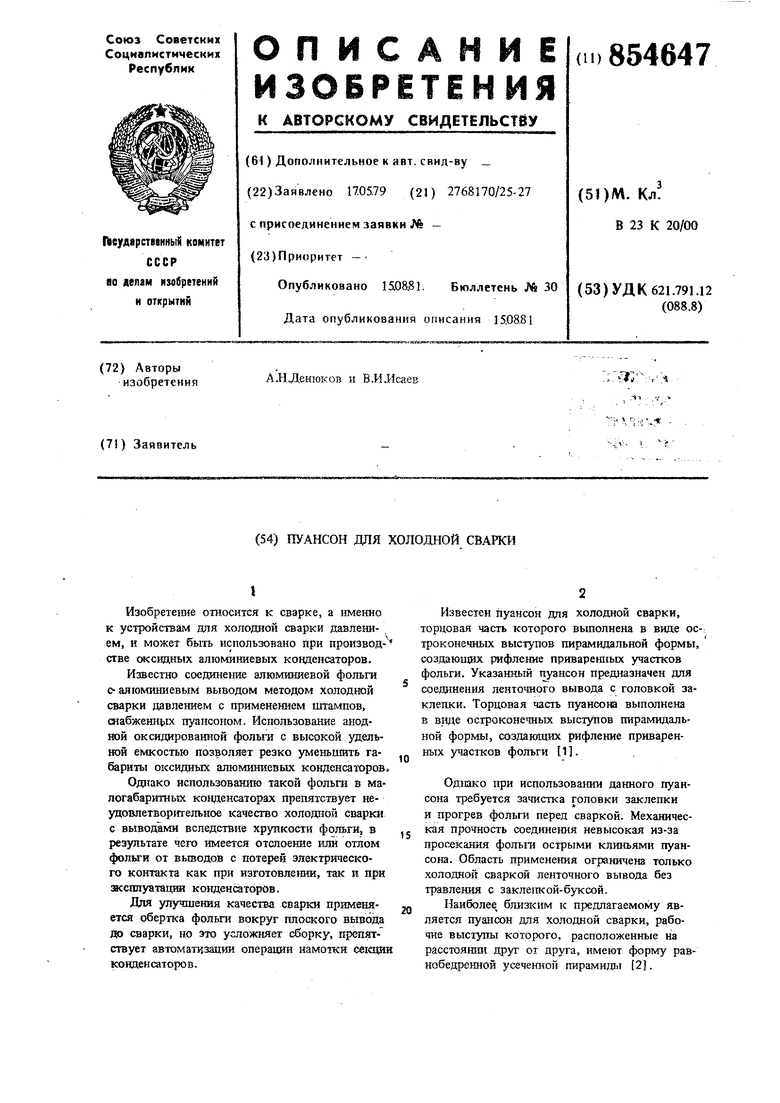
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления секций рулонных электролитических конденсаторов с выводами | 1986 |
|
SU1370674A1 |
| Устройство для холодной сварки металлов внахлестку | 1979 |
|
SU1232434A1 |
| СПОСОБ ХОЛОДНОЙ ШОВНОЙ СВАРКИ | 1992 |
|
RU2023558C1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ холодно точечной сварки | 1990 |
|
SU1756071A1 |
| СПОСОБ ПОВЫШЕНИЯ ТЕПЛООТДАЧИ С ПОМОЩЬЮ МИКРОТУРБУЛИЗИРУЮЩИХ ЧАСТИЦ | 2012 |
|
RU2511806C1 |
| Пуансон для холодной сварки фольги | 1987 |
|
SU1476744A1 |
| Способ соединения фольгового вывода с корпусом конденсатора | 1983 |
|
SU1110581A1 |
| Способ холодной сварки пластины со стержнем | 1986 |
|
SU1391835A1 |
| Способ электрохимического травления алюминиевой фольги | 1979 |
|
SU905341A1 |
Изобретите отиосится к сварке, а именно к устройствам для холодной сварки давлением, и может быть использовано при производсгве сжсидных алюминиевых конденсаторов.
Известно соединение алюминиевой фольги с- алюминиевым выводом методом холод юй сварки давлением с применением штампов, сиабжешц тх пуансоном. Использование анодной оксидированной фольги с высокой удельной емкостью позволяет резко уменьиппъ габариты оксидных алюминиевых конденсаторов.
Однако использоваюпо такой фольги в малогабаритных ковденсаторах препятствует неудотшетвор}п-ельиое качество холодаой сварки с выводами вследствие хрупкости фольги, в результате чего имеется отслоение или отлом фольги от вьшодов с потерей электрического контакта как при изготовлении, так и при эксплуатации конденсаторов.
Для улучшения качества сварки применяется обертка фольги вокруг плоского вывода до сварки, но это усложняет сборку, препятствует автомат У1зации операции камо1ки секции конденсаторов.
Известен пуансон для холодной сварки, торцовая часть которого выполнена в виде ос-: троконечных выступов пирамидальной формы, создающих 1Л фление приваренных участков фольги. Указанный пуансон предназначен для соединения ленточного вывода с головкой заклепки. Торцовая часть пуансона выполнена в В1аде остроконечных выступов пирамидальной формы, создающих рифление приваренных участков фольги 1.
10
Однако при использовагаш данного пуансона требуется зачистка головки заклепки и прогрев (|юльги перед сваркой. Механическая прочность соединения невысокая из-за
5 просекания фольги острыми клиньями пуансона. Область применения ограничена только холодной сваркой ленточного вывода без травления с заклепкой-буксой.
Наиболее, близким к предлагаемому яв20ляется пуансон для холодной сварки, рабочие выступы которого, расположенные на расстояшп друг от друга, имеют форму равнобедрешгой усечештой пирамиды 2.
3
Однако известный пуансон не обеспечивает удовлетворительного качества сварного Ьоединения алюминиевой оксидированной :анодной фольги топщиной 0,05-0,15 мм, ох личающейся сильно травленной поверхноспью и толстым слоем хрупкого оксвда с алн миниевым выводом диаметром 2-2,5 мм или плоским выводом толщиной 0,4-0,5 мм и шириной 1,8-2,1 мм, так как извест1{ый пуансон применяется для холодаой сварки медных флажков с минимальной толщиной 1-1,5 мм и более, тонкая алюминиевая оксидированная фольга (толщиной 0,05-0,15 мм) прорываетсх выступами пуансона, которые заклганшаится в алюминии.
Цель изобретения - повышение качества : шарного соединения при сварке методом одноCTOpoimero деформирования оксидировавшей алюминиевой фольги с алюминиевым выводом
Цель достигается тем, что угол между противолежащими гранями усеченной пирампдъ равен 45-65°, высота рабочих BHCTj.noB превыпиет утрое шую толщину пфивариваелЮЙ фольги, а шаг расположения рабошх в 2-4 раза превьшдает высоту выступов.
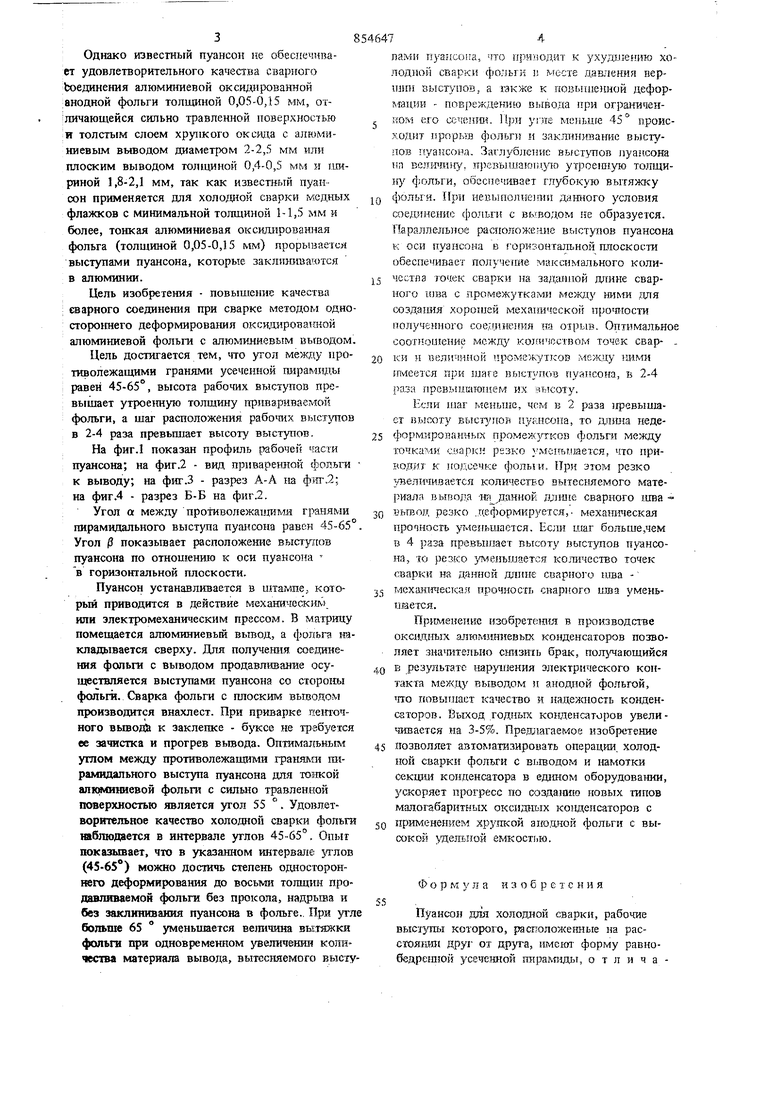
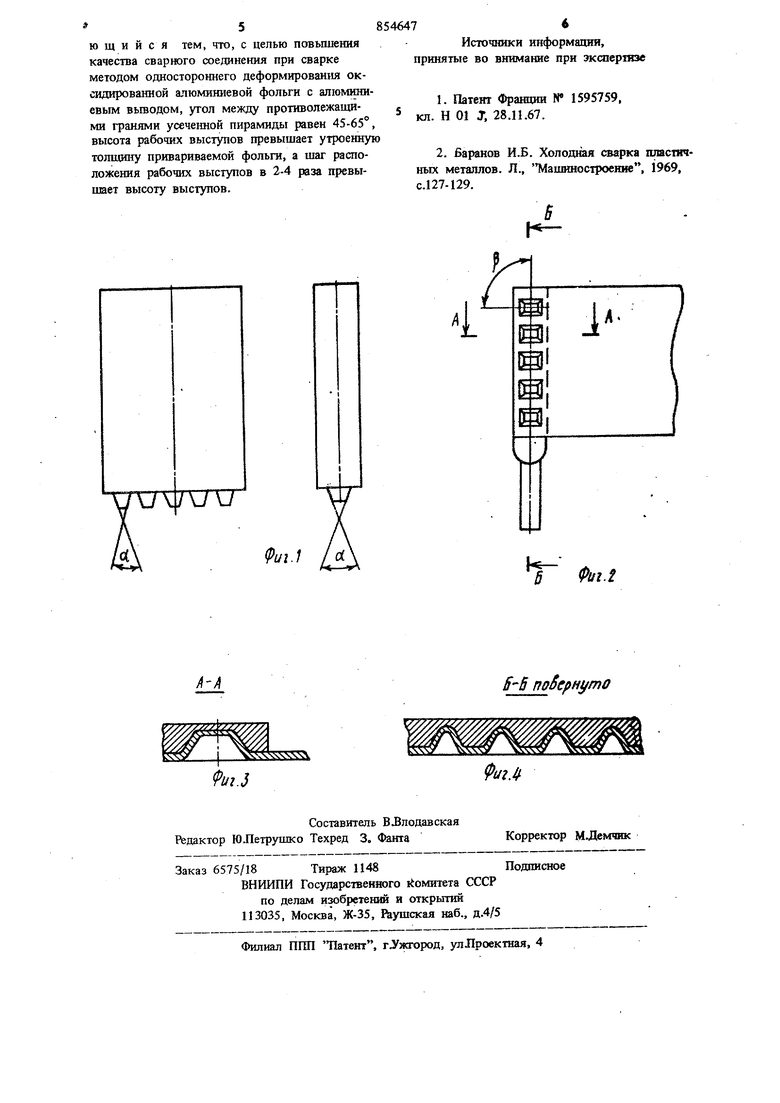
На фиг.1 показан профиль рабочей части пуансона; на фиг.2 - вид приваренной фольги к выводу; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2.
Угол а между протаволежаидамя гранями пирамидального выступа пуансона равен 45-65 Угол (3 показывает расположение выстуг ов пуансона по отношению к оси пуансона в горизонтальной плоскости.
Пуансон устанавливается в miavjie; который приводится в действие механичеокда или электромеханическим прессом. В матрицу помещается алюминиевый вьшод, а фольга iraкладывается сверху. Для получегшя соединения фольги с выводом продавливание осуществляется выступами пуансона со cxopoiai фольги. Сварка фольги с плоским выводом производится внахлест. При приварке яе ггочного вьшода к заклепке - буксе не требуется ее зачистка и прогрев вьгоода. Оптимальным углом между противолежащими гранями пирамидального выступа пуансона для тонкой алюминиевой фольги с сильно травленной поверхностью является угол 55 . Удовлетворительное качество холодной сварки фольги шблюдается в интервале углов 45-65. Опыт показывает, что в указанном интервале тлов (45-65°) можно достичь степень одностороннего деформирования до воськш толщин продавливаемой фольги без прокола иадрьша и без заклинивания пуансона в фольге.. При угл больше 65 уменьшается величина вытяжки фольги при одновременном увеличения количества материала вывода, вытесггаемого выступалйн nyaiicoiia, что приводят к ухудажнин) холодной сварки фольги и месте давления верiiiini sbscTviioB. а также к пов1 и енной деформации - повреждению В,1вода при огрштаченHOiv его озченш. При угле мииьиге 45° происходит прорыв и закштоивание выступов пуаиссяа. Заглубление нуаксона ип величщгу, превышакляуьэ утрое1П1ую толщи } фольги, oocciJc-iiiBaeT глубокую вытяжку 4юлыЯ. При нехгыпоннеютн данного условия соеданение фольги с вьшодом не образуется. Г араллельное раслюпожетк выступов пуансон к оси пуансона в (оризонтальной плоскости обеспечивает получеш е максимального количества точек сварки на заданной длине сварного шва с промежутками между ними гцтя создаш1я хороитей мехагшчс-ской пропгости получе} ного сое.; 11неиия на отрыв. Оптимально соот1 оа сние млжпу ко;{ичсством точек сварки и величиной иромежуисов межау 1шми Подеется при шаге выступов пуансона, в 2-4 пззя превы11тн}1пем их зькоту.
Ес,пи шаг меньше, в 2 раза февьш1ает высоту высэзпов пугаюопа, то дпача неде({ юрмнроланньгх промежугков фольги между гочками сдарк резко vMeitbT.iiaeicH, что приводит к ио1);сечке фолыи. Трн этом резко З-величивается количество вытеснлемого материала вывода -ш д;1яной сварного 1пва вьгеод резко .деформируется, мехатшческая прочность v eIrьшaeтcя. Если ищг больше,чем в 4 раза превыияает высоту шыступов пуансона, to резко }1«еньшается количество точек сварки на данной длине сварно о uma механическая прочность сварного шва уменьшается.
npjMeHeiivse изобретешь в производстве ОКСИД1ТЫХ алюм1 нневых конденсаторов позволяет знаштедьно снизить брак, пол чающийся Е результате irapjineHHH электрического контакта между выводом п анодной фольгой, что повышает качестао и надежность конденсаторов. Выход годных конденсаторов увеличивается на 3-5%. Пред;-.агаемое изобретение позволяет азтол атизировать операдии. холодной сварки фольги с выводом и намотки секщш конденслтора в ед1шом оборудовании, ускоряет прогресс по созданию новых типов малогабаритных оксидных кощенсаторов с применением хрупкой анощюй фольги с высокой уделыгой емкостг.ю.
Ф о р м у л а изобретения
Пуансон Длтя холодд1ой сваркн, рабочие выступы которого, рас1юложе}шые на расстоянии друг от др}та, имеют форму равнобедрешюй усеченной пиралпады. о т л и ч а ю щ и и с я тем, что, с цепью повышения качества сварного соединения при сварке методом одностороннего деформирования оксидированной алюминиевой фольги с алюминиевым вьшодом, угол между противолежащими гранями усеченной пирамиды равен 45-65°, высота рабочих выступов превышает утроенную толщину привариваемой фольги, а шаг расположения рабочих выступов в 2-4 раза превышает высоту выступов.
Источники информации, принятые во внимание при экшерпое
L
Pui.1 /oi
