Ручная сварка труб кубов и секций трубчатых воздухоподогревателей с их решетками характеризуется малой производительностью.
Предметом изобретения является установка для автоматической приварки концов труб кубов и секций трубчатых воздухоподогревателей к их решеткам под слоем флюса металлическим электродом, ускоряющая процесс сварки и облегчающая труд сварщика.
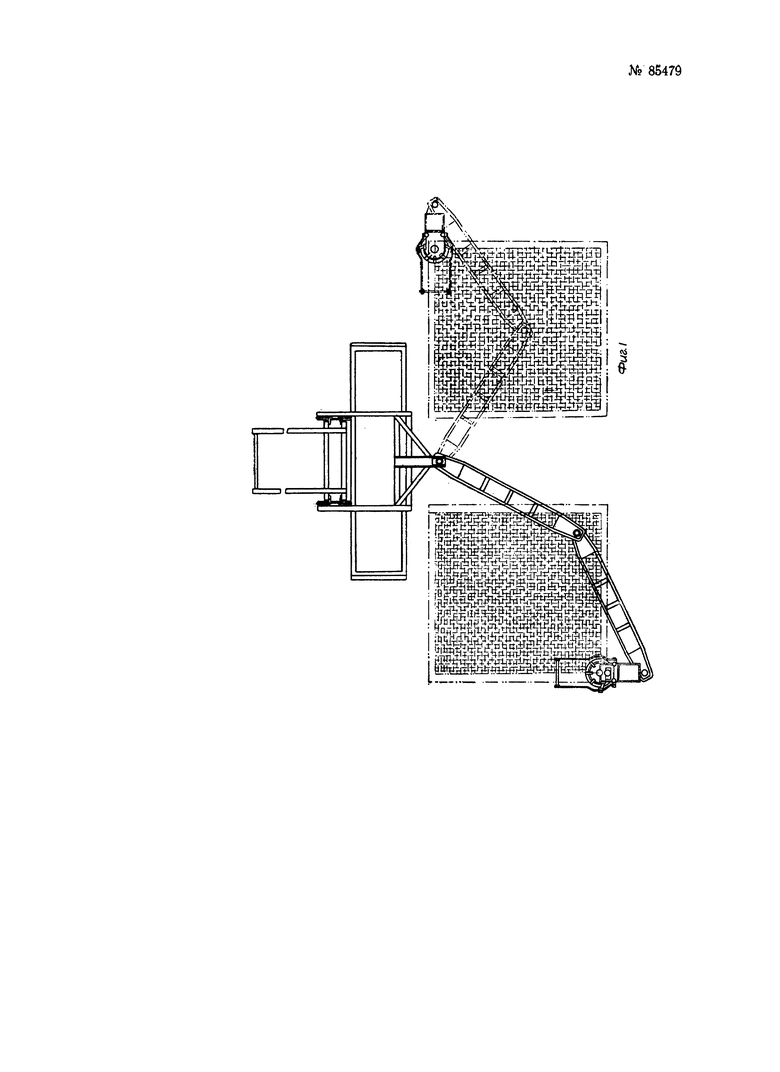
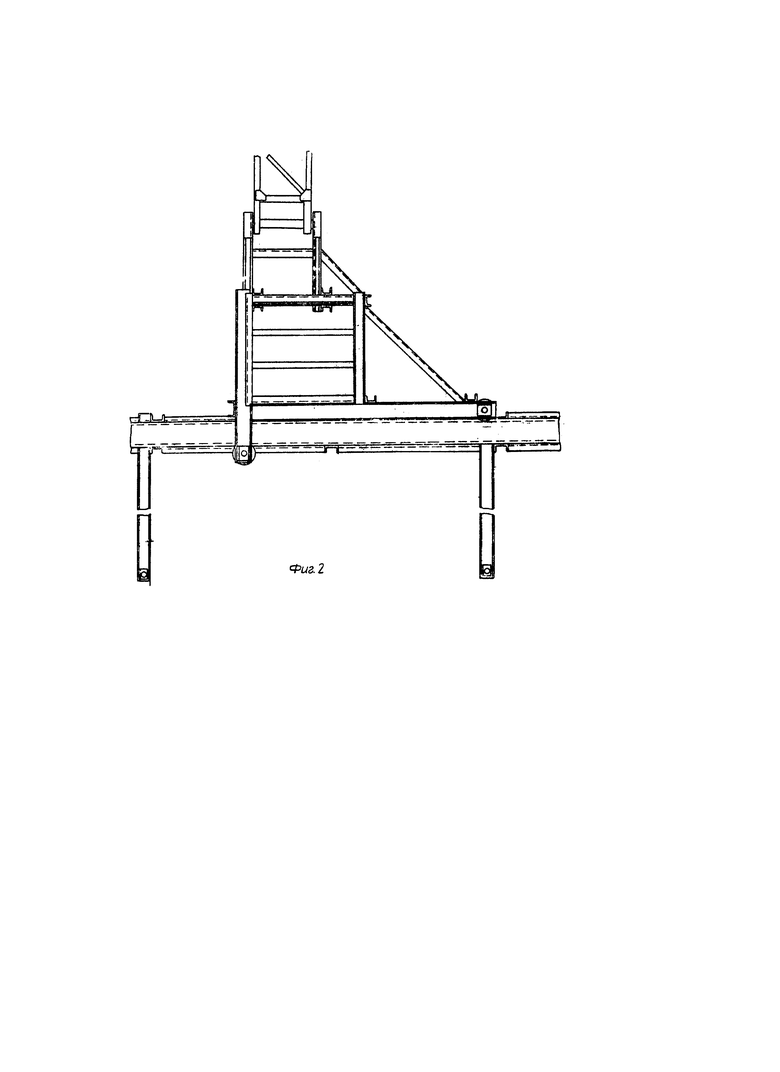
Установка монтируется либо на строительной колонне цеха, либо на стене. В этой установке автоматическая сварочная головка закреплена на конце хобота, составленного из нескольких (например трех) звеньев и укрепленного на подъемной траверсе, перемещаемой по вертикальным направляющим и имеющей рабочую площадку для сварщика. Вид установки в плане показан на фиг. 1; на фиг. 2 изображен боковой вид траверсы.
Автоматическая сварочная головка закреплена на свободном конце хобота, составленного из нескольких звеньев, соединенных шарнирно, что позволяет производить быструю перестановку сварочной головки в горизонтальной плоскости с одного свариваемого места на другое (фиг. 1).
Указанный хобот шарнирно закреплен другим концом в кронштейне подъемной траверсы (фиг. 2), которая служит для перемещения хобота вместе со сварочной головкой в вертикальном направлении. Это позволяет устанавливать сварочную головку на нужной высоте, соответственно высоте куба или секции воздухоподогревателя.
Траверса перемещается на четырех бегунках по двум вертикальным направляющим неподвижного каркаса, сваренного из профильного железа. Нижние бегунки расположены на лицевой стороне направляющих, верхние - на задней стороне; такое расположение бегунков обеспечивает устойчивость траверсы. Подъем и опускание траверсы осуществляется вручную при помощи лебедочного механизма, установленного на самой траверсе. Основной частью этого механизма являются два барабана, на которые наматываются проволочные тросы. Последние одним концом закреплены на барабанах, а другим - в верхней части вышеуказанного каркаса. Вращение барабанов осуществляется маховиком, соединенным самотормозящейся червячной передачей со средней частью оси барабанов. Применение указанной передачи обеспечивает устойчивость траверсы в любом положении. Для облегчения управления траверсой последняя уравновешена при помощи противовеса, подвешенного в средней части каркаса на двух стальных тросах, перекинутых через ролики, установленные в верхней части каркаса.
Траверса имеет одну или две рабочих площадки для сварщика. Применение двух рабочих площадок имеет то преимущество, что позволяет производить одновременно сварку на одной секции воздухоподогревателя и вспомогательные работы - на другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| Самоходный полупортал для установки,приварки и набора на полотнище судовой секции | 1983 |
|
SU1165549A1 |
| Поточная линия футеровки катодных устройств алюминиевых электролизеров | 1980 |
|
SU918337A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Способ изготовления биметаллических трубных решеток | 1987 |
|
SU1416289A1 |
| Установка для обработки изделий | 1987 |
|
SU1456293A1 |
| Установка для сварки цилиндрических изделий | 1974 |
|
SU588091A1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| ПАЛАТКА СВАРЩИКА МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2002 |
|
RU2219414C1 |
1. Установка для приварки концов труб воздухоподогревателей к их решеткам по методу электродуговой сварки металлическим электродом под слоем флюса при помощи автоматической сварочной головки, отличающаяся тем, что, с целью упрощения процесса регулировки положения сварочной головки соответственно высоте воздухоподогревателя и повышения производительности труда за счет сокращения времени перестановки головки в горизонтальной плоскости, эта головка закреплена на конце управляемого сварщиком хобота, составленного из нескольких (например трех) звеньев и укрепленного на подъемной траверсе, перемещаемой по вертикальным направляющим и имеющей рабочую площадку для сварщика.
2. В установке по п. 1 выполнение траверсы с двумя рабочими площадками для производства одновременно сварки на одной секции воздухоподогревателя и вспомогательных работ на соседней секции.
