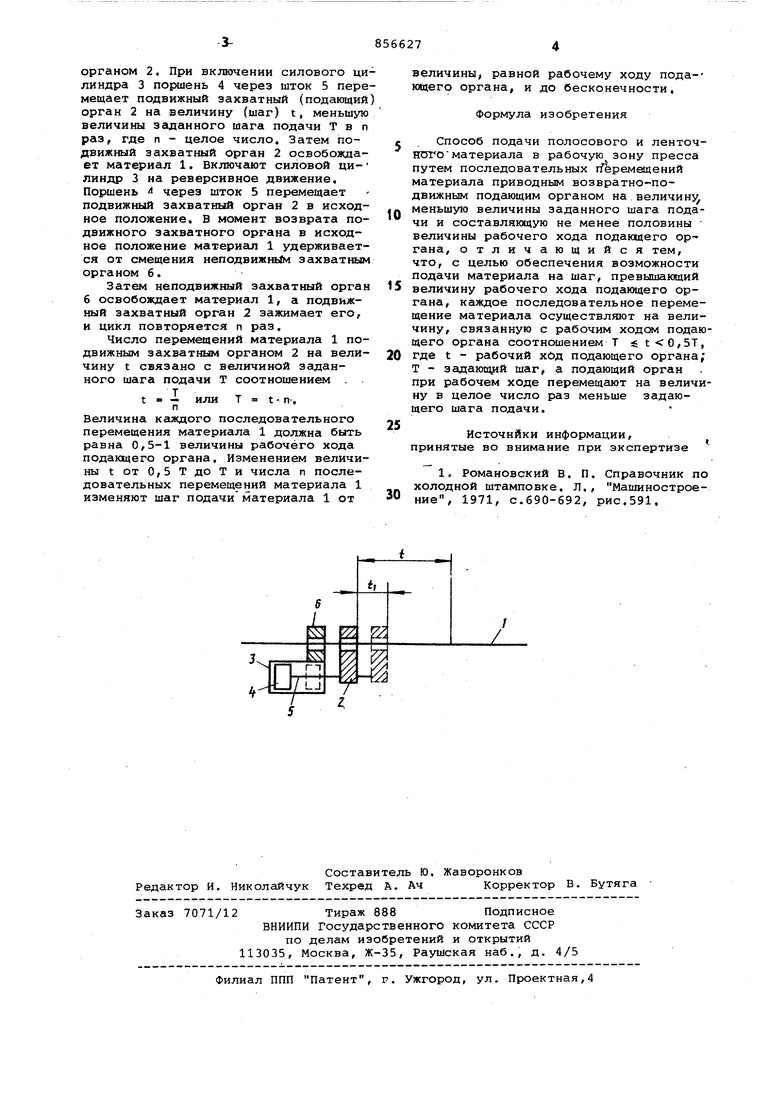
Изобретение относится к обработке металлов давлением и может быть использовано для подачи полосового и ленточного материала в рабочую зону пресса. Известен способ подачи полосового и ленточного материала в рабочую зону пресса путем последовательных перемещений материала приводнью возвратно-подвижным подающим органом на величину, меньшую величины заданного шага подачи и составляющую не менее половины величины рабочего ход подающего органа l. Однако известный способ обеспечивает возможность подачи материала на шаг, величина которого равна тольквЬ лишь величине рабочего хода подающего органа. Цель изобретения - обеспечение возможности подачи материала на шаг, больший величины рабочего хода подаю щего органа. Поставленная цель достигается тем что согласно способу подачи полосово го и ленточного материала в рабочую зону пресса путем последовательных перемещений материала приводным возвратно-подвижным подающим органом на величину, меньшую величины заданного шага подачи и составляющую не менее половины величины рабочего хода подгиощего органа, кащдое последовательное перемещенне материала осуществляется на величину, связанную с рабочим ходом подающего органа с соотношением Т .: t 0,5Т, где t - рабочий ход подающего органа; Т - заданный шаг, а подающий орган при рабочем ходе перемещают на величину в целое число раз меньше заданного шага подачи. На чертеже изображена схема устройства для осуществления способа подачи полосового и ленточного материала в рабочую зону пресса. Устройство для осуществления способа подачи полосового и ленточного материала 1 в рабочую зону пресса содержит подвижный захватный орган 2, силовой цилиндр 3, на поршне 4 которого закреплен шток 5, Шток 5 связан с подвижньм захватным органом 2. Устройство содержит также непбдвижный захватный орган 6. Способ подачи полосового и ленточного материала в рабочую зону пресса осуществляется следуюгцим образом. Материал 1, полосу, или ленту, зажимают подвижным захватным (подающим)
органом 2. При включении силового цилиндра 3 поршень 4 через шток 5 перемещает подвижный захватный (подающий орган 2 на величину (шаг) t, меньшую величины заданного шага подачи Т в п раз, где п - целое число. Затем подвижный захватный орган 2 освобождает материал 1. Включгиот силовой ци- линдр 3 на реверсивное движение. Поршень через шток 5 перемещает подвижный захватный орган 2 в исходное положение, В момент возврата подвижного захватного органа в исходное положение материёш 1 удерживается от смещения неподвижным захватным органом 6.
Затем неподвижный захватный орган 6 освобождает материал 1, а подвижный захватный орган 2 зажимает его, и цикл повторяется п раз,
Число перемещений материала 1 подвижным захватным органом 2 на величину t связано с величиной згщанного шага подачи Т соотношением
t П-,
или
Величина каждого последовательного перемещения материала 1 должна быть равна 0,5-1 величины рабочего хода подающего органа. Изменением величины t от О,5Т до Ти числа п последовательных перемещений материала 1 изменяют шаг подачи материала 1 от
величины, равной рабочему ходу пода-ющего органа, и до бесконечности.
Формула изобретения
Способ подачи полосового и ленточного материала в рабочую зону пресса путем последовательных гГеремещений материала приводным возвратно-подвижным подающим органом на величин меньшую величины заданного шага подачи и составляющую не менее половины величины рабочего хода подающего органа, отличающийся тем, что, с целью обеспечения возможности подачи материала на шаг, превышающий
5 величину рабочего хода подающего органа, каждое последовательное перемещение материала осуществляют на величину, связанную с рабочим ходе подающего органа соотношением Т ,5T,
0 где t - рабочий хйд подающего органа; Т - задающий шаг, а подающий орган при рабочем ходе перемещают на величину в целое число раз меньше задающего шага подачи.
Источники информации, принятые во внимание при экспертизе
1. Романовский В. П, Справочник по холодной штамповке, Л., Машиностроение , 1971, с.690-692, рис,591,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в зону обработки | 1985 |
|
SU1378992A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1978 |
|
SU753519A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1978 |
|
SU904845A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1988 |
|
SU1538968A1 |
| Устройство для подачи полосового и ленточного материала в штамп | 1989 |
|
SU1722667A1 |
| Устройство для подачи полосового и ленточного материала к прессу | 1981 |
|
SU963626A1 |
| Комплекс для автоматической штамповки деталей из ленточного материала | 1985 |
|
SU1329873A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1987 |
|
SU1461567A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1975 |
|
SU521049A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса и правки материала | 1980 |
|
SU929287A1 |
