(54) СПОСОБ ПОЛУЧЕНИЯ ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения метилтретичнобутилового эфира | 1975 |
|
SU657740A3 |
| Способ получения метил-трет-бутилового эфира | 1983 |
|
SU1836318A3 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА, СОДЕРЖАЩЕГО МЕТИЛТРЕТБУТИЛОВЫЙ И МЕТИЛТРЕТАМИЛОВЫЙ ЭФИРЫ | 2003 |
|
RU2236396C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1995 |
|
RU2103255C1 |
| Способ получения низший алкил трет. бутиловых эфиров | 1975 |
|
SU747415A3 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА | 1995 |
|
RU2091442C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТА КОМПАУНДИРОВАНИЯ БЕНЗИНА | 1994 |
|
RU2070217C1 |
| СПОСОБ ИЗОМЕРИЗАЦИИ УГЛЕРОДНОГО СКЕЛЕТА ОЛЕФИНОВ (ВАРИАНТЫ) | 1998 |
|
RU2186756C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-АЛКИЛОВОГО ЭФИРА И КОМПОНЕНТА МОТОРНОГО ТОПЛИВА | 1994 |
|
RU2078752C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ И/ИЛИ ИХ СМЕСЕЙ С УГЛЕВОДОРОДАМИ | 1996 |
|
RU2102374C1 |
1
Изобретение относится к способам получения трет-алкиловых эфиров, которые находят широкое применение в органическом синтезе.
Известен способ получения треталкиловых эфиров взаимодействием в жидкой фазе непредельных углеводородов (иэобутилена, изоамиленов) в смеси с другими углеводородами с метанолом при соотношении 1-6 моль спирта на моль непредельного углеводорода, температуре 50-90 с, пропусканием реакционной смеси через Амберлист-15 в качеств.е катализатора со скоростью потока 5,0-40 л/л катализатора- ч. Конверсия в случае изобутилена не превышает 92%, в случае изоамиленов она не превышает 70% 1.
Недостатком известного способа является невысокое содержание треталкиловых эфиров в. конечном отводимом riqiTOKe. Так, в случае метилтретбутилового эфира (МТБЭ) отводимый поток практически представляет собой азеотроп (МТБЭ-85%, метанол - 15%), и для выделения и очистки целевого эфира необходимо использование дорогостоящих операций. Кроме того, использование избытка одного из реагентов приводит к .непроизводительно му расходу исходных реагентов.
Цель изобретения - упрощение процесса.
Поставленная цель достигается тем, что согласно способу получения трет-алкиловых эфиров взаимодействием метанола и олефина в жидкой фазе
10 в эквимолекулярном соотношении при 50-90С и объемной скорости 5-40 л/л катализатораЧ процесс ведут в две стадии, на первой из которых используют избыток метанола при мольном
15 соотношении изоолефин - метанол 0,62 - 0,77, на второй -.избыток изоолефина при мольном отношении изоолефин - метанол 2,15 - 2,80.
20
Предпочтительно на первой стадии
процесс вести со всем количеством одного из реагентов и потоком, выходящим со второй стадии,а на второй ста25 дни - со всем количеством реагента и потоком, выходящим на первой стадии. .
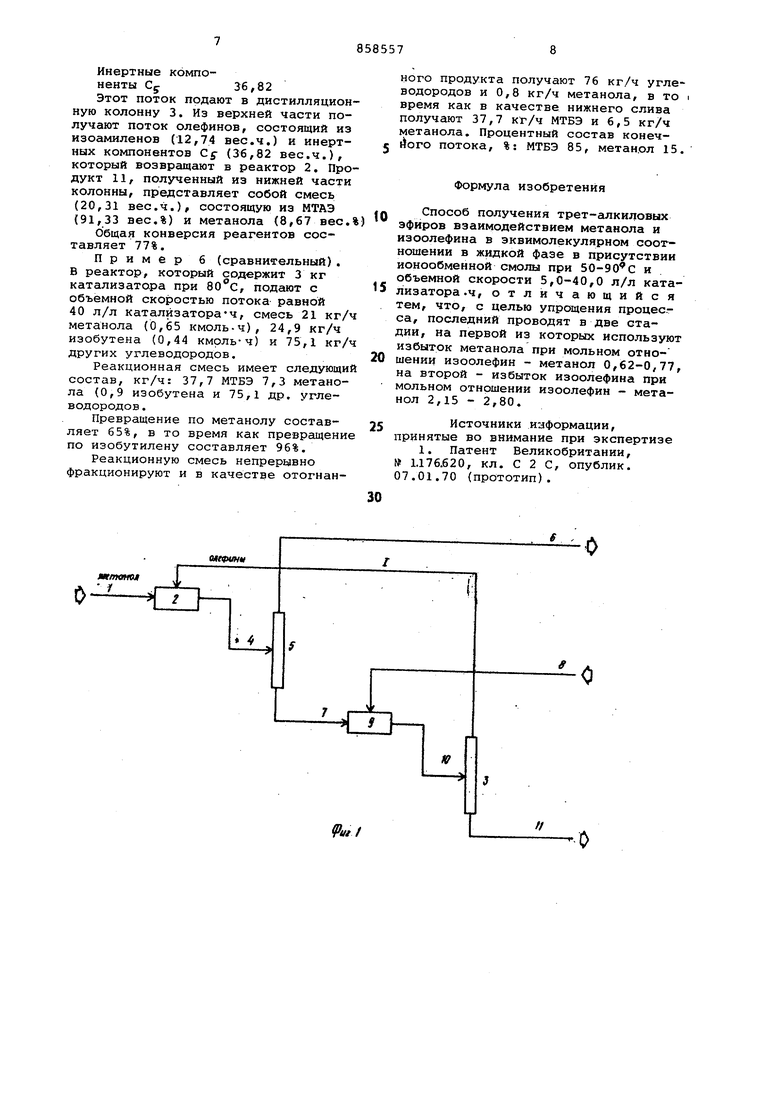
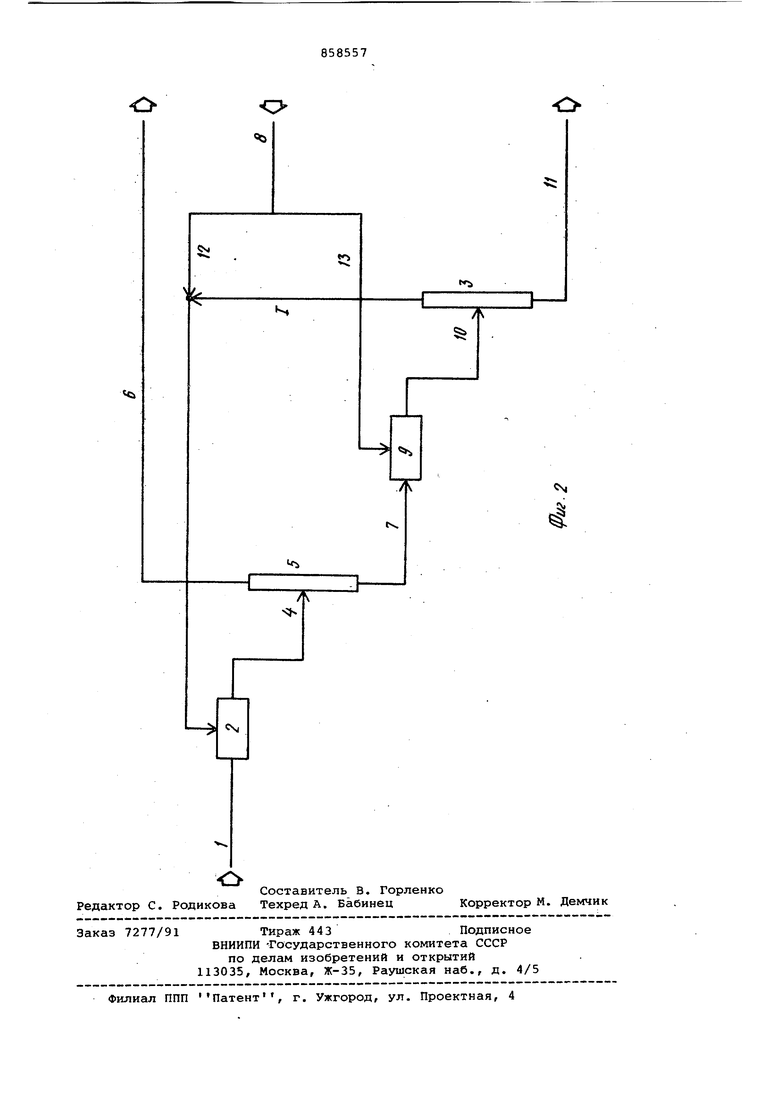
На фиг. 1 и 2 представлены варианты схемы получения трет.-алкиловых
30 Зфиров.
Процесс ведут в присутствии катгшизатора - ионообменной смолы - Аберлист-15.следующим образом (фиг,1
Метанол по линии 1 подают в реактор 2 вместе с выходящим из колонны 3 потоком олефинов. При этом реакционная смесь содержит избыток метанола, что обеспечивает высокую конверсию изоолефина в реакторе 2, из которого поток 4 подают в дистилляционную колонку 5, из верха которой отбирают олефиновую фракцию 6 с содержанием олефина менее 20%, а из нижней части отбирают смесь метанола и треталкилового 7, и эту смесь вместе с олефиновым питанием 8 подают в следующий реактор 9 Реакционная смесь в этом растворе содержит избыток олефина, вследстви чего конверсия метанола высока. Выходящий из реактора 9 поток 10 пода в дистилляционную колонну 3, из нижней части которой отбирают МТБЭ 11 высокой частоты, а из верхней - поток олефинов, который рецилизуют в реактор 2.
Возможен также вариант осуществления способа (фиг. 2) согласно которому олефин подают не только в реактор 9, но и распределяют между реакторами 2 и 9.
Скорость потока в реакторах 540 л/л катализатора-ч. Температура процесса 60-70°С, Суммарная конверсия мб танола при получении МТБЭ до 96,7% при селективности 100%, конверсия изобутилена 98% при селективности 97-98%. В случае использования изоамиленов,в качестве исходных компонентов общая конверсия реагентов достигает 77%, а содержание эфира в отводимом потоке
92,33%.
f
Предлагаемый способ более прост, пос1сольку; позволяет значительно повысить содержание целевого эфира в отводимом конечном потоке и в слу.чае МТБЭ достигнуть без применения дополнительной очистки высокой степни чистоты целевого эфира (98-99%),
При этом способ позволяет избежать непроизводительного расхода исходных реахентов, поскольку суммано (с учетом действия обоих реакторов) используются эквимолекулярные количества.
Кроме того, достоинством предлагаемого способа является и высокая степд нь превращения исходных реагентов при сохранении высокой селективности процесса как по спирту, та и по олефину. В предлагаемых условиях реакция идет практически без побочных процессов олигомеризации олефинов.
Пример 1. 21,11 вес.ч. метанола по линии 1 вводят в поток олефинов, вычс: пя1ций из колонны 3, состоящий и 2..(,.8 ч . изобутилена.
43,43 вес.ч. линейных олефинов и 0,35 ч. метанола. Смесь, в которой молекулярное соотношение изобутиленметанол равно 0,62, подают в реактор 2, где они реагируют в присутствии Амберлист-15 при 60°С со скоростью 5 л/л катализатора-ч и при давлении, достаточном для поддержания системы в жидкой фазе.
Выходящий из реактора 2 поток 4, который состоит из 8,46 ч. метанола, 36,76 ч. МТБЭ, 0,62 ч. изобутилена и 43,43 ч, линейных бутенов, подают в дистилляционную колонну 5. Далее из нее по линии 6 отводят 44,95 ч. фракции, имеющей следующий состав, вес.%:
Изобутилен 1,4
Метанол2,0
Линейные олефины 96,6
Нз нижней части колонны 5 по линии 7 отводят 35,76 ч. МТБЭ и 7,56 метанола, которые смешивают с 37,00 изобутилена и 43,43 ч. линейных бутенов 8 и подают в реактор 9, в котором они реагируют над Амберлистом-15 при 60°С и скорости 40 л/л катализатора.ч.
В реакторе 9 молярное соотношени изобутилен - метанол составляет 2,8. Выходящий из реактора 9 поток 10 состоит из 55,60 ч. МТБЭ, 0,35 ч метанола, 23,38 ч. изобутилена,
Продукт 10 реакции подают в дистилляционную колонну 3, из которой через линию 1 отводят 23,38 ч. изобутилена, 43,38 ч., линейных бутено и 0,35 ч. метанола, и эти соединени возвращают в реактор 2. Из нижнейчасти колонны 3 через линию 11 отбирают 56,59 ч. МТБЭ 98,25%-ной чистоты.
Общая конверсия метанола составляет 96% при селективности 100%, в то же время конверсия изобутилена составляет 98% при селективности
QTa -7 / ъ.
Пример 2. (процесс ведут по схеме, изображенной на фиг. 2). 32,12 вес.ч. метанола 1 смешивают с выходящим из колонны 3 потоком олефинов, состоящим из 0,98 ч. метанола, 40,73 ч. линейных бутенов и 23,94 ч. изобутилена и с 12 ч. олфинового сырья, которое состоит из
Реакционную смесь, в которой молярное соотношение изобутилен - метанол составляет 0,72, подают в реактор 2 с скоростью 5 л/л катализатора- ч., в котором она реагирует над Амберлистом-15 при 60°с и давлении, достаточном для поддержания системы в жидком состоянии.
Продукт 4 реакции, который состоит иа 10,67 ч. метанопа, 1,11 ч.
изобутилена, 57,50 ч. линейных бутенов и 61,70 ч. МТБЭ, подают в дистилляционную колонну 5, из которо по 6 отбирают 59,67 ч. фракции имеющей состав, вес.%:
Изобутилена1,9
Метанола1,8
Линейных бутенов 96,3 Из нижней части колонны 5 по линии 7 получают 9,61 ч. метанола и 61,70 ч. МТБЭ.
Продукт 7 из куба 5 соединяют с 39,66 ч. изобутилена и 40,73 ч. линейных бутенов (линия 13), представляющий собой оставшуюся часть олефинового сырья 8 и проводят в реакцию в реакторе 9 при бОС и скорости л/л катализатора-ч. 40. В этом случае соотношение изобутилен - метанол составляет 2,35. Продукт 10 реакции, состоящий из 0,98 ч. метанола, 85,45 ч. МТБЭ, 23,94 ч. изобутиОбъемная скорость, л/л катализатора час
Общая конверсия изобутилена
Конверсия изобутилена в МТБЭ
Селективность
Пример 4 . Олефиновую фракцию Cj., имеющую следующий состав, вес,, %:
Инертные олефины С 69,5 Изоамилены30,5
подвергают взаимодействию с эквимолекулярным количеством метанола (при ,в присутствии Амберлист-15 и при объемной скорости 1 л/л катализатора -ч, при этом получают смесь следующего состава, вес.%: Олефины Сс нормального, строения61,05
Изоамилены9,75
Метилтрет-амиловый эфир 24,74 Метанол4,46
Конверсия реагентов 63%. Пример 5. Олефиновую фракци Cg (пример 4) перерабатывают в соответствии со схемой, представленной на фиг. 1. 7,58 вес.ч. метанола 1 смешивают с продуктом из верхней части колонны 5, состоящим из 12,74 вес.ч. (изоамилены) и из 36,82 вес.ч. (инертные олефины Су). Эту смесь, в которой молярное отношение изоамилены - метанол составляет 0,77, подают в реактор 2. Реакцию осуществляют при 70с над Амберлистом-15 II при величине объе 5пена, 40,73 ч. линейных бутенов и 0,88 ч. диизобутилена, направляют п дистилляционную колонну 3, отделяю щую в качестве головного погона (линия 1«) 0,98 ч. метанола, 23,94 ч. изобутилена и 40,73 ч. линейных бутенов, которые возвращают в реактор 2.
Из нижней части колонны 3 (линия 11) получают 86,33 ч. МТБЭ 99% чистоты.
0
Общая конверсия метанола составляет 96,7% при селективности в 100%, конверсия изобутилена составляет 98% при селективности в 98%,
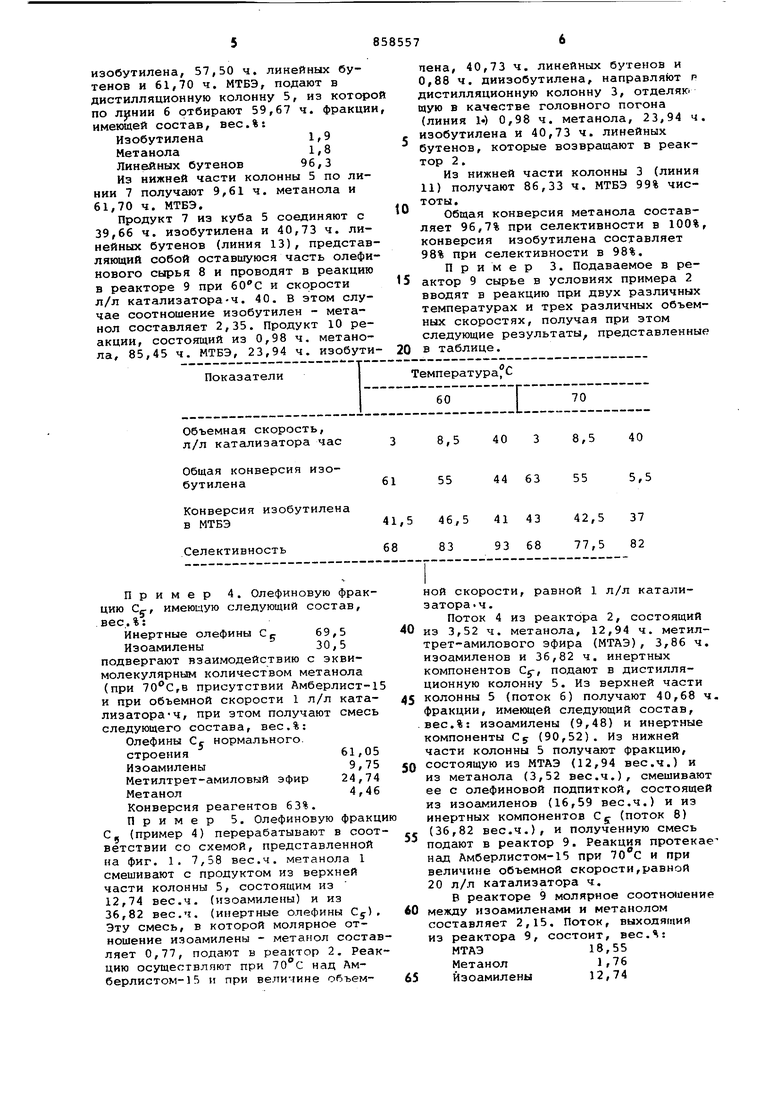
Пример 3. Подаваемое в ре5актор 9 сырье в условиях примера 2 вводят в реакцию при двух различных температурах и трех различных объемных скоростях, получая при этом следующие результаты, представленные
0 в таблице.
40
8,5
40
8,5
44 63
55
5,5
55
42,5 37
41,5 46,5 41 43 77,5 82 68 83 93 68
ной скорости, равной 1 л/л катализатора- ч.
Поток 4 из реактора 2, состоящий
0 из 3,52 ч. метанола, 12,94 ч. метилтрет-амилового эфира (МТАЭ), 3,86 ч, нзоамиленов и 36,82 ч, инертных компонентов Cg-, подают в дистилляционную колонну 5. Из верхней части колонны 5 (поток 6) получают 40,68 ч,
5 фракции, имеющей следующий состав, вес.%: изоамилены (9,48) и инертные компоненты С (90,52). Из нижней части колонны 5 получают фракцию, состоящую из МТАЭ (12,94 вес.ч.) и
0 из метанола (3,52 вес.ч.), смешивают ее с олефиновой подпиткой, состоящей из изоамиленов (16,59 вес.ч.) и из инертных компонентов Cg- (поток 8) (36,82 вес.ч.), и полученную смесь
5 подают в реактор 9, Реакция протекав над Амберлистом-15 при и при величине объемной скорости,равной 20 л/л катализатора ч.
В реакторе 9 молярное соотношение
0 между изоамиленами и метанолом составляет 2,15, Поток, выходящий из реактора 9, состоит, вес.Ч:
МТАЭ18,55
Метанол1,76
Изоамилены 12,74
5
Инертные компоненты Cj 36,82
Этот поток подают в дистилляционную колонну 3. Из верхней части получают поток олефинов, состоящий из изоамиленов (12,74 вес.ч.) и инертных компонентов Cj- (36,82 вес.ч.), который возвращают в реактор 2. Продукт 11, полученный из нижней части колонны, представляет собой смесь (20,31 вес.ч.), состоящую из МТАЭ (91,33 вес.%) и метанола (8,67 вес.%
Общая конверсия реагентов составляет 77%.
Пример 6 (сравнительный). В реактор, который содержит 3 кг катализатора при 80 С, подают с объемной скоростью потока равной 40 л/л катализаторач, смесь 21 кг/ч метанола (0,65 кмоль-ч), 24,9 кг/ч изобутена (0,44 кмрль-ч) и 75,1 кг/ч других углеводородов.
Реакционная смесь имеет следующий состав, кг/ч: 37,7 МТБЭ 7,3 метанола (0,9 изобутена и 75,1 др. углеводородов .
Превращение по метанолу составляет 65%, в то время как превращение по изобутилену составляет 96%.
Реакционную смесь непрерывно фракционируют и в качестве отогнанягтамм
ного продукта получают 76 кг/ч углеводородов и 0,8 кг/ч метанола, в то i время как в качестве нижнего слива получают 37,7 кг/ч МТБЭ и 6,5 кг/ч метанола. Процентный состав конечйого потока, %: МТБЭ 85, метанол 15.
Формула изобретения
Способ получения трет-ашкиловых эфйров взаимодействием метанола и изоолефина в эквимолекулярном соотношении в жидкой фазе в присутствии ионообменной смолы при 50-9О С и объемной скорости 5,0-40,0 л/л катализатора .4, отличающийся тем, что, с целью упрощения процесса, последний проводят в две стадии, на первой из которых использую избыток метанола при мольном отношении изоолефин - метанол 0,62-0,77 на второй - избыток изоолефина при мольном отношении изоолефин - метанол 2,15 - 2,80.
Источники информации, принятые во внимание при экспертизе
g
СО-I
П
Рш/
О
о
4s
Ni
ч
о
f«b
/V
N
