{54) ИНСТРУМЕНТ ДЛЯ ШТАМПОВОЙ ПРОТЯЖКИ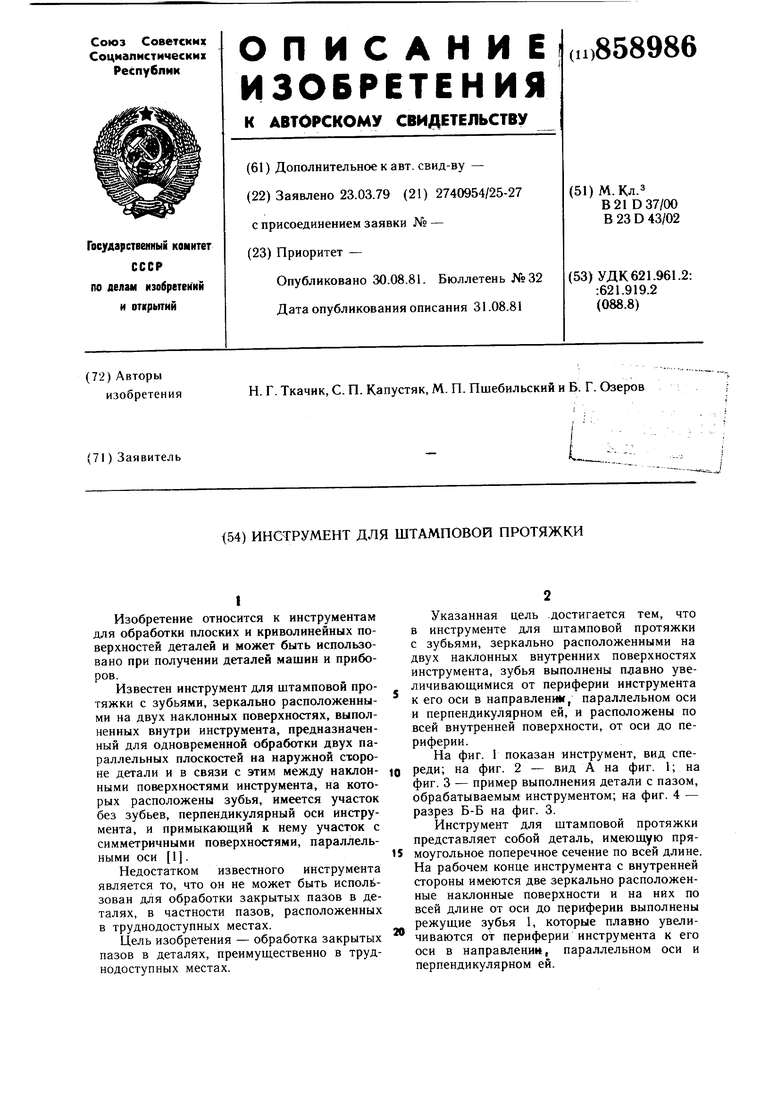
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких валов в центрах | 1979 |
|
SU770660A1 |
| Прошивка для обработки многогранных отверстий | 1981 |
|
SU1007867A1 |
| Приспособление для заточки многолезвийного инструмента | 1986 |
|
SU1516314A1 |
| Многолезвийный режущий инструмент | 1985 |
|
SU1298009A1 |
| Способ обработки изделий и комбинированный инструмент для его осуществления | 1985 |
|
SU1306655A1 |
| Устройство для калибровки внутреннего канала трубчатых фасонных изделий | 1981 |
|
SU975139A1 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| Протяжка | 1983 |
|
SU1166921A1 |
| Резьбовыдавливающий инструмент | 1980 |
|
SU940970A1 |
| Способ обработки отверстий | 1984 |
|
SU1256883A1 |
1
Изобретение относится к инструментам для обработки плоских и криволинейных поверхностей деталей и может быть использовано при получении деталей машин и приборов.
Известен инструмент для штамповой протяжки с зубьями, зеркально расположенными на двух наклонных поверхностях, выполненных внутри инструмента, предназначенный для одновременной обработки двух параллельных плоскостей на наружной стороне детали и в связи с этим между наклонными поверхностями инструмента, на которых расположены зубья, имеется участок без зубьев, перпендикулярный оси инструмента, и примыкающий к нему участок с симметричными поверхностями, параллельными оси 1.
Недостатком известного инструмента является то, что он не может быть исполйзован для обработки закрытых пазов в деталях, в частности пазов, расположенных в труднодоступных местах.
Цель изобретения - обработка закрытых пазов в деталях, преимущественно в труднодоступных местах.
Указанная цель .достигается тем, что в инструменте для штамповой протяжки с зубьями, зеркально расположенными на двух наклонных внутренних поверхностях инструмента, зубья выполнены плавно увеличивающимися от периферии инструмента к его оси в направленш, параллельном оси и перпендикулярном ей, и расположены по всей внутренней поверхности, от оси до периферии.
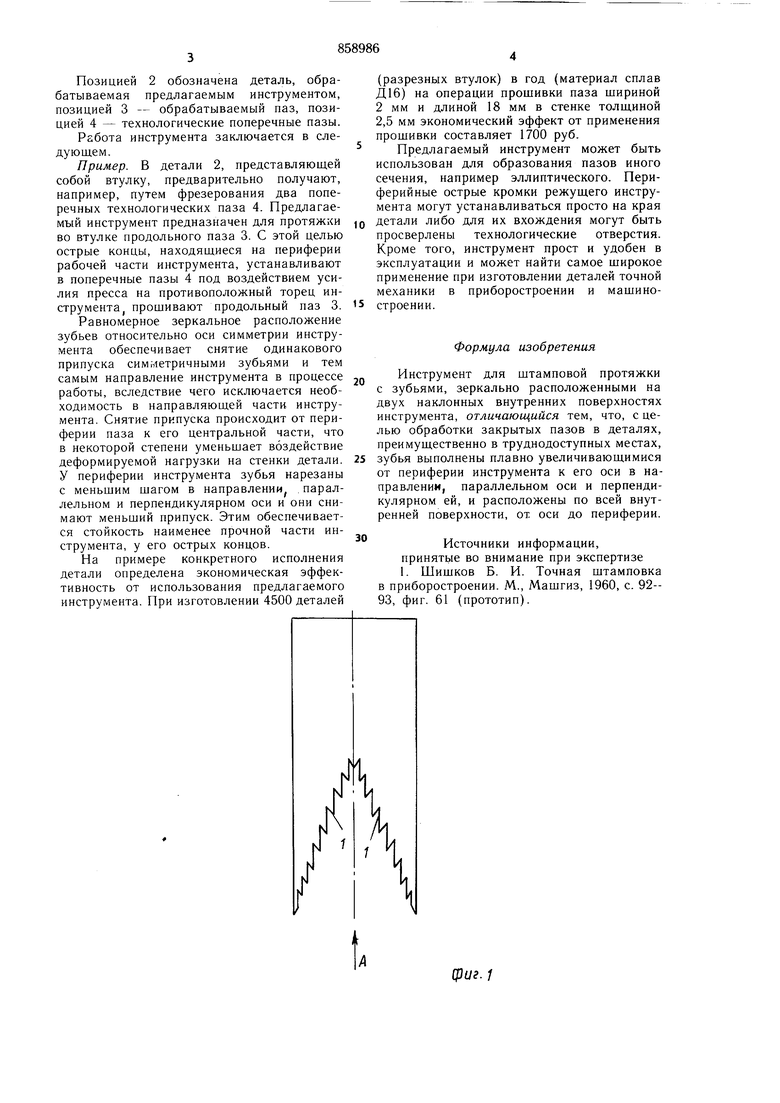
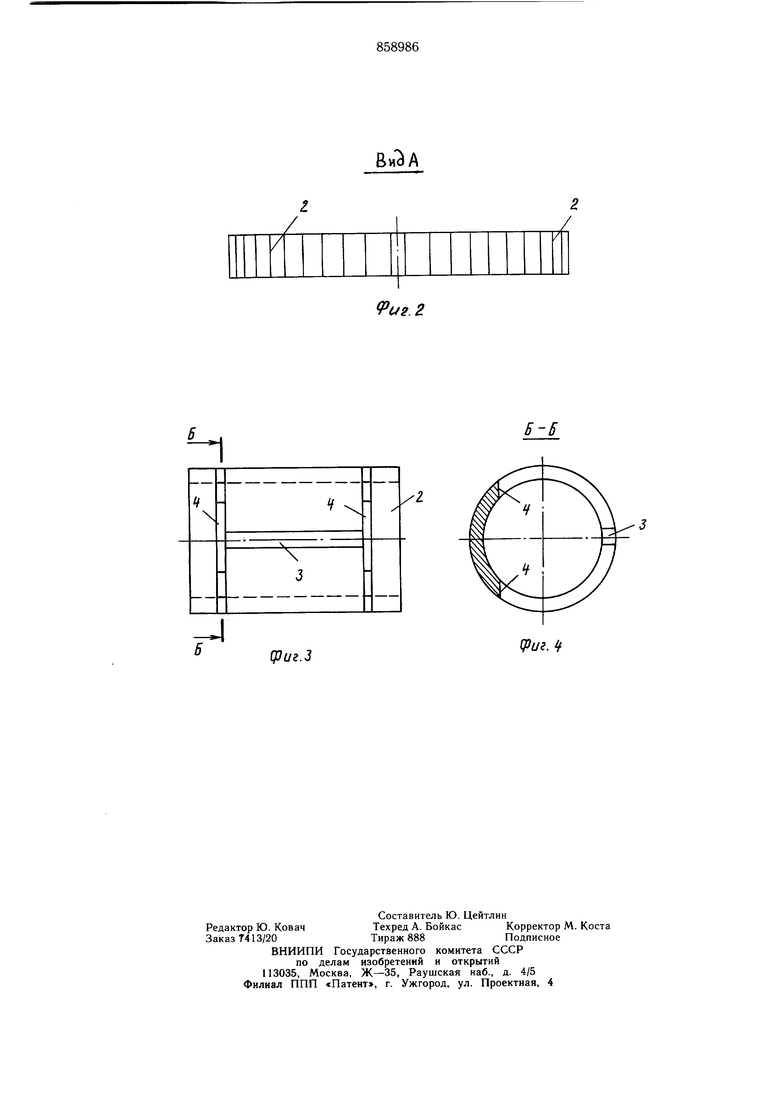
На фиг. 1 показан инструмент, вид спеtO реди; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - пример выполнения детали с пазом, обрабатываемым инструментом; на фиг. 4 - разрез Б-Б на фиг. 3.
Инструмент для штамповой протяжки представляет собой деталь, имеющую прямоугольное поперечное сечение по всей длине. На рабочем конце инструмента с внутренней стороны имеются две зеркально расположенные наклонные поверхности и на них по всей длине от оси до периферии выполнены режущие зубья 1, которые плавно увеличиваются ot периферии инструмента к его оси в направлении, параллельном оси и перпендикулярном ей. Позицией 2 обозначена деталь, обрабатываемая предлагаемым инструментом, позицией 3 - обрабатываемый паз, позицией 4 - технологические поперечные пазы. Работа инструмента заключается в следующем. Пример. В детали 2, представляющей собой втулку, предварительно получают, например, путем фрезерования два поперечных технологических паза 4. Предлагаемый инструмент предназначен для протяжки во втулке продольного паза 3. С этой целью острые концы, находящиеся на периферии рабочей части инструмента, устанавливают в поперечные пазы 4 под воздействием усилия пресса на противоположный торец инструмента прошивают продольный паз 3. Равномерное зеркальное расположение зубьев относительно оси симметрии инструмента обеспечивает снятие одинакового припуска симметричными зубьями и тем самым направление инструмента в процессе работы, вследствие чего исключается необходимость в направляющей части инструмента. Снятие припуска происходит от периферии паза к его центральной части, что в некоторой степени уменьщает воздействие деформируемой нагрузки на стенки детали. У периферии инструмента зубья нарезаны с меньщим щагом в направлении параллельном и перпендикулярном оси и они снимают меньщий припуск. Этим обеспечивается стойкость наименее прочной части инструмента, у его острых концов. На примере конкретного исполнения детали определена экономическая эффективность от использования предлагаемого инструмента. При изготовлении 4500 деталей (разрезных втулок) в год (материал сплав Д16) на операции прошивки паза щириной 2 мм и длиной 18 мм в стенке толщиной 2,5 мм экономический эффект от применения прощивки составляет 1700 руб. Предлагаемый инструмент может быть использован для образования пазов иного сечения, например эллиптического. Периферийные острые кромки режущего инструмента могут устанавливаться просто на края детали либо для их вхождения могут быть просверлены технологические отверстия. Кроме того, инструмент прост и удобен в эксплуатации и может найти самое щирокое применение при изготовлении деталей точной механики в приборостроении и машиностроении. Формула изобретения Инструмент для щтамповой протяжки с зубьями, зеркально расположенными на двух наклонных внутренних поверхностях инструмента, отличающийся тем, что, с целью обработки закрытых пазов в деталях, преимущественно в труднодоступных местах, зубья выполнены плавно увеличивающимися от периферии инструмента к его оси в направлении, параллельном оси и перпендикулярном ей, и расположены по всей внутренней поверхности, от оси до периферии. Источники информации, принятые во внимание при экспертизе 1. Шищков Б. И. Точная щтамповка в приборостроении. М., Мащгиз, 1960, с. 92-93, фиг. 61 (прототип).
фиг.1
VU2.2
Н
И
иг.З
Б-Б
fpui. It
