(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ИЗДЕЛИЙ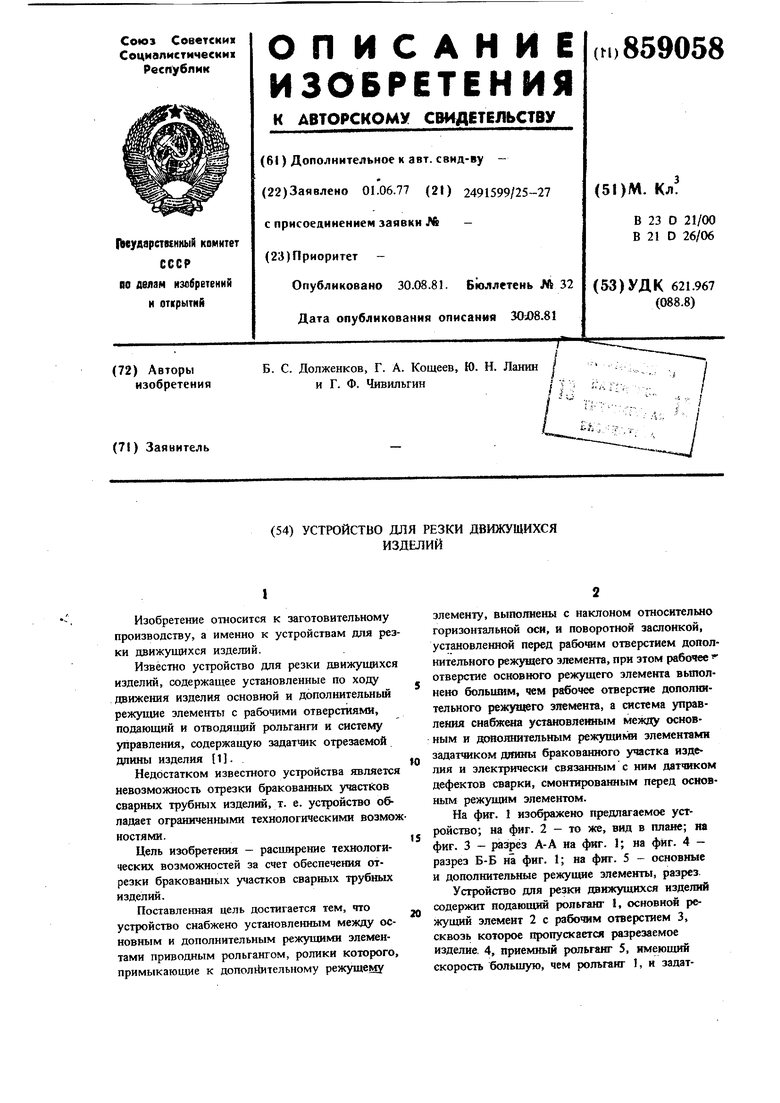
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1979 |
|
SU804248A1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Способ изготовления сварных труб | 1989 |
|
SU1669606A1 |
| Автоматическая линия для производства сварных труб | 1977 |
|
SU738713A1 |
| Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба | 1982 |
|
SU1187941A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НА СТАЛЕЛИТЕЙНОМ ЗАВОДЕ ПРУТКОВ ЗАДАННОЙ ДЛИНЫ | 2012 |
|
RU2508171C2 |
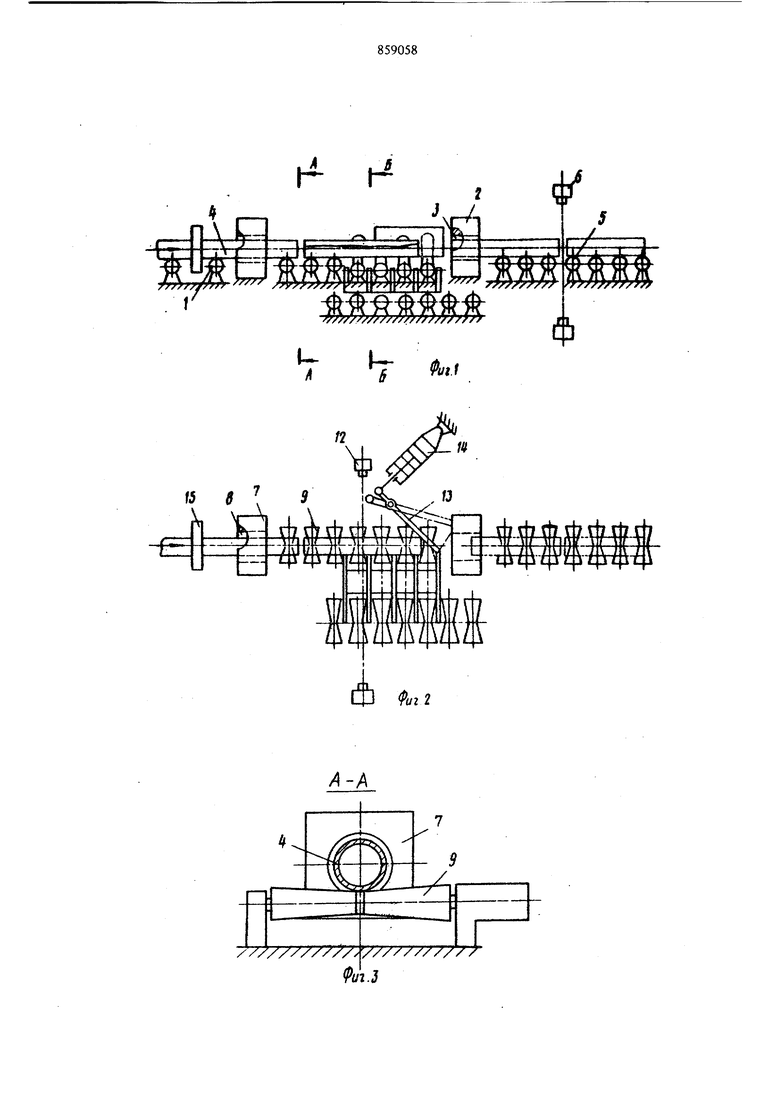
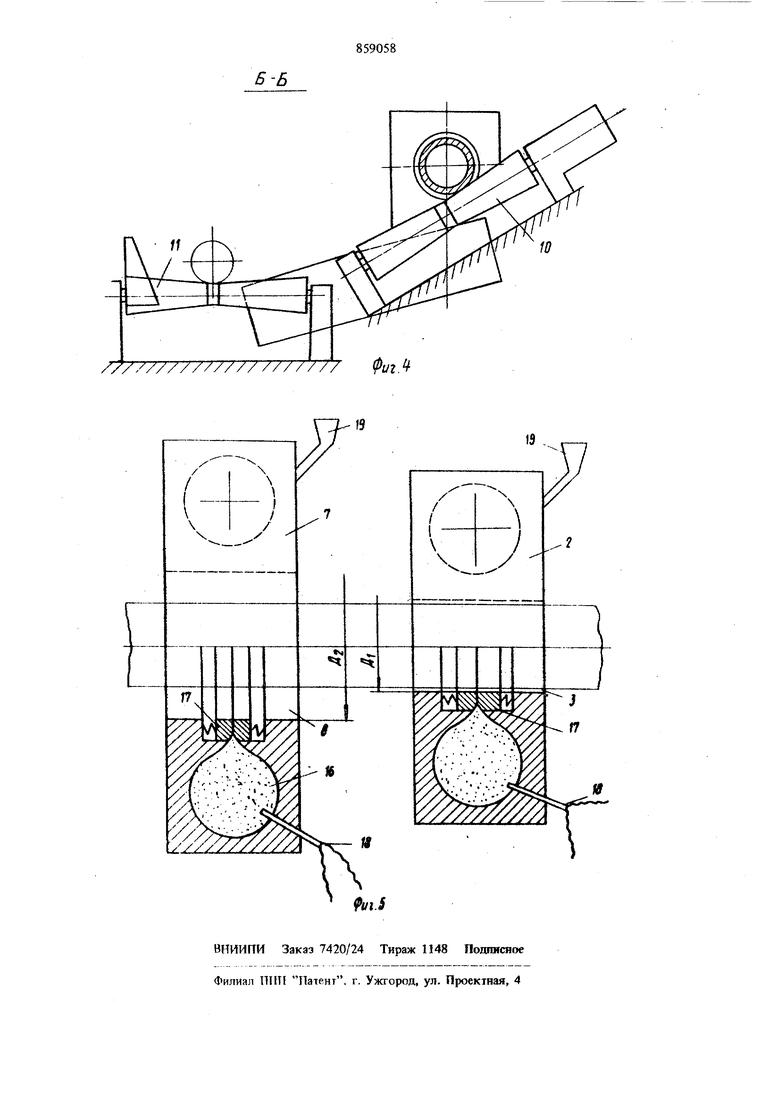
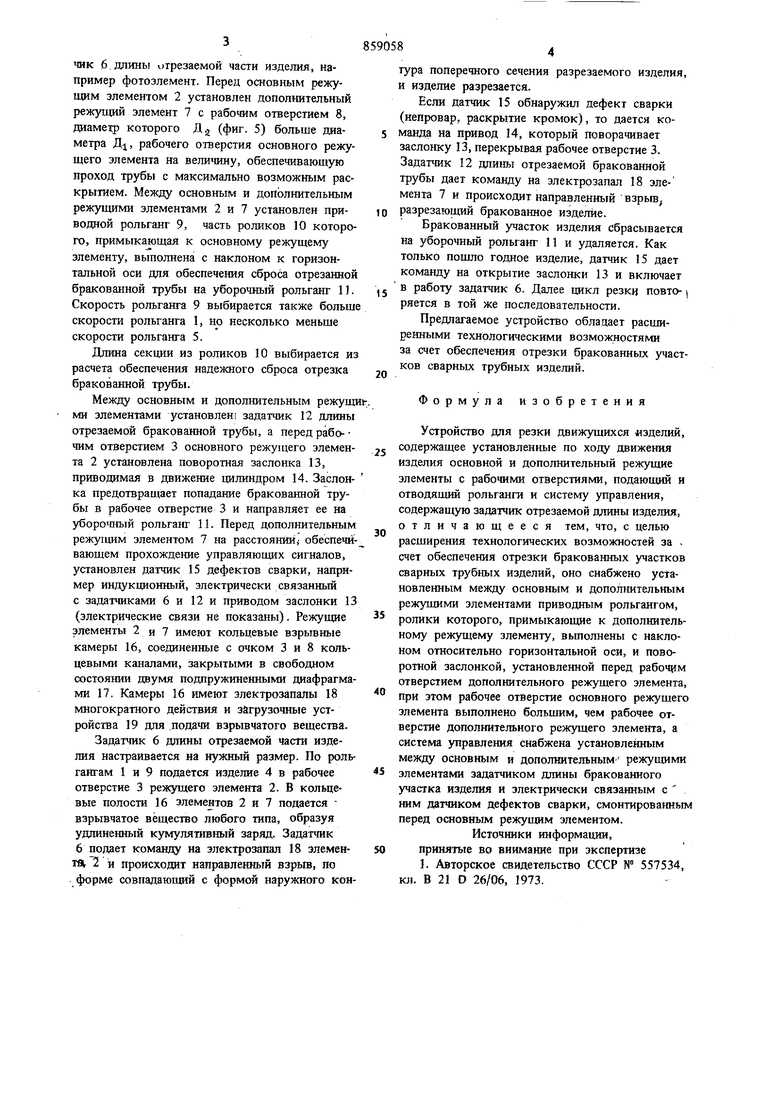
Изобретение относится к заготовительному производству, а именно к устройствам для рез ки движущихся изделий. Известно устройство для резки движущихся изделий, содержащее установленные по ходу движения изделия основной и дополнительный режущие элементы с рабочими отверстиями, подающий и отводящий рольганги и систему управления, содержащую задатчик отрезаемой длины изделия 1 . Недостатком известного устройства является невозможность отрезки бракованных участков сварных трубных изделий, т. е. устройство обладает ограниченными технологическими возмож ностями. Цель изобретения - расширение технологических возможностей за счет обеспечения отрезки бракованных участков сварных трубных изделий. Поставленная цель достигается тем, что устройство снабжено установленным между основным и дополнительным режущими злементами приводным рольгангом, ролики которого, примыкающие к дополйителыюму режущему элементу, выполнены с наклоном относительно горизонтальной оси, и поворотной заслонкой, установленной перед рабо«шм отверстием дополнительного режущего элемента, при зтом рабочее отверстие основного режущего элемента вьтопнено больишм, чем рабочее отверстие дополнительного режущего элемента, а система управления снабжена установленным между основным и дояолнительным режущилга элементами задатодком дяины бракованного участка изделия и электрически связанным с ним датчиком дефектов сварки, смонтированным перед основным режущим элементом. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - основные и дополнительные режущие элементы, разрез. Устройство для резки движущихся изделий содержит подающий рольганг 1, основной режущий элемент 2 с рабочим отверстием 3, сквозь которое пропускается разрезаемое изделие. 4, приемный рольганг 5, имеющий скорость больщую, чем рольганг 1, и задатчик 6. длины кгрезаемой части изделия, например фотоэлемент. Перед основным режущим элементом 2 установлен допол штельный режущий элемент 7 с рабочим отверстием 8, диаме-ф которого Д (фиг. 5) больше диаметра Д, рабочего отверстия основного режущего элемента на величину, обеспечивающую проход трубы с максимально возможным раскрытием. Между основным и дополнительным реж)тцими элементами 2 и 7 установлен приводной рольганг 9, часть роликов 10 которого, примыкающая к основному режущему элементу, выполнена с наклоном к горизонтальной оси для обеспечения сброса отрезанной бракованной трубы на уборочный рольганг 11. Скорость рольганга 9 выбирается также больще скорости рольганга 1, но несколько меньще скорости рольганга 5.
Длина секции из роликов 10 выбирается из расчета обеспечения надежного сброса отрезка бракованной трубы.
Между основным и дополнительным режущи ми элементами установлен задатчик 12 длины отрезаемой браковашгой трубы, а перед рабо- чим отверстием 3 основного режущего элемента 2 установлена поворотная заслонка 13, приводимая в движение цилиндром 14. Заслонка предотвращает попадание бракованной трубы в рабочее отверстие 3 и направляет ее на уборочный рольганг 11. Перед дополнительным режущим элементом 7 на расстоянии, обеспечйвающем прохождение управляющих сигналов, установлен датчик 15 дефектов сварки, например индукционный, электрически связанный с задатчиками 6 и 12 и приводом заслонки 13 (электрические связи не показаны). Режущие элементы 2 и 7 имеют кольцевые взрывные камеры 16, соединенные с очком 3 и 8 кольцевыми каналами, закрытыми в свободном СОСТОЯ1ШИ двумя подпружиненными диафрагмами 17. Камеры 16 имеют электрозапалы 18 многократного действия и загрузочные устройства 19 для .подачи взрывчатого вещества. Задатчик 6 длины отрезаемой части изделия настраивается на нужный размер. По рольгангам 1 и 9 подается изделие 4 в рабочее отверстие 3 режущего элемента 2. В кольцевые полости 16 элементов 2 и 7 подается взрывчатое вещество любого типа, образуя удлине1шый кумулятивный заряд. Задатчик 6 подает команду на электрозапал 18 элементу и происходит направленный взрыв, по форме совпадающий с формой наружного контура поперечного сечения разрезаемого изделия, и изделие разрезается.
Если датчик 15 обнаружил дефект сварки (непровар, раскрытие кромок), то дается команда на привод 14, который поворачивает заслонку 13, перекрывая рабочее отверстие 3. Задатчик 12 длины отрезаемой бракованной грубы дает команду на электрозапал 18 элемента 7 и происходит направленный взрыв,
разрезающий бракованное изделие.
Бракованный участок изделия сбрасывается на уборочный рольганг 11 и удаляется. Как только поишо годное изделие, датчик 15 дает команду на открытие заслонки 13 и включает
в работу задатчик 6. Далее цикл резки повто-1 ряется в той же последовательности.
Предлагаемое устройство обладает расщиренными технологическими возможностями за счет обеспечения отрезки бракованных участков сварных трубных изделий.
Формула изобретения
Устройство для резки движущихся изделий, содержащее установленные по ходу движения изделия основной и дополнительный режущие элементы с рабочими отверстиями, подающий и отводящий рольганги и систему управления, содержащую задатчик отрезаемой длины изделия, отличающееся тем, что, с целью расширения технологических возможностей за . счет обеспечения отрезки бракованных участков сварных трубных изделий, оно снабжено установленным между основным и допол1штельным режущими элементами приводным рольгангом, ролики которого, примыкающие к дополнительному режуидему элементу, вьшолнены с наклоном относительно горизонтальной оси, и поворотной заслонкой, установленной перед рабоч41м отверстием дополнительного режущего элемента, при этом рабочее отверстие основного режущего элемента выполнено больщим, чем рабочее отверстие дополнительного режущего элемента, а система управления снабжена установленным между основным и дополнительным режущими
5 элементами задатчиком длины бракованного участка изделия и электрически связанным с ним датчиком дефектов сварки, смонтированным перед основным режущим элементом. Источники информации,
0 принятые во внимание при экспертизе
