(54) УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ И ВРАЩЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПРИБОРНЫХ ПОДШИПНИКОВ
1
Изобретение относится к бесцентровому шлифованию деталей типа колец приборных подшипников качения и может быть использовано в подшипниковой промышленности при шлифовании монтажных поверхностей, дорожек каче}1ия.
Известно устройство, содержашее приводной базируюший ролик, торцовую опору и приводной прижимной ролик, смонтированный на валу и развернутый относительно аксиальной плоскости кольца 1.
Недостатком известного устройства является низкая производительность.
Цель изобретения - повышение производительности, устройства.
Указанная цель достигается тем, что устройство снабжено второй торцовой опорой, установленной оппозитно первой, размешенным на полом валу вторым рычагом с приводным прижимным роликом, кинематически связанным с первым посредством введенного в устройство пальца с шаровым концом и самоустанавливаюшимся коромыслом, установленным с возможностью взаимодействия с рычагами, причем вал первого приводного прижимного ролика пропушен через полый вал и установлен под углом ко второй торцовой опоре.
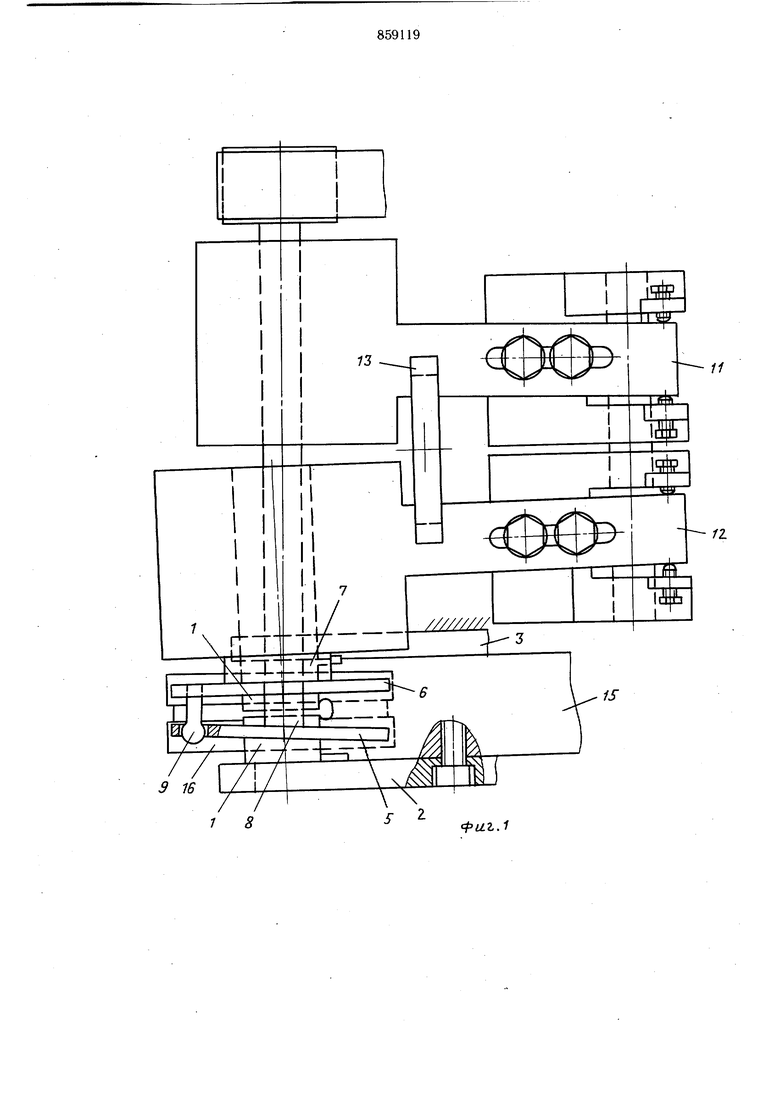
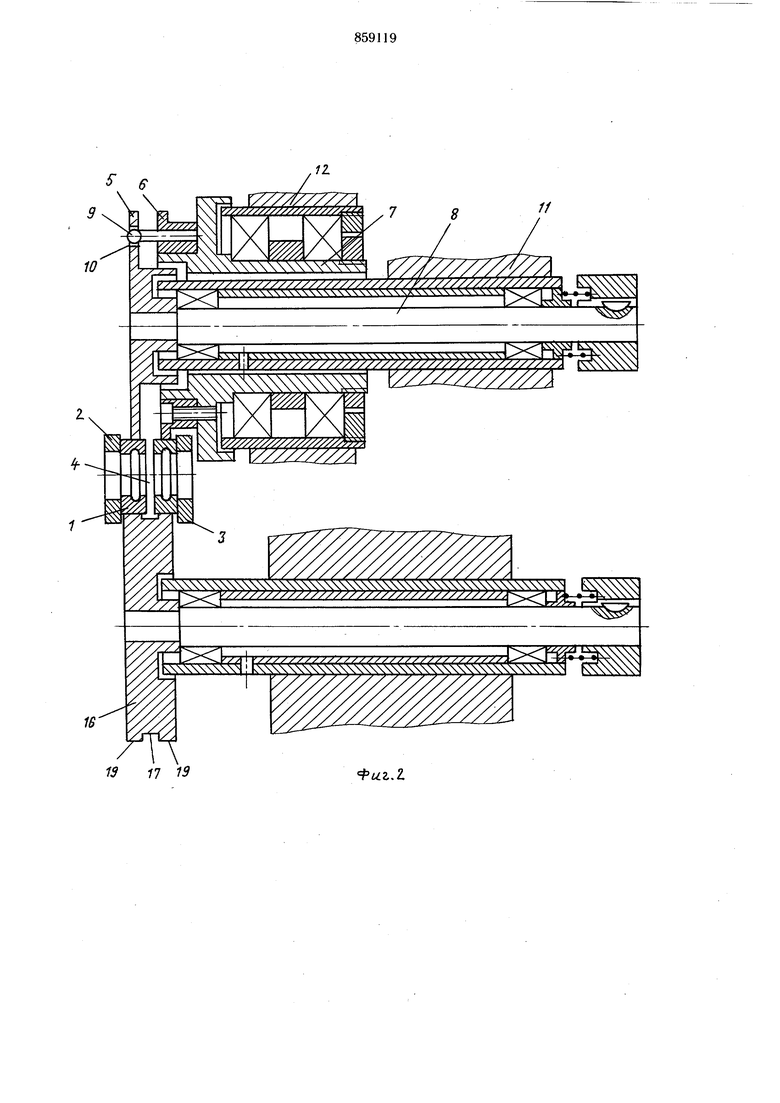
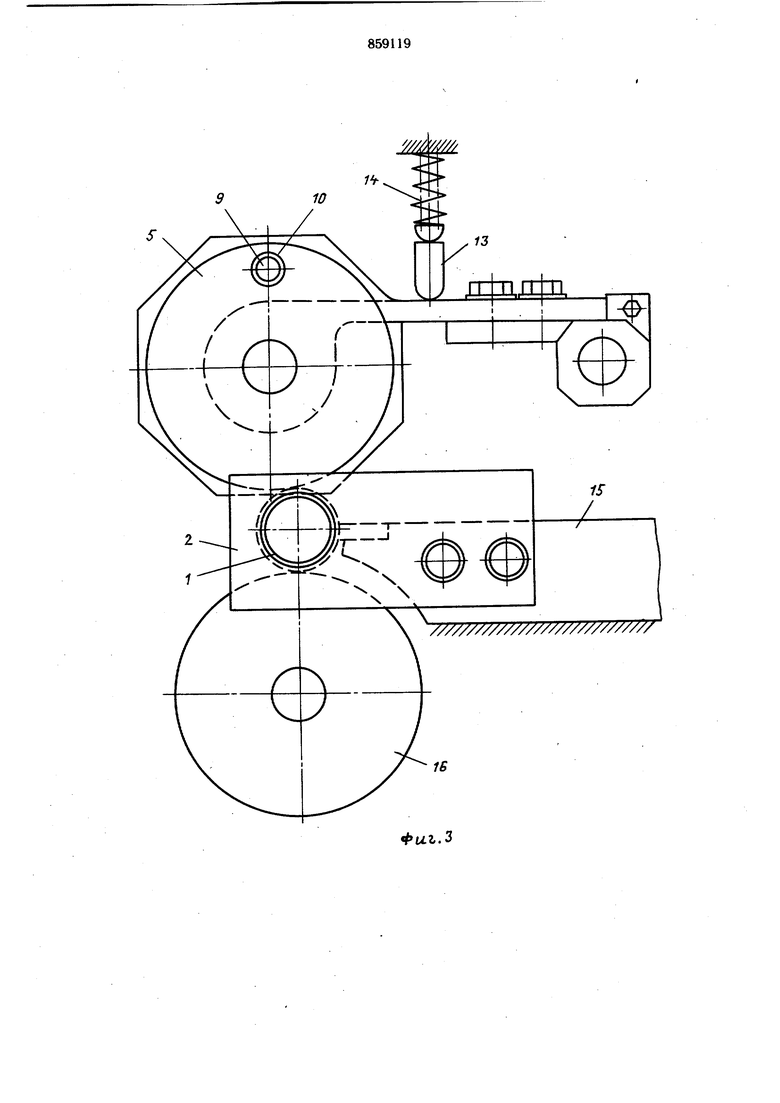
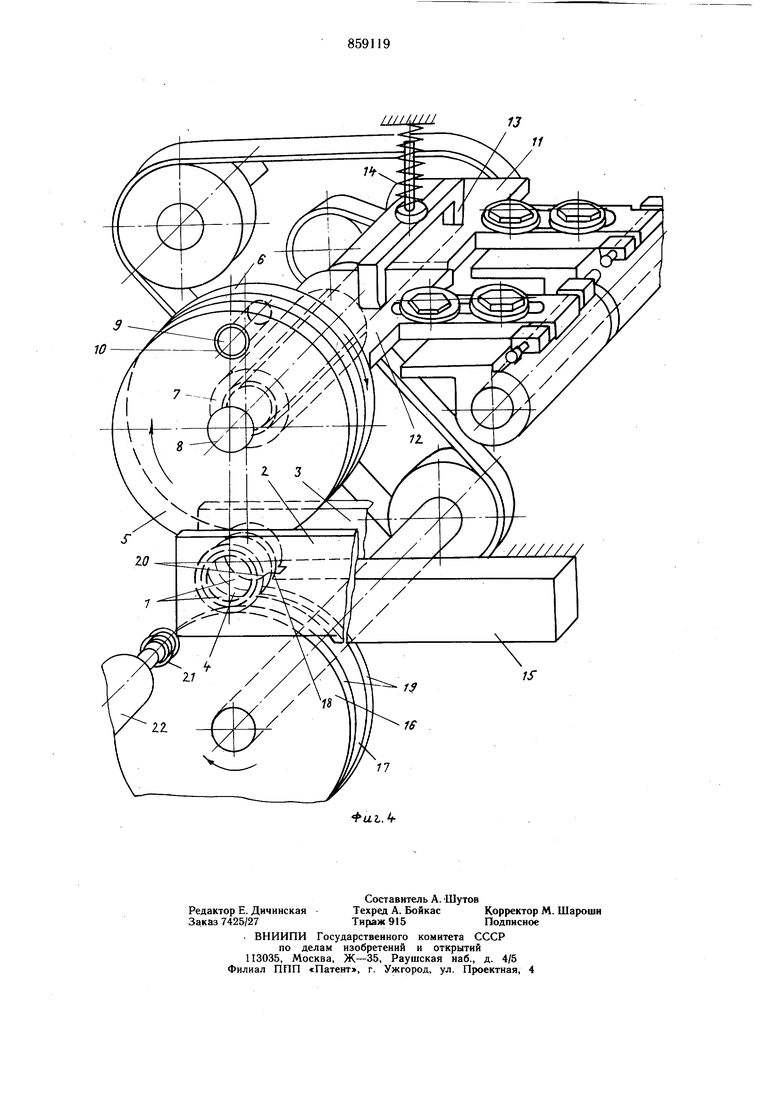
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - то же, разрез по вертикальной оси; на фиг. 3 - то же, вид спереди; на фиг. 4 - то же, изометрия.
Устройство для обработки деталей типа колец 1 приборных подшипников содержит пару торцовых опор 2 и 3, установленных оппозитно с обеспечением промежутка 4 между двумя базируемыми кольцами 1, пару кинематически связанных прижимных роли10ков 5 и 6, из которых прижимной приводной ролик 6 смонтирован на полом валу 7, сквозь который пропушен вал 8, другого ролика 5. Прижимные приводные ролики 5 и 6 установлены так, что оси врашения развернуты на 15 угол относительно аксиальной плоскости базируемых колец 1, каждая в свою сторону. Угол выбирается в пределах 20-50, что обеспечивает при врашении кольца 1 достаточную осевую составляюшую для осевого прижима каждого кольца 1 к своей торцовой
20 опоре 2 или 3. Кинематическая связь приводных прижимных роликов 5 и 6 осушествляется посредством установленного на ролике 6 пальца 9 с шаровым концом, помещенным в соответствующий паз 10 другого ролика 5. Валы 7 и 8 приводных прижимных роликов 6 и 5 установлены посредством подщипников на параллельно смонтированных рычагах 11 и 12, прижимное давление на последние осуществлено посредством самоустраняющегося коромысла 13 от пружины 14. Кольца. 1 базируются в радиальном направлении на бащмак 15 и приводной базирующий ролик 16, на которых выполнено по канавке 17 и 18, разделяющих пары базирующих поверхностей 19 и 20. Кольца 1 обрабатывают щлифующим кругом 21, установленным на бабке 22, вводимым внутрь обоих колец.
Устройство работает следующим образом.
Механизмом загрузки (не показан) подает парами подлежащие обработке кольца 1 на приводной базирующий ролик 16 и бащмак 15, затем прижимают прижимными приводными роликами 5 и 6 каждое кольцо 1 с равным усилием, обеспечиваемым пружиной 14, действующей на рычаги 11 и 12 через самоустанавливающееся коромысло 13 так, что кольца 1 приводятся во вращение с одинаковой скоростью за счет кинематической связи между роликами 5 и 6 посредством пальца 9 и за счет появившейся при вращении осевой составляющей ввиду установки роликов 5 и 6 с разворотом оси вращения на угол, каждая в свою сторону относительно аксиальной плоскости базируемых колец 1, последние смещаются и прижимаются каждое к своей торцовой опоре 2 или 3, базируясь таким образом, в осевом направлении. Кольца 1 так подают в устройство, что каждое кольцо 1 прижимается к своей торцовой опоре 2 или 3, так называемым, базовым торцом, т.е. торцом от которо го определяют после обработки точность расположения дорожки качения в случае щлифовки дорожки качения или перпендикулярность монтажного отверстия в случае щлифовки монтажного отверстия кольца 1. В таком положении кольца 1 обрабатывают одним щлифующим кругом 21, при этом за счет базирования каждого из двух колец 1 иа предназначенные для каждого из них базирующие поверхности достигается та же точность обработки, что и при обработке одного кольца в известном устройстве.
Таким образом, предлагаемое устройство позволяет в два раза повысить производительность процесса щлифования.
Формула изобретения
Устройство для базирования и вращения деталей типа колец приборных подшипников, включающее приводной прижимной ролик, установленный на валу н развернутый
относительно аксиальной плоскости кольца, приводной базирующий ролик, торцовую опору, отличающееся тем, что, с целью повыщения производительности, устройство снабжено второй торцовой опорой, установленной оппозитно первой, и вторым приводным прижимным роликом, смонтированным на своем валу и установленным зеркально в плане первому с возможностью взаимодействия со вторым кольцом, вал первого ролнка пропущен через полый вал второго ролика, ролики кинематически связаны между собой посредством введенного в устройство пальца с щаровым концом, размещенного на первом ролике и входящего в соответствующий паз второго ролика, ролики помещены на рычагах, при этом устройство снабжено самоустанавливающимся коромыслом, установленным с возможностью взаимодействия с рычагами.
Источники информации,
принятые во внимание при экспертизе
1. Патент США № 2646652, кл. 51 - 103, 1953. - 7/ 7 В 5 фи.г.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Устройство для бесцентрового базирования и вращения колец миниатюрных подшипников качения | 1982 |
|
SU1060422A1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Устройство для монтажа микросхем | 1976 |
|
SU649065A1 |
| Сверлильный станок | 1985 |
|
SU1355369A1 |
| Устройство для сборки трубных пучков теплообменных аппаратов | 1980 |
|
SU889222A1 |
| Способ установки колец | 1980 |
|
SU1115860A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1993 |
|
RU2051012C1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |