1
Изобретение относится к области изготовления изделий поперечной сваркой встык, из двух листов и более и может быть использовано при изготовлении строительных конструкций, в машиностроении и судостроении.
Известны технологические линии для изготовления изделий поперечной сваркой встык из двух листов или более, состоящие из стационарной газорезательнойустановки для обрезки поперечных кромок стыкуемых листов, установки автоматической сВарК-и стыков, подающих и приемных рольгангов 1.
Для этой линии получение мерного по длине листа производится на других технологических участках путем обрезки. Оставшаяся при этом обрезь сортируется: деловая перемещается на склад металла, а неделовая - в отходы.
Известна технологическая поточная линия для изготовления изделий из листов, содержащая смонтированные на основании подающий и приемный рольганги, базовые упоры, а также установку автоматической сварки стыков и газорезательную установку 2. Она является наиболее близкой к изобретению по технической сущности и достигаемому эффекту.
Недостатком этой линии является отсутствие непрерывного технологического процесса изготовления изделий, большая трудоемкость изготовления, так как увеличенное количество отходов требует их транспортировки, использования дополнительных подъемно-транспортных средств (цеховых кранов, межцеховых тележек, рольгангов).
Целью изобретения является создание непрерывного технологического процесса, обеспечивающего повышение производительности, уменьшение трудоемкости изготовления и количества отходов.
Поставленная цель достигается тем, что в поточной линии для изготовления изделий из листов, содержащей смонтированные на основании подающий и приемный рольганги, базовые упоры, а также установку автоматической сварки стыков и газорезательную установку, на основании вдоль рольгангов по обе стороны от установки автоматической сварки закреплены направляющие, линия оснащена дополнительной газорезательной установкой и обе установки смонтированы в упомянутых направляющих с возможностью перемещения, при этом одна из газорезательных установок установлена с ограничением продольного перемещения.
Поточная линия снабжена ходовыми тележками и рольгангами, смонтированными на упомянутых тележках.
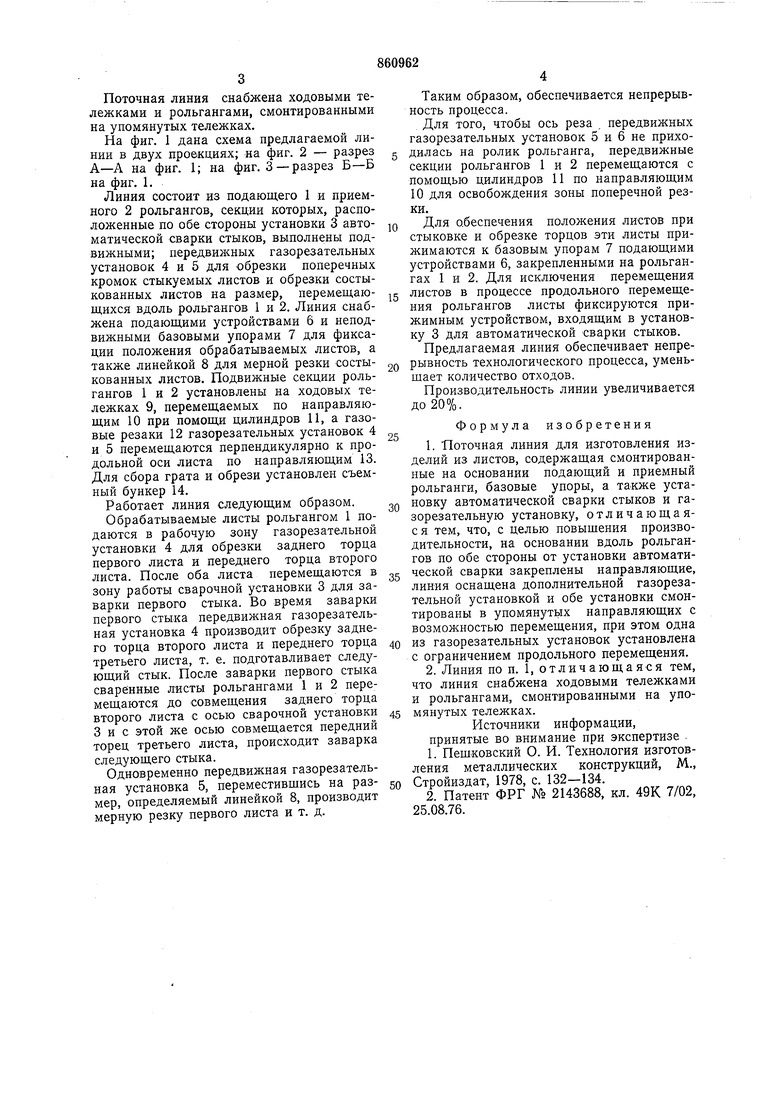
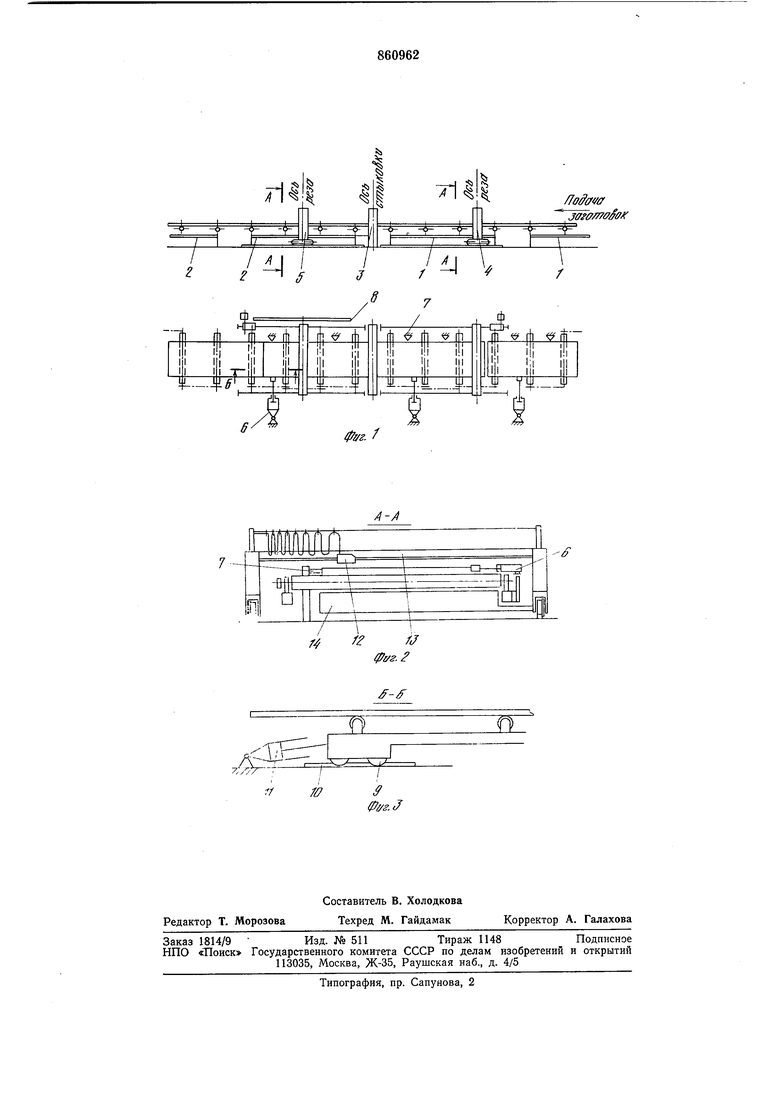
На фиг. 1 дана схема предлагаемой линии в двух проекциях; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Линия состоит из подающего 1 и приемного 2 рольгангов, секции которых, расположенные по обе стороны установки 3 автоматической сварки стыков, выполнены подвижными; передвижных газорезательных установок 4 и 5 для обрезки поперечных кромок стыкуемых листов и обрезки состыкованных листов на размер, перемещающихся вдоль рольгангов 1 и 2. Линия снабжена подающими устройствами 6 и неподвижными базовыми упорами 7 для фиксации положения обрабатываемых листов, а также линейкой 8 для мерной резки состыкованных листов. Подвижные секции рольгангов 1 и 2 установлены на ходовых тележках 9, перемещаемых по направляющим 10 при помощи цилиндров И, а газовые резаки 12 газорезательных установок 4 и 5 перемещаются перпендикулярно к продольной оси листа по направляющим 13. Для сбора грата и обрези установлен съемный бункер 14.
Работает линия следующим образом.
Обрабатываемые листы рольгангом 1 подаются в рабочую зону газорезательной установки 4 для обрезки заднего торца первого листа и переднего торца второго листа. После оба листа перемещаются в зону работы сварочной установки 3 для заварки первого стыка. Во время заварки первого стыка передвижная газорезательная установка 4 производит обрезку заднего торца второго листа и переднего торца третьего листа, т. е. подготавливает следующий стык. После заварки первого стыка сваренные листы рольгангами 1 и 2 перемещаются до совмещения заднего торца второго листа с осью сварочной установки 3 и с этой же осью совмещается передний торец третьего листа, происходит заварка следующего стыка.
Одновременно передвижная газорезательная установка 5, переместившись на размер, определяемый линейкой 8, производит мерную резку первого листа и т. д.
Таким образом, обеспечивается непрерывность процесса.
Для того, чтобы ось реза передвижных газорезательных установок 5 и 6 не приходилась на ролик рольганга, передвижные секции рольгангов 1 и 2 перемещаются с помощью цилиндров 11 по направляющим 10 для освобождения зоны поперечной резки.
10 Для обеспечения положения листов при стыковке и обрезке торцов эти листы прижимаются к базовым упорам 7 подающими устройствами 6, закрепленными на рольгангах 1 и 2. Для исключения перемещения 5 листов в процессе продольного перемещения рольгангов листы фиксируются прижимным устройством, входящим в установку 3 для автоматической сварки стыков.
Предлагаемая линия обеспечивает непре0 рывность технологического процесса, уменьшает количество отходов.
Производительность линии увеличивается до 20%.
Формула изобретения
1. Поточная линия для изготовления изделий из листов, содержащая смонтированные на основании подающий и приемный рольганги, базовые упоры, а также установку автоматической сварки стыков и газорезательную установку, отличающаяс я тем, что, с целью повышения производительности, на основании вдоль рольгангов по обе стороны от установки автоматической сварки закреплены направляющие, линия оснащена дополнительной газорезательной установкой и обе установки смонтированы в упомянутых направляющих с возможностью перемещения, при этом одна
0 из газорезательных установок установлена с ограничением продольного перемещения.
2.Линия по п. 1, отличающаяся тем, что линия снабжена ходовыми тележками и рольгангами, смонтированными на упо5 мянутых тележках.
Источники информации, принятые во внимание при экспертизе 1.Пешковский О. И. Технология изготовления металлических конструкций, М.,
Стройиздат, 1978, с. 132-134.
2.Патент ФРГ № 2143688, кл. 49К 7/02, 25.08.76.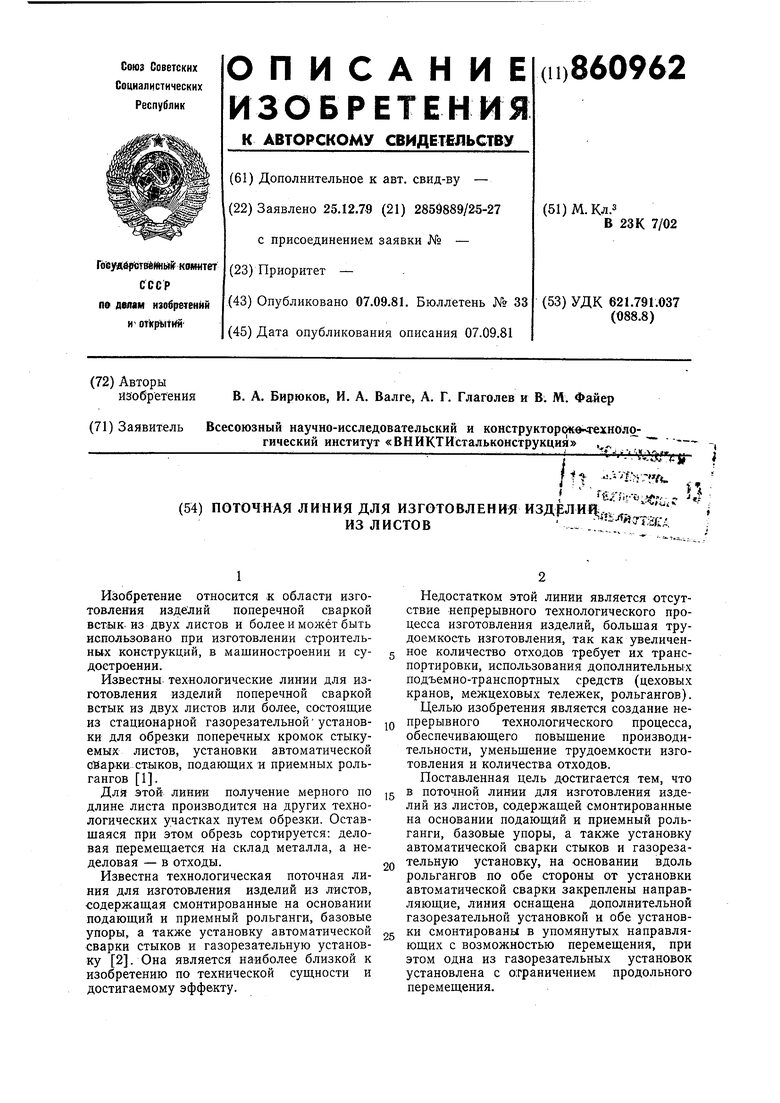
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия | 1969 |
|
SU327736A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ НЕПОВОРОТНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2053065C1 |
7--r
