препятствующая перемещению брусков и пластин.
Головка работает следующим образо1М.
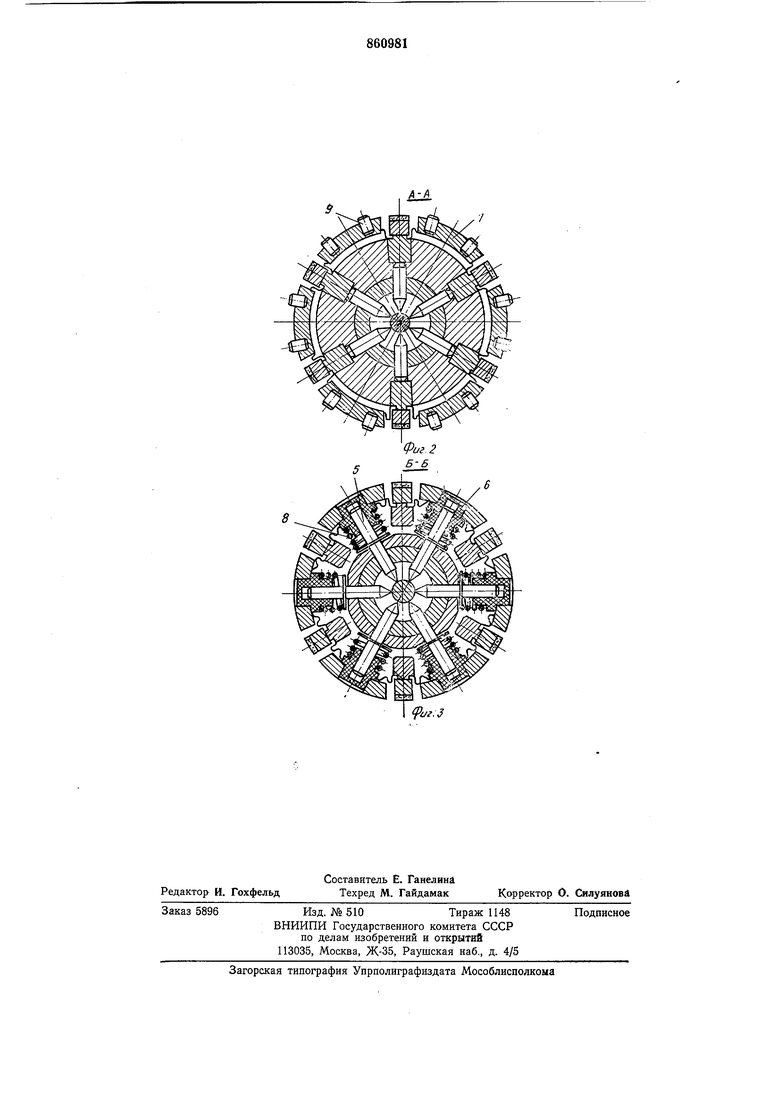
При включении гидравлической системы станка разлсимной шток 2 одними конусными поверхностями воздействует на толкатели 3 брусков 4, одновременно прижимая их к обрабатываемой новерхности, а другими конусными поверхностями :ВОвдействует на толкатели 5, буртиками воздействующие на нружяны 8 и поджимающие через диэлектрические втулки 6 катодные пластины 7 к обрабатываемой поверхности. Для ускорения воздействия пружин 8 на катодные пластины толкатели 5 катодных пластин расположены так, что при своем движении иесколько опережают -толкатели 3 хонинговальных брусков. В этом случае усилия, развиваемые пружинами 8, превышают усилия от охватывающих пружин 10, и катодные пластины одновременно прижимаются диэлектрическими вставками 9 к обрабатываемой поверхности.
Таким образом, хонинговальные бруски 4 имеют ж;есткую связь с разжим-ным штоком 2 и с обрабатываемой поверхностью детали, а катодные пластины 7 через пружины 8 - мягкую связь как с разжимным щтоком, так и с обрабатываемой поверхностью.
Подпружиненная мягкая связь катодных пластин с обрабатываемой пО|Верхностью создает благоприятные условия для сохранения постоянного зазора меледу ними за счет
неремещения катодных пластин относительно обрабатываемой поверхности (если на ней имеется воляистость или другие подобные дефекты), обеспечивая тем самым постоянную производительность процесса электрохимического растворения металла и исключая возможность короткого замыкания. Это значительно повышает надежность работы головки. Одновременный подвод хонияговальных брусков и катодных пластин новышает точность обработки, а значит снижает время на обработку детали для достижения нужной точности, повыщая тем самым производительность процесса электрохимического хонингования.
Формула изобретения
Головка для электрохимического хонингования, -содержащая корпус, разжимной шток и толкатели, установленные с возможностью воздействия на хоиинговальные бруски и катодные пластины, о тл ич а ющ а я с я тем, что, с целью повышения точности обработки, каждая катодная пластина снабжена диэлектрическими втулками, которые установлены соосно с толкателями и подпружинены в направлении катодных пластин.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 354970, кл. В 23 Р 1/04, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического хонингования отверстий | 1984 |
|
SU1284750A1 |
| Хонинговальная головка | 1975 |
|
SU649539A1 |
| Устройство для электрохимического хонингования | 1980 |
|
SU946874A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка для электрохимической обработки | 1980 |
|
SU929383A2 |
| Головка для электрохимического хонингования | 1985 |
|
SU1265019A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| Хонинговальная головка для электрохимической обработки | 1979 |
|
SU854666A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка | 1985 |
|
SU1292993A1 |
А . -1 г Ь J
Ь
.J
