1128
Изобретение относится к э.пектро- химико-механической обработке и, в частности к электрохимическому хо- нингованию отверстий.
Целью изобретения является повы- шение точности и производительности обработки за счет регулируемого экранирования площади катодов.
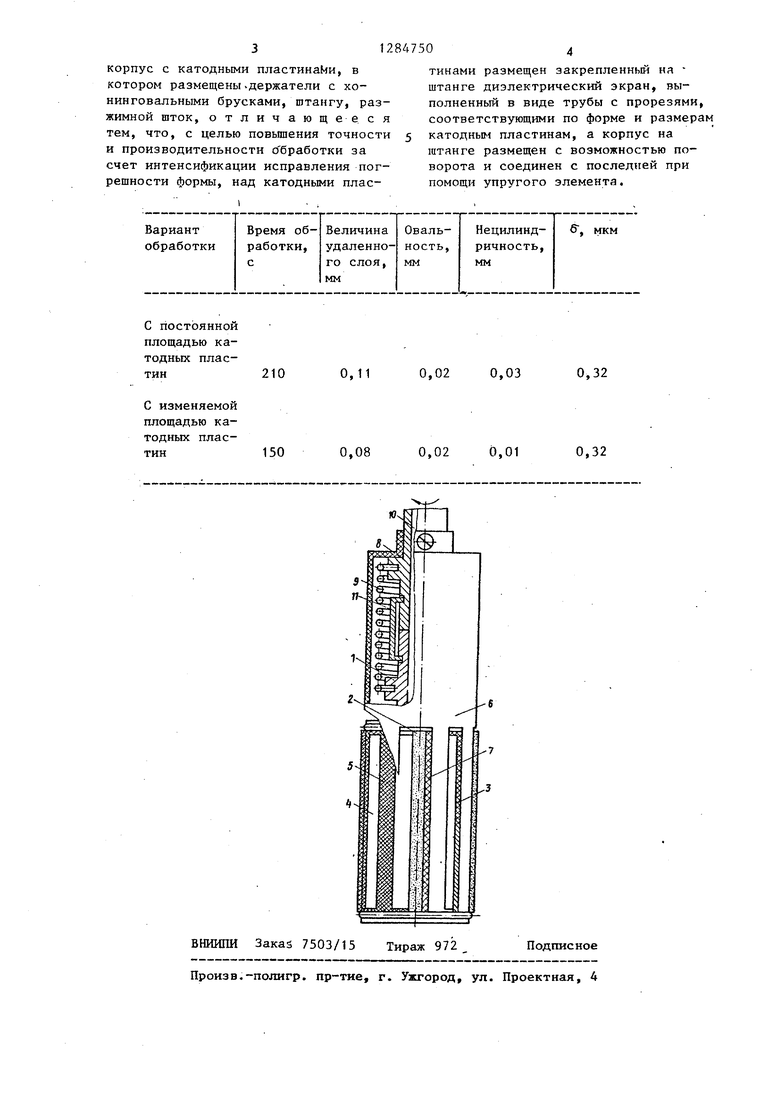
На чертеже представлено предлагаемое устройство, общий вид.
Устройство включает в себя корпус 1 хонинговальной головки, в радиальных пазах которого расположены хо- нинговальные бруски 2. Между брусками размещены катодные пластины 3, поверхность которых представляет собой равномерное чередование активных 4 и изолированных 5 участков. Над катодными пластинами расйоложен диэлектрический экран 6, имеющий в ниж ней части прорези 7, равные по ширин активным участкам 4 катодных пластин . 3. В верхней части диэлектрический экран 6 прикреплен к штанге 8 таким образом, что в нерабочем состоянии прорези 7 расположены над изолированными участками 5 катодных пластин 3. Штанга 8 соединена с корпусом 1 хонинговальной головки посредством упругого элемента 9, выполненного, например, в виде пружины кручения, допускающего возможность проворота хонинговальной головки относительно диэлектрического экрана 6 и штанги 8 В целях предотвращения смещения кор- пуса 1 относительно штанги 8 они посажены на штоке 10 и зафиксированы разъемной втулкой 11.
Устройство работает следующим образом.
В начальный момент обработки головку вводят в обрабатываемое отверстие заготовки. В процессе хонин- гования головка совершает возвратно- поступательное движение. Под действием штока 10 хонинговальные бруски 2 поджимаются с определенным усилием к обрабатываемой заготовке, В результате этого возникает окружная сила, действующая на бруски, и упругий элемент 9, деформируясь, обеспечивает поворот хонинговальной головки относительно диэлектрического экрана 6, Тем самым активные участки 4 ка- i тодных пластин 3 устанавливаются над прорезями 7 диэлектрическо го экрана 6 на 0,65-0,75 максимально возможной площади. При прохождении хонинговаль
0 5
5
0
0
5 0 55
ной головкой участка отверстия диаметром меньше среднего окружная сила возрастает, упругий элемент 9 скручивается на больший угол и активная площадь катодных пластин 3 увеличивается. Тем самым возрастает количество электричества, проход5 щего через данный участок обрабатываемой поверхности, и, как следствие адаптивного регулирования с помощью упругого элемента 9, локальный съем материала увеличивается. При прохождении хонинговальной головкой участка отверстия диаметром больше среднего окружная сила, действующая на хонинговальные бруски 2, активная площадь катодных пластин 3 и локаль- ньш съем материала уменьшаются. В результате происходит более быстрое .исправление нецилиндричности обрабатываемого отверстия.
Для проверки проведены технологические испытания устройства. При обработке деталей типа труба длиной 600 мм и внутренним диаметром 25 мм из стали 30 опробованы варианты обработки с применением хонинговальной головки с постоянной ак- , тивной площадью катодных пластин и хонинговальной головки с изменяемой активной площадью катодных пластин.
Условия обработки: температура электролита 25 +5 С; рН электролита 7-9; напряжение 16 В; некруглость отверстия до обработки 0,05 мм; не- цилиндричность отверстия до обра- ботки 0,07 мм; хонинговальные бруски- АСР 50/40-50%-М1; электролит - 20%-ный материал диэлектрического экрана - стеклопластик; материал катода - латунь; рабочий зазор 1,2 мм.
Результаты технологических испытаний представлены в таблице,
Испытания показали, что при и.с- пользовании предложенного устройства повьш1ается точность продольной формы обрабатываемого отверстия, уменьшается снимаемый припуск и сокр ащается время обработки, необходимое для исправления погрешностей формы, при сохранении неизменными остальных параметров обработки.
Формула изобретения
Устройство для электрохимического хонингования отверстий, содержащее
корпус с катодными пластинами, в котором размещены держатели с хо- нинговальными брусками, штангу, разжимной шток, отличающееся тем, что, с целью повьппения точности и производительности о бработки за счет интенсификации исправления погрешности формы, над катодными пласС постоянной площадью катодных пластин210
С изменяемой площадью катодных пластин150
0,11 0,02 0,03 0,32
0,08 0,02 0,01 0,32
тинами размещен закрепленный на - штанге диэлектрический экран, выполненный в виде трубы с прорезями, соответствующими по форме и размерам катодным пластинам, а корпус на штанге размещен с возможностью поворота и соединен с последней при помощи упругого элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Головка для электрохимического хомингования | 1988 |
|
SU1547979A1 |
| Абразивный хонинговальный брусок | 1979 |
|
SU770771A1 |
| Головка для электрохимического хонингования | 1979 |
|
SU854665A1 |
| Хонинговальная головка | 1985 |
|
SU1310177A1 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Электрод-инструмент для электрохимического хонингования наружных поверхностей деталей типа тел вращения | 1987 |
|
SU1421476A1 |
| Хонинговальная головка | 1989 |
|
SU1689045A1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка для электрохимической обработки | 1980 |
|
SU929383A2 |
Изобретение относится к электро- химико-механической обработке, в частности к электрохимическому хо- нингованию отверстий. Целью изобретения является повьппение точности и производительности обработки, Поставленная цель достигается за счет регулируемого электрохимического съема путем управляемого экранирования площади катодов, для чего корпус хонинговальной головки с держателями хонбрусков размещен на штанге с возможностью углового поворота и соединен с ней при помощи упругого элемента, а над катодами размещен закреплённый на штанге диэлектрический экран, выполненный в виде трубы с прорезями, соответствующими по форме и размерам рабочей поверхности катодов. При работе на хонин- говальные бруски действует окружная сила, которая, преодолевая усилие упругого элемента, поворачивает корпус относительно экрана на некоторый угол, открывая поверхность катодов, при этом ием больше припуск или погрешность формы, тем больше окружная сила и тем шире открывается рабочая поверхность катодов, обеспечивая повышенный электрохимический съем. 1 ил., 1 табл. (Л 1С 00 4 sj ел
ВНИИПИ Заказ 7503/15 Тираж 972
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Подписное
| Головка для электрохимического хонингования | 1979 |
|
SU860981A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
