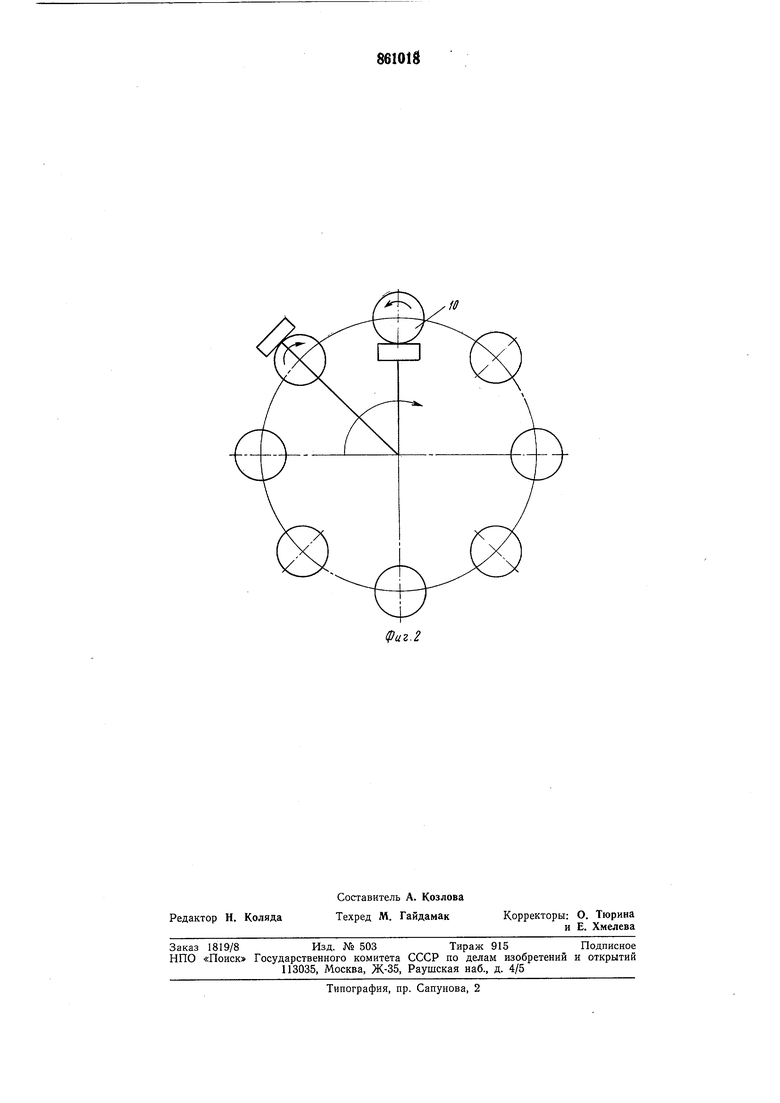
внутренние секторы, а для поворота в противоположную - внешние. Каждый сектор посредством пластин 18 входит во фрикционное зацепление с роликом 10.
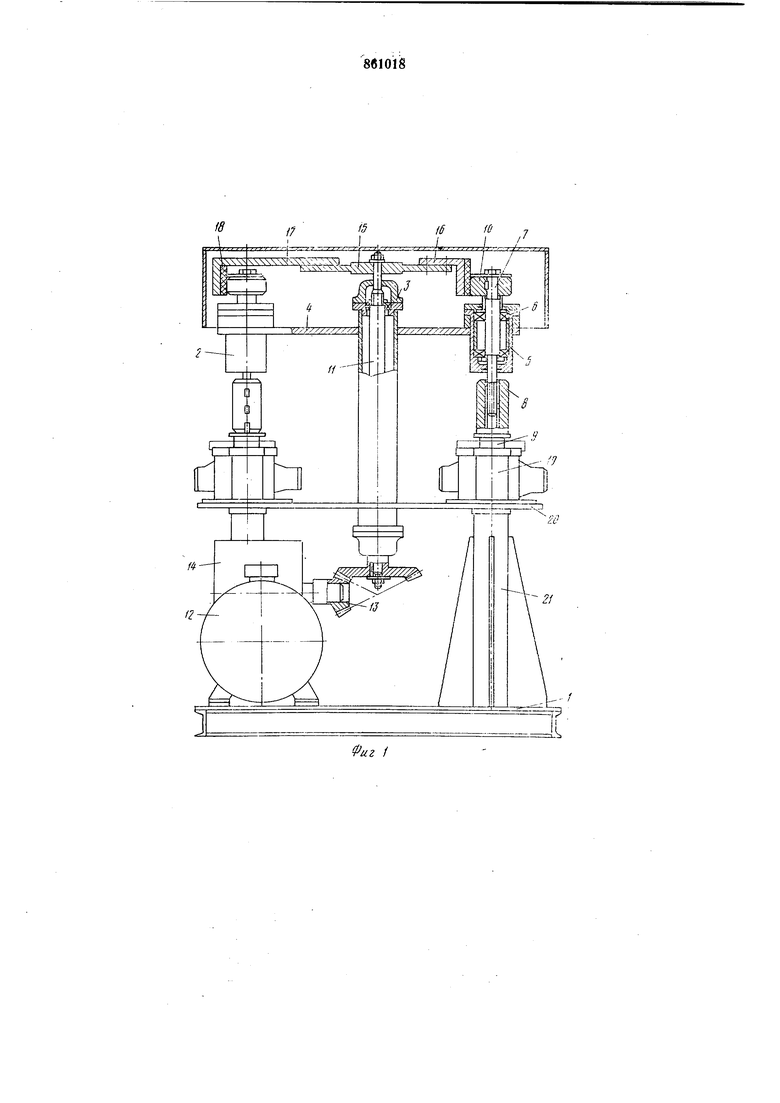
Для фиксации и установки обрабатываемых изделий (клананов) служат подставки 19, смонтированные на столе 20, установленном на опорах 21.
Устройство работает следующим образом.
Предварительно втулки 8 шпинделей 7 поднимают и фиксируют в верхнем положении. В подставки 19 устанавливают обрабатываемые детали и опускают в них притиры 9.
Затем подводят втулки 8 и соединяют их с притирами 9. При этом наладочное перемеш;ение втулок осуществляется по шпонке на шпинделе. Включением электродвигателя 12 через редуктор 14 и коническую пару 13 сообщают вращение центральному приводному валу 11.
При этом секторы 16 попеременно входят в контакт с роликами 10 и сообщают вращенне шпинделя.м 7.
Во время соприкосновения ролика с наружным сектором шпиндель с притиром получают вращательное движение в одну сторону, а при соприкосновении с внутренним сектором - в противополол ную.
Данная конструкция обеспечивает надежный контакт шпинделей с приводом их вращения посредством фрикционного соединения роликов с пластинами секторов.
Предложенное выполнение привода вращения шпинделей отличается простотой и надежностью, а вынолнение головки многошпиндельной позволяет повысить производительность.
Формула изобретения
Устройство для притирки клапанов, содержащее многошпиндельную головку с расположением шпинделей но окружности с равным шагом и приводной центральный вал, кинематически связанный со шпинделями головки, отличающееся тем, что, с целью упрощения конструкции, кинематическая связь вала со шпинделями выполнена в виде л естко связанного с валом диска и закрепленных на его периферии на радиусах разной длины по числу шпинделей секторов, установленных один относительно другого с угловым смещением и с возможностью взаимодействия с диаметрально противоположными точками роликов, расположенных на шпинделях головки.
Источники информации, принятые во внимание при экснертизе 1. Авторское свидетельство СССР № 55777, кл. В 24В 15/08, 1938.
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки деталей | 1980 |
|
SU944882A1 |
| Устройство для притирки уплотнительных поверхностей запорной арматуры | 1983 |
|
SU1134352A1 |
| Устройство для притирки клапанов | 1982 |
|
SU1136930A2 |
| Многошпиндельная шлифовальная головка | 1991 |
|
SU1802786A3 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многошпиндельная шлифовальная головка | 1984 |
|
SU1194651A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2023538C1 |