сов, кинематически связанных с гнльзой пневмоцилиндра.
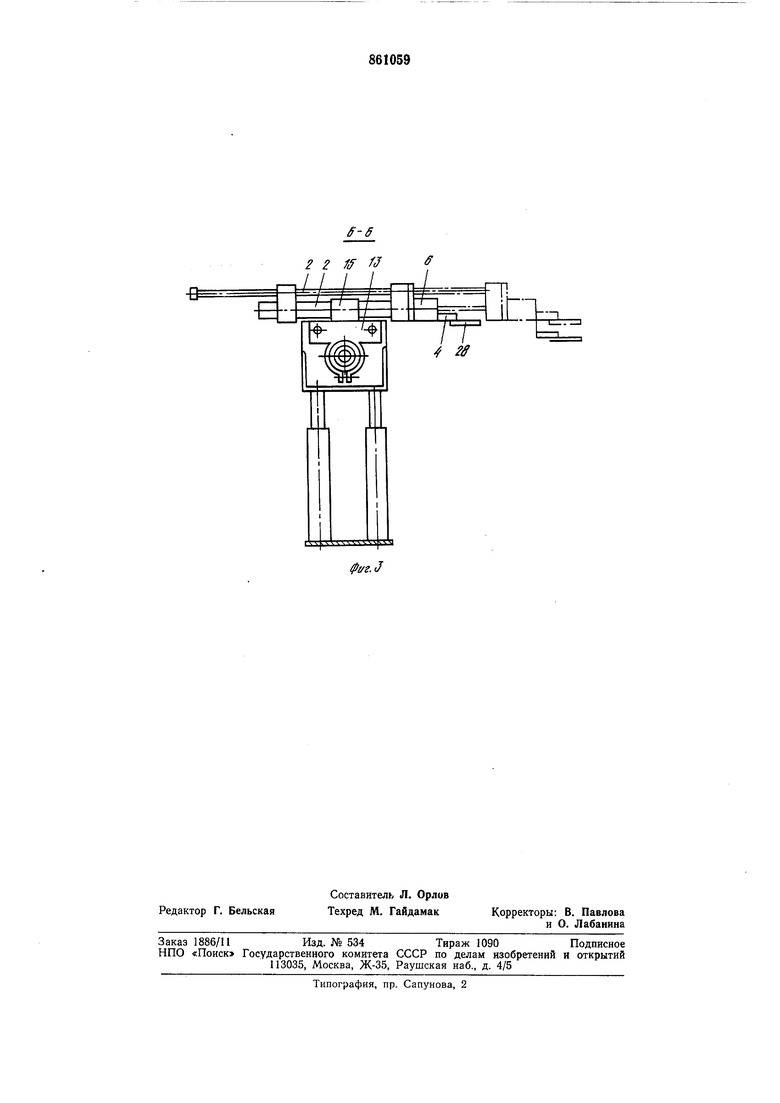
На фиг. 1 изображена кинематическая схема промышленного робота; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Промышленный робот содержит механические руки I и 2, с захватами 3 и 4, снабженными механизмами 5 и 6 нодъема, станину 7 с нанравляющими 8 и 9 и неподвижно закренленным штоком-поршнем 10 и каретку, состоящую из подвижной гильзы И пневмоцилиндра и корпусов 12 и 13, в которых закреплены механические руки 1 и 2 посредством зажимов 14 и 15 с возможностью поворота вокруг вертикальной оси при наладке.
Корпусы 12 и 13 установлены на направляюш,их 8 и 9 и посредством клеммного зажима или какого-либо другого крепления (например, резьбового) связаны с гильзой 11.
Пневмоцилиндр содержит также крышки 16 и 17, стопоряп,иеся в осевом направлении зажимами 18 и 19. На направляющих 8 и 9 посредством клеммных зажимов 20 и 21 установлены гидробуферы 22 и 23. Шток-поршень 10 имеет каналы 24 и 25 для подвода сжатого воздуха непосредственно в полости С к D пневмоцилиндра, при этом полость выхлопа холостого хода С соединена с клапаном 26 быстрого выхлопа.
С помощью промышленного робота переносят детали 27 и 28.
Промышленный робот работает следующим образом.
В соответствии с заложенным в систему программного управления циклом механические руки 1 и 2 выдвигаются вперед, захваты 3 и 4 опускаются посредством механизмов 5 и 6 подъема, захватывают деталь 27 с позиции загрузки и деталь 28 из штампа пресса и поднимаются, после чего механические руки 1 и 2 возвращаются назад.
Затем сжатый воздух через клапан 26 быстрого выхлопа, канал 24 в штоке-поршне 10 поступает в полость С, и гильза И совершает рабочий ход (на фиг. 1 и фиг. 2 - вправо) с корпусами 12 и 13, скользящими по направляющим 8 и 9 станины 7 до упора корпуса 13 и гидробуфер 23. После этого механические руки 1 и 2 снова выходят вперед, захваты 3 и 4 опускают детали, так что деталь 27 попадает в штамп пресса, а деталь 28 - на позицию выгрузки, затем разжимают их, поднимаются, а руки 1 и 2 возвращаются назад. Далее сжатый воздух через канал 25 поступает в полость Д и гильза И совершает обратный холостой ход (без деталей на фиг. 1 и фиг. 2 - влево) с корпусами 12 и 13 до упора корпуса 12 в гидробуфер
22, при этом воздух из полости С сбрасывается через клапан 26 быстрого выхлопа.
Для изменения межосевого расстояния L, одновременно являющегося величиной хода, гильза II с корпусами 12 и 13 перемещается сначала в левое положение, клеммные зажимы корпусов 12 и 13 освобождаются и оси рук 1 и 2 совмещаются соответственно с осью позиции загрузки и осью штампа, после чего корпусы 12 и 13 закрепляются и к корпусу 12 подводится до полнбго выжима гидробуфер 22. Получив таким образом конечную точку хода, освобождают зажим 19, и крышку 17 перемещают до упора в шток-поршень 10 с каналом 24 для исключения вредного объема полости С, после чего крышку 17 снова закренляют.
Затем гильзу 11 с корпусами 12 и 13 перемещают в правое положение, совмещают ось механической руки 1 с осью щтампа, после чего к корпусу 13 подводится до полного выжима гидробуфер 23. Получив таким образом вторую конечную точку хода, освобождают зажим 18, и крышку 16 перемещают до упора в шток-поршень 10 с каналом 25 для исключения вредного объема полости D, после чего крышку 16 снова закрепляют.
Изобретение позволяет расширить технологические возможности робота в связи с тем, что допускает любой ход каретки в соответствии с технической характеристикой; автоматически обеспечивает при наладке совпадение хода каретки и межосевого расстояния между руками, так как их изменение осуществляется единой регулировкой, что, кроме того, упрощает и убыстряет переналадку; повышает производительность за счет исключения потерь времени на заполнение сжатым воздухом вредных объемов пневмоцилиндра, так как крышки пневмоцилиндра в процессе наладки доводятся до самого упора в торцы штока-поршня вследствие взаимно перекрестного подвода воздуха в полости; последнее, кроме того, позволяет снизить местное сопротивление движению воздуха на данном участке в 2-3 раза; позволяет возвращать каретку в исходное положение с более значительными ускорениями, чем при осуществлении рабочего хода с деталями, когда такие ускорения недопустимы из-за ограниченной силы захвата детали, так как могут привести к смещению детали в захвате или к ее вырыву из захвата.
Формула изобретения
Промышленный робот, содержащий размещенные на станине пневмоцилиндр и установленную с возможностью взаимодействия с упорами каретку со смонтированными на ней механическими руками, снабженными механизмами подъема, отличащийся тем, что, с целью расщирения технологических возможностей и новышения производительности, гильза пневмоцилиндра снабжена регулируемыми в осевом направлении крышками, а каретка состоит из двух отдельных корпусов, кинематически 5 связанных с гильзой пневмоцилиндра. Источники информации, принятые во внимание при экспертизе I. Каталог «Промышленные роботы. Fugi Press Hand Япония, 1976. Fugi Electric LTD.

| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот | 1977 |
|
SU808262A1 |
| Автооператор | 1987 |
|
SU1465249A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Схват промышленного робота | 1983 |
|
SU1122505A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Промышленный робот | 1983 |
|
SU1127765A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
| Манипулятор | 1981 |
|
SU1229031A1 |
U
ff
U
уг. /
2 2 ff
/// /r
