Изобретение относится к машино- строеник, а именно к про мышленньм роботам для захвата и ориентации деталей отрюсительно технологического оборудования, а также для переноса этих деталей в различные точки пространства.
Цель изобретения - расширение технологических возможностей путем увеличения рабочей зоны
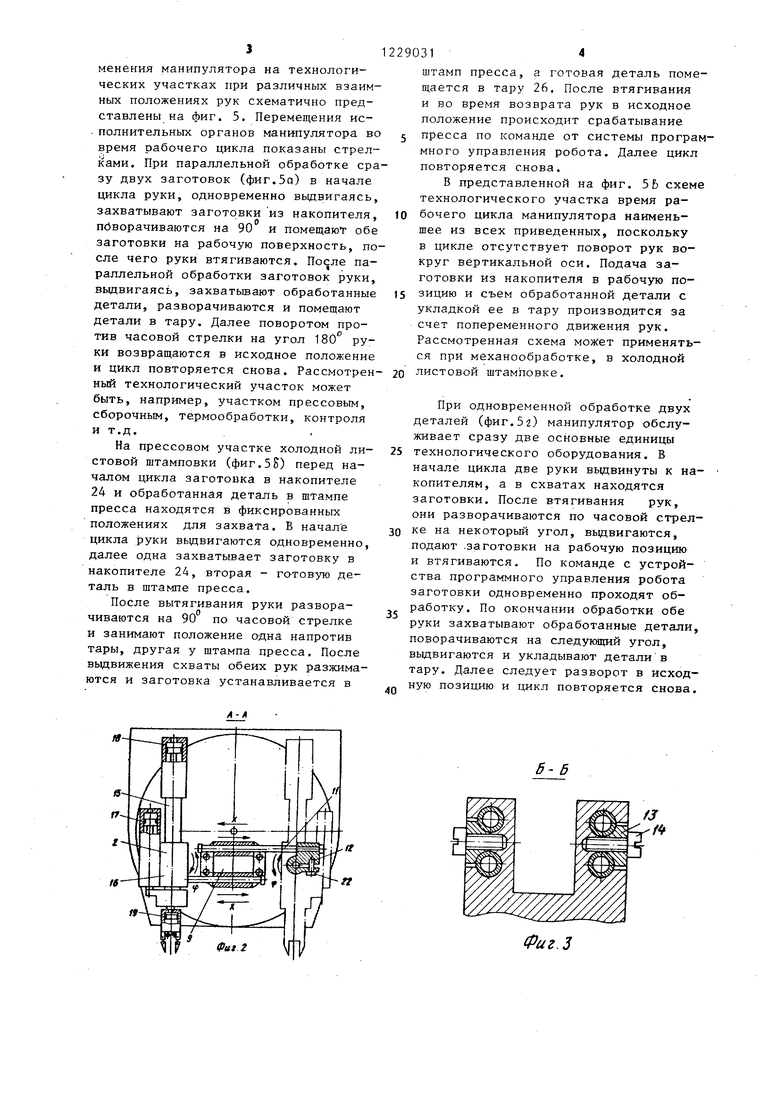
На фиг. 1 дредставлена конструктивная схема манипулятора; на фиг.2 - сечение А-А на фиг,, 1 на фиг. 3 - сечение на фиг. 1: на фиг. 4 - схемы расположения рук, реализуемые манипулятором на фиг. 5 - схемы перемещений рук,
Манипулятор состоит из основания 1 со смонтированными на нем приводами поворота и подъема механических рук 2, Привод поворота выполнен в виде двухполостного пневмоцилиндра 3 и зубчато-реечной передачи 4, зубчатое колесо которой установлено на валу, жестко связанном с планшайбой 5 э а привод подъема выполнен в виде пневмоцилиндра 6, шток которого шарнирносвязан с платформой 7 и через упорньш подшипник 8с планшайбой 5 На планшайбе 5 установлено средство 9 для регулировки взаимного положения механических рук 2, выполненное в виде корпуса 10j смонтированного на аланшайбе 5 с продольными отверстиями, выполненными в :алоско- CTHj перпендикулярной оси подъема, и в которых установлены две пары скалок 115 лсестко скрепленньк попарно между собой посредст зом державок 12. Последние имеют отверстия, оси которых перпендикулярны продольным осям скалок 11. Скалки 11 установлены в корпусе 10 с вo:-)foжнocтью регулировки их длины Фиксация дой пары скалок 11 относительно корпуса 10 осуществляется при помо- щк вкладышей 13 винтами 14.
Механигческие руки 2 выполнены в виде скалок ISj установленных в корпусах 6,
. Привод 4 линейного перемещения схвата содержит пневмоцилиндр 17 расположенньй на корпусе 16 механической руки, привод углового перемещения пневмоцилиндр 18 закреплен на конце несущей подвижной скалки 15, причем охват с приводом содержащим пневмоцнлиндр 19, закреплен на
29031
выходном валу пневмоцилиндра 19. Таким образом, горизонтальные линейные перемещения скалки 15 с установленным на ней схватом осуществляются
g в направляющих качения корпуса механической руки при срабатывании пневмоцилиндра 17, вращение схвата относительно продольной оси руки происходит при срабатывании пкевмоцилинO дра 18, а зaжи f-paзжим губок схвата- при срабатывании пневмоцилиндра 19, . Корпус 16 механической руки установлен на кронштейне 20, имеющем вертикальную ось 21.
IS Вертикальные оси 21 кронштейнов 20 установлены в отверстиях д.ержа- век 12 с возможностью установочных линейных и угловых перемещений. Фиксация осей 21 осуществляется с по20 мощью клеммных зажимов винтами 22 (фиг. 2), Кроме того, показаны манипулятор 23, накопитель 24- для заготовок, основная единица 25 технологического оборудования, на которой произ25 водится обработка заготовок, тара 26 для готовых деталей.
Манипулятор работает следующим образом.
Перед регулировкой необходимо ослабить соответствующие винты 14 и 22 средства для регулировки взаимного положения и после установки подвижных элементов в заданное положение винты 14 и 22 крепления затянуть вновь.
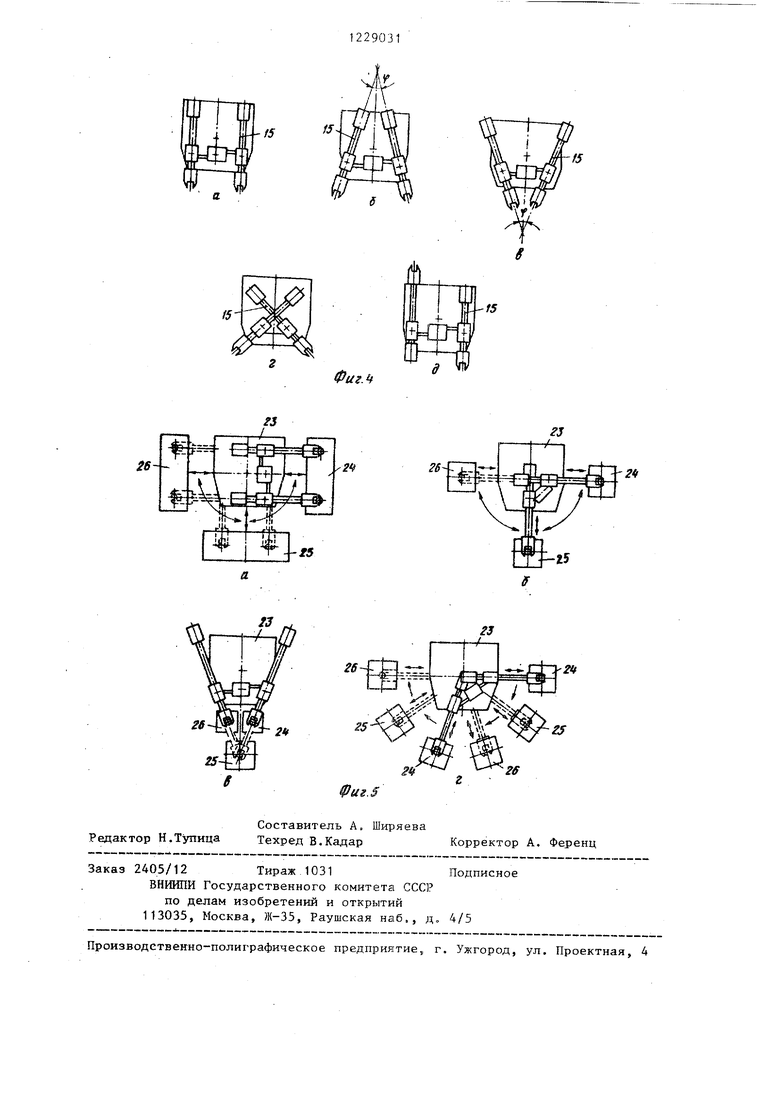
Все регулировочные перемещения, осуществляемые устройством,-показаны стрелками с обозначением гори- зонтальньпс регулировок - X, верти- кальны : - У и угловых - Ср .
Примеры наиболее характерных взаимных положений рук манипулятора в зависимости от типа обслуживаемого манипулятором технологического оборудования: продольные оси рук параллельны (фиг, 4q и а), развернуты одна относительно другой под некото- pbtti углом (фиг. 4 &, 6 иг), располагаются одна над другой (фиг. 4 ) причем угол ср 90 и точка пересечения осей рук совпадает с осью вращения планшайбы. В остальных рассмотренных случаях руки располагаются и одной горизонтальной плоскости.
Манипулятор имеет три регулируемые точки позиционирования по повороту рук и по две точки по всем остальным перемещениям. Варианты применения манипулятора на технологических участках при различных взаимных положениях рук схематично представлены на фиг. 5. Перемещения ис- . полнительных органов манипулятора во время рабочего цикла показаны стрелками. При параллельной обработке сразу двух заготовок (фиг.5а) в начале цикла руки, одновременно выдвигаясь, захватывают заготовки из накопителя, поворачиваются на 90 и помещают обе заготовки на рабочую поверхность, после чего руки втягиваются. параллельной обработки заготовок руки, выдвигаясь, захватьшают обработанные детали, разворачиваются и помещают детали в тару. Далее поворотом против часовой стрелки на угол 180 руки возвращаются в исходное положение и цикл повторяется снова. Рассмотренный технологический участок может быть, например, участком прессовым, сборочным, термообработки, контроля и т.д.
На прессовом участке холодной листовой штамповки (фиг.ЗЕ) перед началом цикла заготовка в накопителе 24 и обработанная деталь в штампе пресса находятся в фиксированных положениях для захвата. В начал е цикла руки выдвигаются одновременно, далее одна захватывает заготовку в накопителе 24, вторая - го-товую деталь в штампе пресса.
После вытягивания руки разворачиваются на 90 по часовой стрелке и занимают положение одна напротив тары, другая у штампа пресса. После вьвдвижения схваты обеих рук разжимаются и заготовка устанавливается в
2290314
штамп пресса, а готовая деталь помещается в тару 26. После втягивания и во время возврата рук в исходное положение происходит срабатывание 5 пресса по команде от системы программного управления робота. Далее цикл повторяется снова.
В представленной на фиг. 5Ь схеме технологического участка время ра10 бочего цикла манипулятора наименьшее из всех приведенных, поскольку в цикле отсутствует поворот рук вокруг вертикальной оси. Подача заготовки из накопителя в рабочую по-
)5 зицию и съем обработанной детали с укладкой ее в тару производится за счет попеременного движения рук. Рассмотренная схема может применяться при механообработке, в холодной листовой штамповке.
20
При одновременной обработке двух деталей (фиг.5г) манипулятор обслуживает сразу две основные единицы технологического оборудования. В начале цикла две руки вьщвинуты к накопителям, а в схватах находятся заготовки. После втягивания рук, они разворачиваются по часовой стрелке на некоторьш угол, вьщвигаются, подают .заготовки на рабочую позицию и втягиваются. По команде с устройства программного управления робота заготовки одновременно проходят обработку. По окончании обработки обе руки захватывают обработанные детали, поворачиваются на следующий угол, выдвигаются и укладывают детали в тару. Далее следует разворот в исходную позицию и цикл повторяется снова.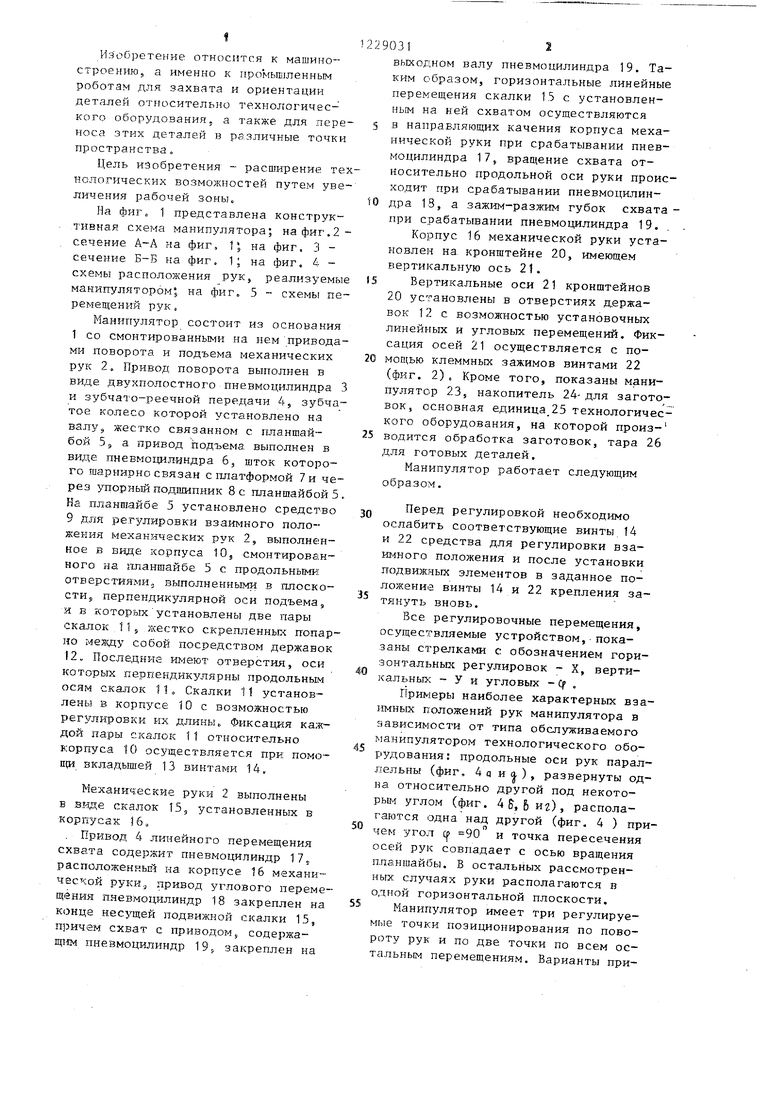
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный технологический комплекс для прессования изделий из порошков | 1991 |
|
SU1801048A3 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Роботизированный технологический комплекс прессования изделий из таблетированных пресс-материалов | 1988 |
|
SU1512785A1 |
| Манипулятор | 1984 |
|
SU1202861A1 |
| Роботизированная линия для многопереходной штамповки | 1986 |
|
SU1450897A1 |

а
б- б
Фиг.З
Фи.ч
fS
-15
ге
2if
25
Фиг.
Составитель А, Ширяева Редактор Н.ТупицаТехред В.КадарКорректор А. Ференц
Заказ 2405/12 Тираж 1031Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производетвекно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Промьппленный фобот MUU JUNIOR | |||
| Проспект шведской фирмы Electrotux, 1976. |
