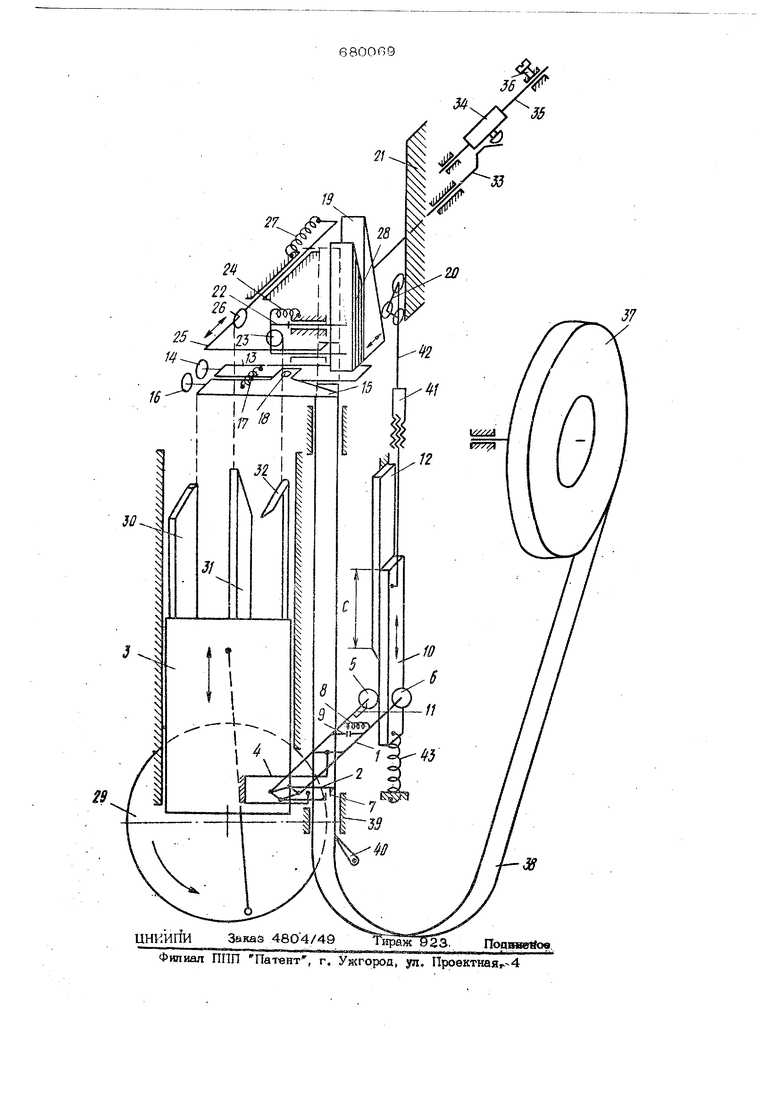
Изобретение относится к технологическому оборудованию для изг товления маг нитопроводов и может быть использовано в злектротехническрй промышленности. Известен станок для полуавтоматического изготовления П-образных пакетов трансформаторного железа, содержащее узел отмера длины ленты, механизм подачи ле,нты, узел отрезки ленты, механизм для набора пластин и привод l. Однако, недостатком извес1ного устро ства является то, что оно не годится для изготовления магнитопроводов из тонких лент, кроме того, набранный пакет не фиксируется, и после съема его с оправки рассьтается. Целью изобретения является повышени качества изготавливаемых изделий. Поставленная цель достигается тем, что механизм отмера вьшолнен в виде двух планок, расположенных со смещением друг относительно друга, одна из котсфых подвижна и подпружиненна к основанию, узел подачи ленты вьтолнен в ви- де двух пар рычагов, связанных между собой шарнирным параллелограммом, причем свободные концы одной пары рычагов несут ролики, контактирующие с планками, а свободные концы другой пары рычагов несут зажимные купачкн, а механизм для набора пластин содержит установленные на общем основании копир и прижим d фиксаторами , контактирующими с рабочей поверхностью копира и связанные с приводом, а копир через систему роликов связан с подвижной планкой. Сущность ийобретения поясняется чертежом, на котором приведена схема устройства для пакетирования пластин магнитопроводов. Устройство состоит из узла подачи ленты, представляющего собой систему рычагов 1 и 2, укрепленных на ползуне 3 посредством кронштейна 4. На конце рычагов 1 укреплены ролики 5 и 6, на конце рычагов 2 зажимные кулачки 7. Пружина 8 стягивает рычаги 1, а упор 9 фиксирует расстояние между роликами 5 и 6, Которое должно быть болыие толщины под вижной планки 1О. Ось 5 соединена с ры чагом шарниром в опорной вилке 11. При движении вверх ось ролика 5 остается в горизонтальном положении ( ход), т.е. катится по плоскости неподЕшжной планки 12, при движении вниз (холостой ход) ролик 5 откидьгеается вместе с осью в вертикальное положение и скользит по ребру неподвижной планки 12 до ее конУзел отрезки ленты состоит из неподзижиого ножа 13,.опорного ролика 14, подвижного ножа 15 с роликом 16, возвратной пружины 17. Подвижный нож 15 укреплен на неподвижном 13 посредством оси -18. Механизм для набора пластин -Состоит из подвижного копира It9, по наклонной плоскости которого перемещается система из трех, жестко скрепленных роли ков 2О, рпирагацихся на неподвижную стой ку 21. Перемещение копира вперед ограничивают фиксаторы 22, на которых укреп лен ролик 23. Пружина 24 служит для воз врата фиксаторов в исходное положение. Прижим 25 с роликом 26 и возвратной пружиной 27 предназначен для укладки отрезанных пластин 28 между.фиксаторами 22 и вертикальной плоскостью копира 19. Узел привода состоит из кривошипного механизма 29, предназначенного для воз-; вратно-поступательного перемещения ползуна 3, на котором жестко укреплены кли новидные стойки ЗО,31.,32, причем головка стойки 32 укреплена на оси. При воевратном движении ползуна она откидьта- ется вверх. Фиксация размера пакета пластин осуществляется с помоп ью направляющей 33, которая жестко соединена с копиром 19, микровыключателя 34, укрепленного на подвижной лицейке 35 и винта 36, фиксирующего положение микровыключателя 34, согласно задаваемой толщины пакета 28. Наладку устройства производят в еле- дукацем порядке: с узла установки рулона 37 ленту 38 прокладывают по направляющим 39 К1ежду кулачками 7, в узел отрезки пластин, на уровень с неподвижным ножом 13. Собачка 4О препятствует выпадению ленты вниз из направляющих 39. Посредством гайки 41 и штока 42, соединяющего систему роликов 20 с подвижной планкой 10, устанавливают размер С, т.е. размер взаимного перекрытия подвижной плйнки 1О н неподвижной - 12, определяющей длину первой (нанменг шей) , пластины пакета 28. Плотность укладки пластин в пакето регулируют силой натяжения пружины 43. При вращении кривошипа 29 ползун 3, с узлом подачи ленты, перемещается вверх. В зоне С, где подвижная планка 10 перекрьхвает неподвижную - 12, расстоя1ше между роликами 5 и 6 увеличивается. движение передается на кулачки 7, которые схватьгоают ленту и перемещают ее вверх до конца зоны С. За зоной С ролики 5 и 6 сближаются, а кулачки 7 расходятся, освобождая ленту. Но ползун. 3 продолжает движение вверх. Клиновидная стойка 30 входит между роликами 14 и 16, подвижный нож 15 вращаясь на оси 18 отрезает пластину. В то же время, клиновидная стойка 31, действуя через ролик 26 на приж1гм 25, перемещает отрезанную пластину к вертикальной плоскости копира 19. Одновременно стойка 32, действуя на ролик 23, оттягивает фиксаторы 22. Когда прижим 25 подводит отрезанную пластину к пакету 28, фиксаторы 22 оттянуты полностью. Прижим 25 укладьгоает пластину в пакет 28 и перемещает его вместе с копиром 19 на 2-3 мм за фиксаторы 22, которые в этот момент освобождены от действия клиновой стойки 32 и под действием пружины 24 возвращаются в исходное положение. При опускании ползуна ролик 23 попадает под головку стойки 32, откидывает ее вверх и стойка 32 проходит, не изменяя положение фиксатора 22. Под действием пружин 17 и 27 подвижной нож 15 и прижим 25 возвращаются в .исходное положение. Кулачки 7 при этом остаются разжатыми, так как ролик 5 проходит выше неподвижной планки 12, а при опускании попадает на ее ребро и в откинутом положении скользит по нему до ее ко1ща. Затем падает и вместе с роликом 6 вновь охватьгоает подвижную планку. По мере увеличения толщины пакета пластин 28 выше поднимается система роликов 20, а, следовательно, и связанная с ними подвижная планка 1О, Увеличение С, т. е. взаимного перекрытия планок 1О и 12, сопровождается увеличе1шем длины отрезаемых пластин. Когда толщина пакета 28 достигнет заданного размера, шток 33 нажимает на микровыключа- тель 34, который отключает устройство. Нарезанный пакет снимают, а устройство вновь включают. Устройство универсально, оно обеспечивает Правильную геометрию пакета независимо от толщины ленты. Устройство нарезает пластины, укладывдет их и точно фиксирует заданный разме{. пакета, что позволяет освободить оператора от контроля толщины пакета и экономить м териал за счет устранения подгонки, которую обычно произвопят за счет выбрасьгаания лшиних пластин. Наладка устройства проста, требует только установки перекрытия подвижной планки с неподви шой на размер наимень шей пластины в нарезаемом пакете. Формула изобретения Устройство дпя пакетирования пластин магнитопровоцов, содержащее узел отмер олины ленты, механизм подачи ленты, узел отрезки ленты, механизм для набора пластин и привод, отличающеес я тем, что, с целью повышения качества изготавливаемых изделий, механизм отмер длины пластин вьтолнен в виде двух планок, расположенных со смешением друг относительно друга, одна из которых подвижна и подпружинена к основанию, узел подачи ленты вьгпопнен в виде двух пар рычагов, связанных между собой. и арнирным параллелоргаммом, причем свободные концы одной пары рычагов несут ролики, контактирующие с планками, а свободнью концы другой пары рычагов несут зажимные Кулачки, а механизм для набора пластин содержит установленные на общем основании копир и прижим с фиксаторами, контактирующими с рабочей поверхностью копира и связанные с приводом, а копир через систему роликов связан с подвижной планкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 112802, кл. Н 01 F 41/02, 1957.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для изготовления секций рулонных электролитических конденсаторов с выводами | 1986 |
|
SU1370674A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Устройство для соединения концов обвязочного материала | 1982 |
|
SU1076359A1 |
| Автомат для мерной резки проводови зАчиСТКи иХ КОНцОВ OT изОляции | 1978 |
|
SU796971A1 |
| Машина для обандероливания штучных предметов | 1985 |
|
SU1369991A1 |