щей вел,ичп.н заданной объемной дозы рас плава материала, по (велнчина,м давления пластикации и скорости пластикации определяют -величину минимального лути торможения червяка, а начало торможения чарзяка осуществляют в момент времени достижения червяком координаты, меньщей у-казанной лредварительяо заданной на величину минимального пути торможения чер|ВЯка.
При этом торможение червяка можно ос щесгвлять путем снижения скорости его перемещения на указаяно м минимальном .путл торможения червяка по параболической за жсимости от величины его перемещгния.
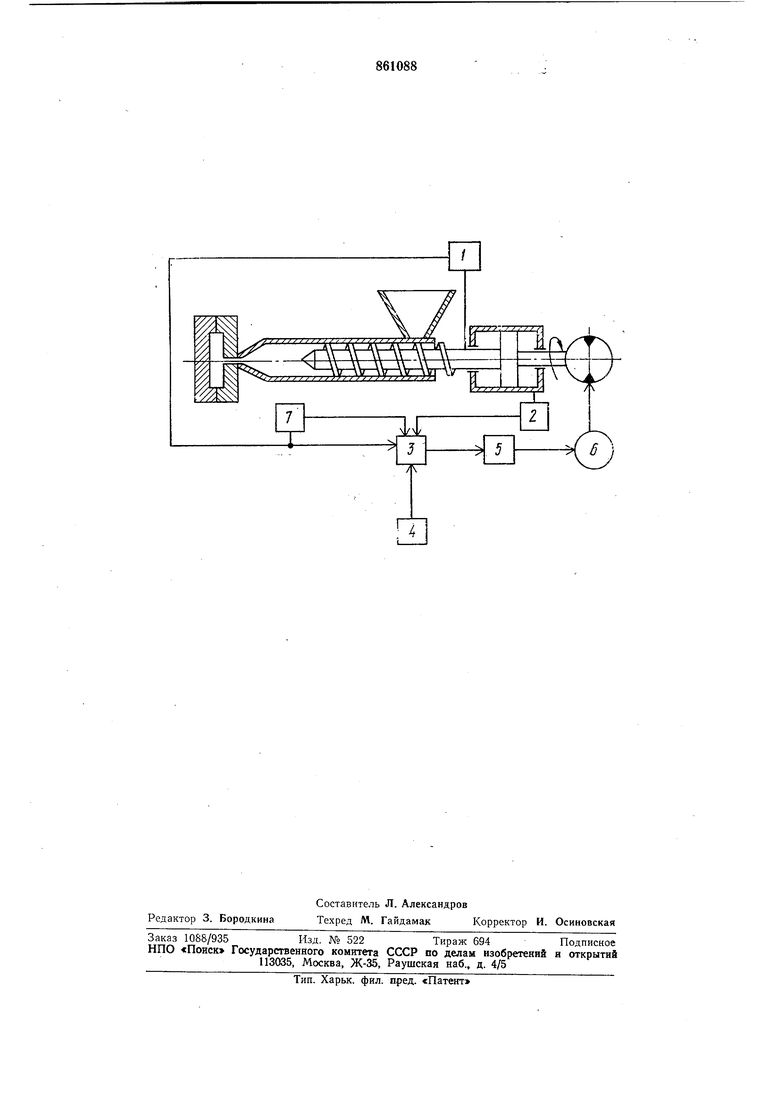
На чертеже изображена блок-схема устройства для реализации .предлагаемого способа.
Устройство содержит датчик / перемещения червяка, датчик 2 давления пласти.кации, логический блок 3, блок 4 задания, функциональный преобразователь 5, регулятор 6 скорости чер|ВЯ.ка и блок 7 дифференцирования.
Сигнал датчика /, П|ропорц:ио.нальиый текущей координатечервяка, поступает на Первый Б.ход -блоа а , «а второй в.од которого поступает сигнал, пропорциональный заданной .координате остадовки червяка от блока 4. Сигнал датчика J также на з.ход блока 7, . выходе которого фор мирует ся сигнал, пропорциональный скорости аксиального пе(ремещеиия чертвяка. Выход блока 7 поступает на третий вход блока 3, на четвертый вход которого поступает СНГ-нал от датчика 2. Таким образом, иа входы бло-ка 3 поступают сигналы, соответствующие .заданному и действительному пути червяка при пластржадии, и сигналы, П:ропорцио.нальНЫе давлению пластикаадпч и скорости а.ксиального иере.мещения червяка при пластикащии.
Функция блока 3 заключается IB том, чтобы найти iiio известным .мате.ма-тическим зависимостям, И:сходя из реализуемых давления пластикации и скорости аксиального яаретйещения червяка, минимально возможный путь торможения червяка, определить пластика Ц|ионный путь червяка посредством вьрчитанця найденного пути торможения червяка из полного пути, заданного блоко.м 4, и при со1впадении сигнала с датчика / с найденным пластикационным путем выработать командный сигнал на начало торможения чер1вя.ка. Этот сигнал inocTyггает на ЕХОД 1Преобра.зователя 5, вырабатывающего форму параболической кривой изменения скорости червяка в функции найденного блоком 5 пути торможения. Выход преобразователя 5 связан со вхо.дом регулятора 6, осуществляющего изменение скорости червяка по кривой, выработанной преобразО|вателем 5, посредствоим воздействия на :исиолнительиые механизмы.
Реализация предлагаемого способа обеспечивает минимизацию времени пла(Стикацин расплава :в каждо м конкретном цикле л-нтья в функции реализуемых технологических параметров и стабильную подroTOiBKy к впрыску требуемой объемной дозы пластощируемого расплава.
Экспериментальная проверк.а предлагаемого способа на литьевой мащине с объвмо1М впрыска 63 см показала, что вре:мя пластикации может быть сокращено с 6,8 до 5Д с. При этом торможение осуществлялось в течение 0,2 с, а разброс коо.рдинаты остановки червяка после пластикации находился в пределах ± 0,08 мм по отношению к заданной координате.
Формула и 3 о б .р е т е .н и я
1.Способ автоматического управления процессом пластикащии .при литье под давлением изделий из пластмасс, заключающийся в снижении скорости червяка в соответствии с предварительно .заданной пропрам1мой при подходе червяка к координате, определяющей величину заданной объемЕЮЙ дозы расплава .материала, отл и ч аЮ щ и и с я тем, что, с целью повышения п.ро яз;водительности процесса, .по .вел.ичннам давления пласти кации и скорости пластикации определяют величину мииимальноло пути торможения червяка, а начало торможения чер|Вяка осуществляют в момент времен1И достижвния червяком координаты, меньшей указанной предварительно задан1юй на вели1Ч.ину .минимального пути торможения червяка.
2.Слособ 1ПО п. 1, о т л и ч а ю щ и йен тем, что торможение че,рвяка осуществляют путем снижения скорости его перемещения на указанном минимальном пути торможения червяка по .параболической зависимости от величины его перемещения.
Источники .р1ма,ции, принятые во 1зн;иман1ие при экспертизе:
1.Калинчев Э. Л. Техно.логические основь автоматического, управления л.итьеВЫ.МИ процессами ири переработке пластмасс. (М., НИИТЭИ, 1973, с. 5-20.
2.Патент Ш.вейдарии № .555738 кл. В 29 F 1/06, опублик. 1973, прототип.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1979 |
|
SU865671A1 |
| Способ автоматического управления пластикацией при литье пластмасс под давлением | 1985 |
|
SU1397297A1 |
| Устройство для регулирования процессалиТья издЕлий из плАСТМАСС | 1979 |
|
SU804494A1 |
| Устройство для автоматическогоупРАВлЕНия лиТьЕВОй МАшиНОй | 1979 |
|
SU844357A1 |
| Способ автоматического регулирования процесса литья пластмасс под давлением | 1979 |
|
SU861089A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1984 |
|
SU1206119A1 |
| Устройство управления литьевой машиной | 1981 |
|
SU994279A1 |
| Способ автоматического управления процессом литья изделий из пластмасс | 1978 |
|
SU751458A1 |
| Способ автоматического управления процессом пластикации при изготовлении изделий из пластмасс методом литья под давлением | 1980 |
|
SU937201A1 |
| Устройство для управления процессом литья изделий из пластмасс под давлением | 1980 |
|
SU891463A1 |