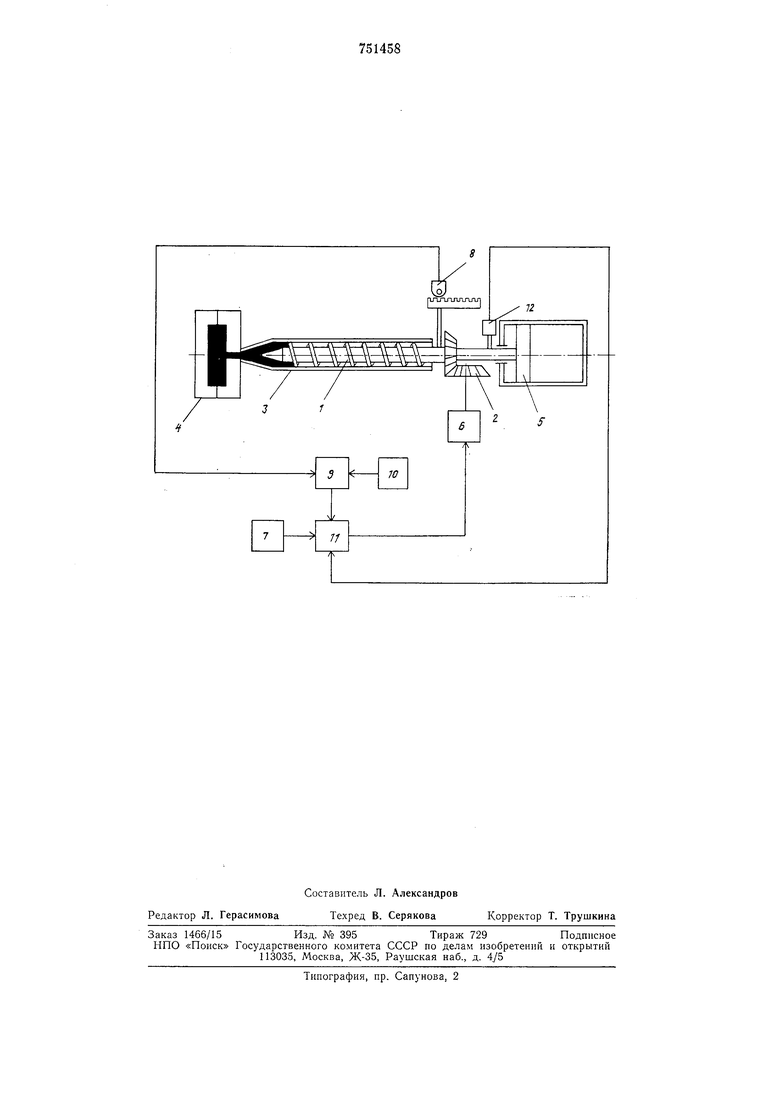
средством привода 2. При этом расплав нластмассы сканлнвается в передпей части материального цнлнндра 3 и отодвигает червяк от сопла. Пластификация осуодествляется до достижеиня червяком задапиого положеиия, ири котором объем накоплеииого иеред червяком расилава пластмассы ориеитировочно соответствует объему отливаемого изделия. После окончания всех нодготовнтельны.х операций (закрытие формы, подвод механизма внрыска и др.) поступает команда на впрыск расплава пластмассы в иолость формы 4. Впрыск осуществляется ирн одновременном вращательном н аксиальном перемещеиии червяка под действием привода 2 вращеиня и привода 5 липейного перемещения, представляющего собой гндроцилиидр. Скорость линейного перемещения червяка регулируется настройкой гидравлических аииаратов, а скорость вращения червяка регулируется регулятором 6. При впрыске расилава в первом цикле литья скорость вращения червяка задается задатчиком 7. Датчик 8 лииейиого неремещеиия червяка вырабатывает сигиал, нроиорциоиальцый текущей координате червяка во время впрыска. Этот сигиал иостунает в блок сравнения 9, где сравнивается с сигналом, пропорцноиальным заданной величине иодущки расилава, иостуиающнм в блок сравиеиия 9 от задатчика 10. Блок сравиения 9 вырабатывает сигнал рассогласования, знак и величина которого соответствует знаку и величине разности между сигналами, иостуиающими от датчика 8 н лннеГгного перемещения и от задатчнка 10. Таким образом, если к моменту окончаиия впрыска червяк перешел за заданную коордннату подущки, то на выходе блока сравиепня 9 появится положительный сигнал, пропорциональный велнчине перехода. В случае недохода до заданной координаты подущки на ту же величину, а на выходе блока сравнения 9 появится отрицательный сигиал, нропорцноиальный велнчиие иедохода. Сигнал рассогласования от блока сравнения 9 поступает в блок коррекции 11, который при необходимости коррекции скорости вращения червяка, т. е. ири наличии рассогласования между текущей и заданной координатами червяка в момент окончания оиерации вирыска, корректирует скорость вращення червяка, реализованную в предыдущем цикле литья. Реализуемая скорость вращения червяка при впрыске контролируется датчиком 12, вырабатывающим сигнал, цропорциоиальиый скоростн вращення червяка. Сигиал датчика 12 ноступает на вход блока коррекции 11, который исиользует его значение для выработки сигиала коррекции. Таким образом, по сигналу рассогласования между заданной и действительной величинами подушки в предыдущем цикле корректируется скорость вращения червяка, реализуемая в последующем цикле литья. Эксиериментальная ироверка нредлагаемого способа автоматического регулнровання объемной дозы расплава ири изготовлении изделий объемом 3980 см из иолистирола марки УПП иоказала, что нри впрыске расилава в форму червяком, вращающимся со скоростью 100 об/мнн, рассогласование между действительной и заданной координатами червяка в момент окоичания вирыска составляло +2,34 мм, что. приводило к налнчию усадочных раковин и изделии. Увеличеиие скорости вращения червяка до 115 об/мин иозво.чнло уменьщить величину рассогласовання до -{-0,Q7 мм, обесиечить иолное заиолиенне формы н комненсировать термическую усадку материала в изделии. Иснользоваине предлагаемого изобретения может обеспечить получеиие качественных изделий при максимальном использоваии 1 номинального объема материального цилиндра, что позволяет отливать на каждом типоразмере литьевой машины изде.чия с более широким днапс/гоном объемов. Формула изобретен и я Способ автоматического управления процессом литья изделий из пластмасс под давлеиием путем сравнительиого контроля координат червяка литьевой машины в момент окончання операции вирыска пластмассы в иолость формы, отличающийся тем, что, с целью иовышеипя точности стабилизации качества отливаемых изделий, определяют величину и зпак рассогласоваиия между задаииой и текущей координатами червяка в момент окончания операцнн вирыска, и в зависимости от указанных величии корректируют скорость вращения червяка ири впрыске в последующем цикле литья. Источники информации, принятые во вииманне ири экспертизе 1. Патент США 3822057, кл. 259-191, опубл. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоупРАВлЕНия лиТьЕВОй МАшиНОй | 1979 |
|
SU844357A1 |
| Способ автоматического управления стадией формования при литье под давлением изделий из пластмасс | 1983 |
|
SU1140994A1 |
| Способ автоматического управления процессом литья под давлением изделий из пластмасс | 1986 |
|
SU1357247A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1979 |
|
SU865671A1 |
| Способ автоматического регулирования процесса литья пластмасс под давлением | 1979 |
|
SU861089A1 |
| Способ автоматического регулирования объемной дозы расплава при литье под давлением изделий из пластмасс | 1984 |
|
SU1206119A1 |
| Способ автоматического управления процессом литья изделий из пластмасс под давлением | 1981 |
|
SU960035A1 |
| Способ автоматического регулирования стадии заполнения расплавом полости формы при литье под давлением прецизионных изделий из пластмасс | 1979 |
|
SU861087A1 |
| Устройство для регулирования процессалиТья издЕлий из плАСТМАСС | 1979 |
|
SU804494A1 |
| Способ автоматического управления процессом пластикации при литье под давлением изделий из пластмасс | 1982 |
|
SU1054087A1 |