(54) УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАВИВКИ СПИРАЛИ ШНЕКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Устройство к токарному станку для навивки спирали шнека | 1972 |
|
SU438474A1 |
| Приспособление для навивки спиралей | 1986 |
|
SU1388144A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Устройство для непрерывной навивки спиралей шнеков | 1988 |
|
SU1563807A1 |
| Способ изготовления спиральных элементов из профилированного прутка быстрорежущей стали и устройство для его осуществления | 1983 |
|
SU1107928A1 |
| Устройство для изготовления спиралей шнеков | 1976 |
|
SU766721A1 |
| Способ получения спиралей шнеков | 1976 |
|
SU662220A1 |
| Устройство для изготовления спирального оребрения трубы и размещения его в направляющих | 1985 |
|
SU1299654A1 |
| Устройство для производства магнитопроволочных спиралей | 2021 |
|
RU2780324C1 |
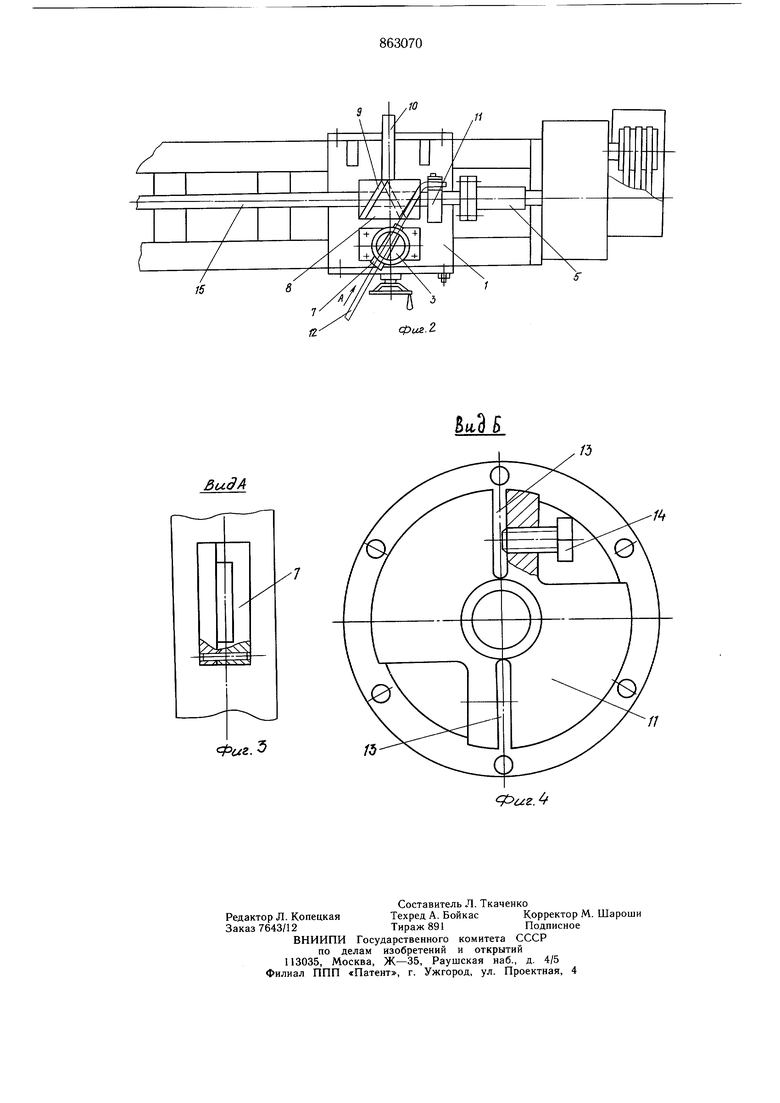
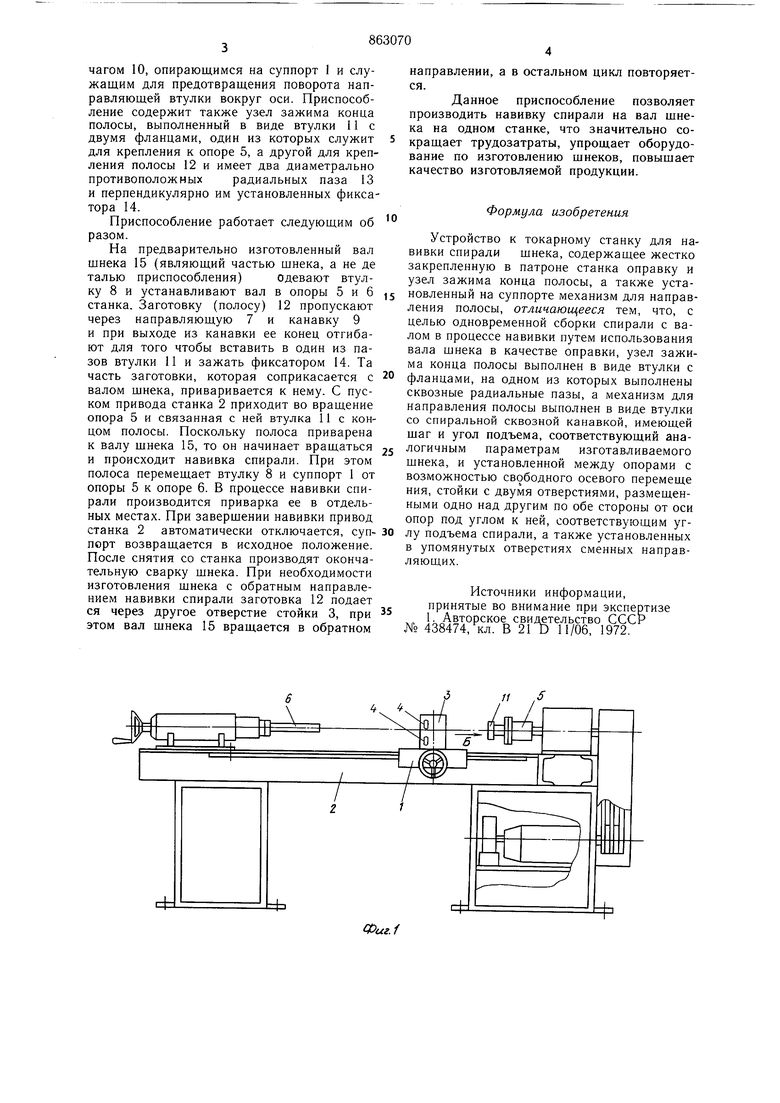
Изобретение относится к обработке металлов давлением, в частности к оснастке для навивки полосы на оправку. Известно устройство к токарному станку для навивки спирали шнека из полосы, со держащее установленную в опорах станка вращающуюся оправку с узлом зажима конца полосы и установленный на суппорте направляющей полосу механизм 1. Однако на известном устройстве нельзя осуществлять сборку навиваемой спирали с валом шнека. Цель изобретения - одновременная сборка спирали с валом в процессе навивки путем использования вала шнека в качестве оправки. Поставленная цель достигается тем, что в устройстве к токарному станку для навивки спирали щнека из полосы, содержащем установленную в опорах станка вращающуюся оправку и узел зажима конца полосы, а также установленный на суппорте механизм для направления полосы узел зажима конца полосы выполнен в виде втулки с фланца ми, на одном из которых выполнены сквозные радиальные пазы, а механизм для направления полосы выполнен в виде втулки со спиральной сквозной канавкой, имеющей шаг и угол подъема, соответствующий аналогичным параметрам изготавливаемого шнека, и установленной между опорами с возможностью свободного осевого перемеще ния, стойки с двумя отверстиями, размещенными одно над другим по обе стороны от оси опор оси которых выполнены под углом к оси опор, соответствующим углу подъема спирали, а также размещенных в этих отверстиях сменных направляющих. На фиг. 1 изображен станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 1. Приспособление содержит установленный на суппорте 1 токарного станка 2 механизм для направления полосы, содержащий полую стойку 3 с отверстиями 4, размещенными по обе стороньг от оси опор 5 и 6, наклонных к ней под углом подъема спирали. В отверстиях, имеющих в плане клиновую форму, установлены сменные направляющие 7. Механизм для направления полосы содержит также втулку 8 со спиральной сквозной канавкой 9, имеющей шаг и угол подъема, соответствующий аналогичным параметрам изготавливаемого щнека, и с рычагом 10, опирающимся на суппорт 1 и служащим для предотвращения поворота направляющей втулки вокруг оси. Приспособление содержит также узел зажима конца полосы, выполненный в виде втулки 11 с двумя фланцами, один из которых служит для крепления к опоре 5, а другой для крепления полосы 12 и имеет два диаметрально противоположных радиальных паза 13 и перпендикулярно им установленных фиксатора 14. Приспособление работает следующим об разом. На предварительно изготовленный вал щнека 15 (являющий частью щнека, а не де талью приспособления)одевают втулку 8 и устанавливают вал в опоры 5 и 6 станка. Заготовку (полосу) 12 пропускают через направляющую 7 и канавку 9 и при выходе из канавки ее конец отгибают для того чтобы вставить в один из пазов втулки 11 и зажать фиксатором 14. Та часть заготовки, которая соприкасается с валом шнека, приваривается к нему. С пуском привода станка 2 приходит во вращение опора 5 и связанная с ней втулка 11 с концом полосы. Поскольку полоса приварена к валу шнека 15, то он начинает вращаться и происходит навивка спирали. При этом полоса перемещает втулку 8 и суппорт 1 от опоры 5 к опоре 6. В процессе навивки спирали производится приварка ее в отдельных местах. При завершении навивки привод станка 2 автоматически отключается, суппорт возвращается в исходное положение. После снятия со станка производят окончательную сварку шнека. При необходимости изготовления шнека с обратным направлением навивки спирали заготовка 12 подает ся через другое отверстие стойки 3, при этом вал шнека 15 вращается в обратном Я направлении, а в остальном цикл повторяется. Данное приспособление позволяет производить навивку спирали на вал шнека на одном станке, что значительно сокрашает трудозатраты, упрощает оборудование по изготовлению шнеков, повышает качество изготовляемой продукции. Формула изобретения Устройство к токарному станку для навивки спирали шнека, содержащее жестко закрепленную в патроне станка оправку и узел зажима конца полосы, а также установленный на суппорте механизм для направления полосы, отличающееся тем, что, с целью одновременной сборки спирали с валом в процессе навивки путем использования вала шнека в качестве оправки, узел зажима конца полосы выполнен в виде втулки с фланцами, на одном из которых выполнены сквозные радиальные пазы, а механизм для направления полосы выполнен в виде втулки со спиральной сквозной канавкой, имеющей шаг и угол подъема, соответствующий аналогичным параметрам изготавливаемого шнека, и установленной между опорами с возможностью свободного осевого перемеще ния, стойки с двумя отверстиями, размещенными одно над другим по обе стороны от оси опор под углом к ней, соответствующим углу подъема спирали, а также установленных в упомянутых отверстиях сменных направляющих. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 438474, кл. В 21 D 11/06, 1972. ,
ВидА
/7
X
Фиг. 5
ВмЦ
/
Я
Фиг.
