Изобретение относится к металлургии и может быть использовано при производстве слитков для прокатки толстых листов и плит, прежде всего на станах, не имеющих в своем составе вертикальной клети.
Цель изобретения - получение раската, близкого к прямоугольной форме, путем исключения разноширинности.
В листовом слитке на поверхностях, противоположных широких граней вдоль вертикальной оси слитка, расположены выступы и впадины, причем выступу на одной из граней симметрична относительно вертикальной продольной плоскости симметрии впадина на противоположной грани, и величина выступов и впадин монотонно уменьшается в сторону широкой части слитка. Кроме того, величина выступов и впадин сходит на нет к центральной части слитка.
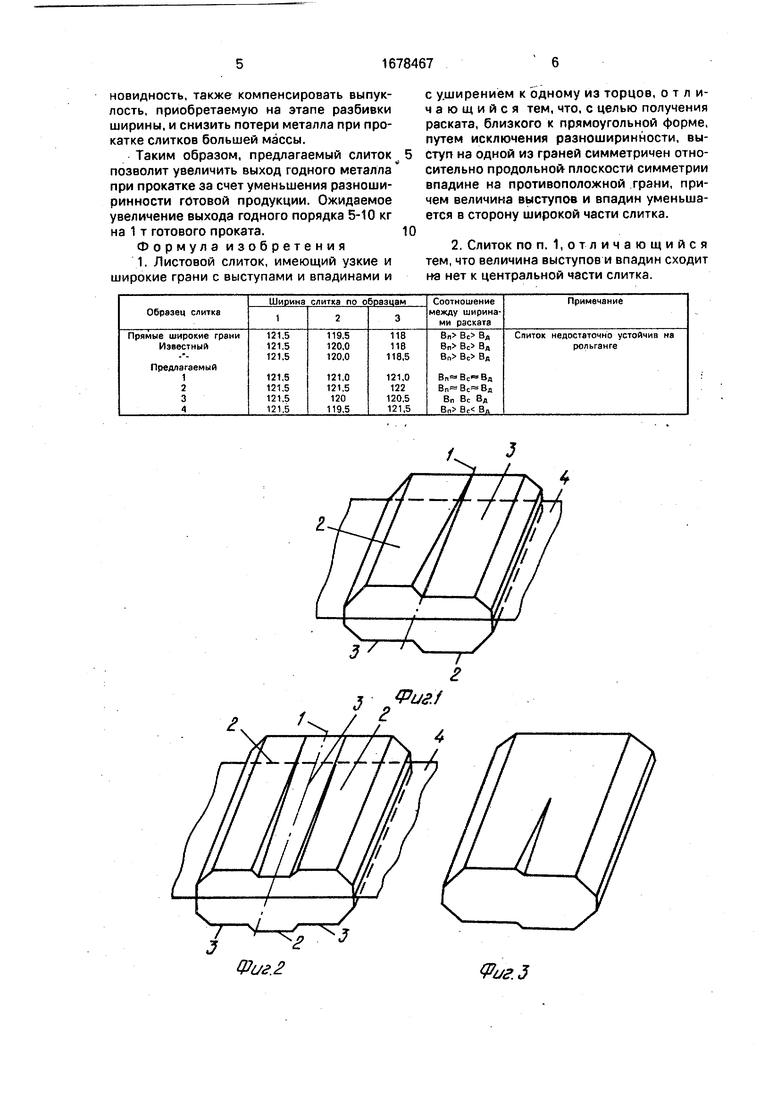
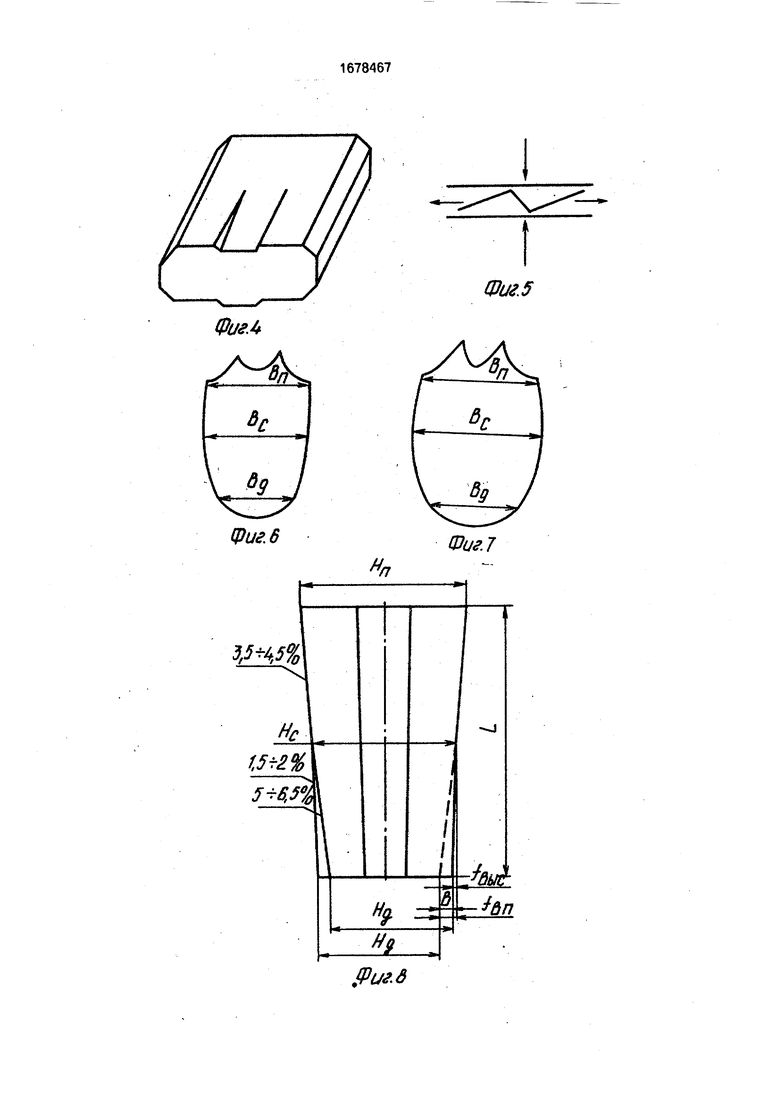
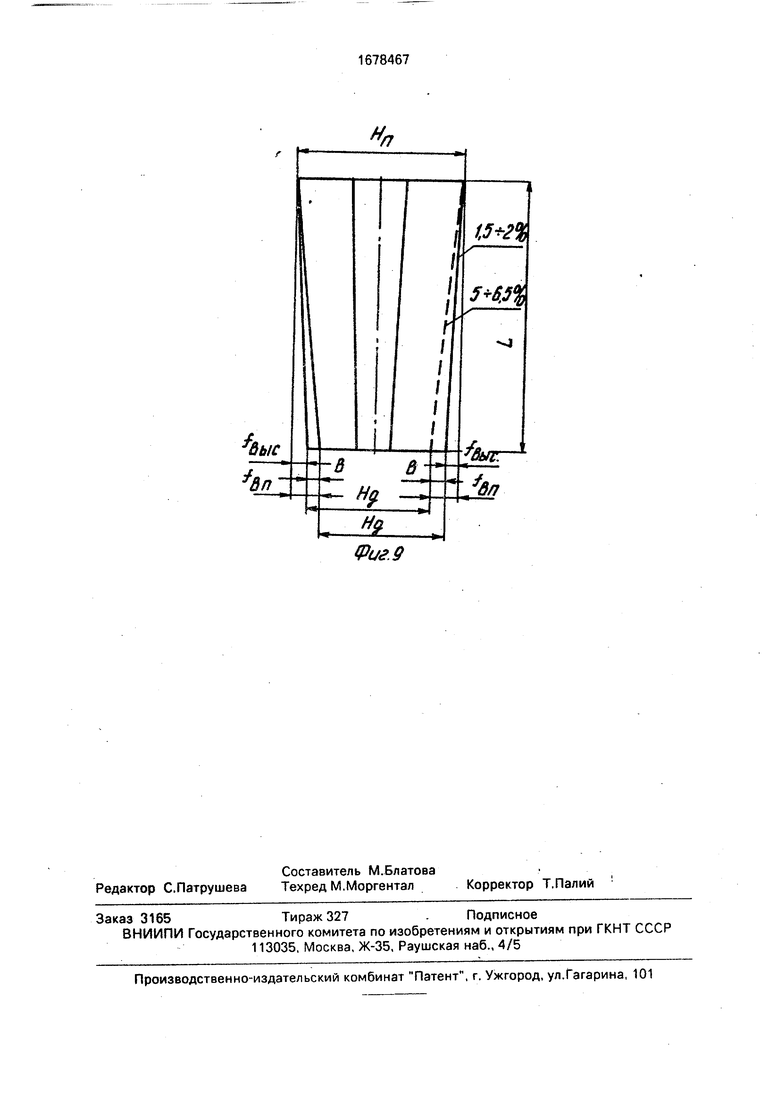
На фиг. 1 и 2 изображен слиток, общий вид,, варианты, у которого величина выступов и впадин сходит на нет к прибыльной части слитка; на фиг.З и 4 - слиток с выступами и впадинами, сходящими на нет к центральной части слитка (показано только тело слитка без прибыли и кюмпеля); на фиг.5 - схема уширения узкой части тела слитка при прокатке; на фиг.6 и 7 - лист в плане прокатанного, соответственно из слитков массой до 10 т и более 10 т; на фиг.8 - слиток по варианту фиг.З, вид сбоку; на фиг.9 - то же, по варианту на фиг.1.
На поверхности противоположных широких граней слитка вдоль вертикальной оси 1 расположены-еыступы 2 и впадины 3, выступы и впадины на противоположных
О
|
00 4 О VI
гранях симметричны относительно вертикальной продольной плоскости симметрии слитка 4, их величина монотонно уменьшается в сторону широкой прибыльной части слитка (фиг. 1-4) и сходит на нет в централь- ной части слитка (фиг.4, 3).
При прокатке сложенная гармошкой узкая часть слитка получает преимущественное уширение (фиг.5), что позволяет вариантами 1 и 2 снизить клиновидность на листах (фиг.6), прокатанных из слитков массой до 10 т, а вариантами 3,4 дополнительно компенсировать бочкообразность листа (фиг.7), прокатанного из слитков большей массы.
Выступы формируются уменьшением конусности широкой грани слитка с 3,5- 4,5% до 1,5-2%, а впадины-увеличением до 5-6,5% (фиг.8, 9).
Слиток опробован в лабораторных уело- виях на свинцовых образцах. Масштаб моделирования - 1:20. Изготовлено 7 образцов, моделирующих слиток массой 40 т с одинаковой формой узкой грани: трапецеидальной. Толщина моделей слитков в прибыльной части Нп 45 мм, ширина мм, высота MM.e
Первые три образца моделировали слиток с прямыми широкими гранями. Конусность моделей выбиралась на основании анализа опыта прокатки листовых слитков на станах страны: по ширине - минимальная из условия извлечения слитка из изложницы « 1,5%, а по толщине «4%. Таким образом, ширина моделей в донной части составила
BA Bn-Lx 0,015 120-140x0,015 118 мм, а толщина
Нд Нп - L х 0.04 45- 140x0,04 39 мм.
Конфигурация поверхности широкой грани в слитках по предлагаемому решению рассчитывалась следующим образом. Конусность широкой грани (по толщине слитка) по выступам выбиралась минимальной - 1,5%. Перепад толщины на одну сторону составил
,LX 0.015 140X0.015 ш
Твыс 55
Толщина слитка в донной части, как и а контрольных образцах, мм. Таким образом, перепад толщины на противоположной стороне, соответствующей впадине, составил
fen Нп - 1выс - Нд 45 -1 - 39 5 мм.
Величина выступов и впадин в слитках по вариантам 4 и 5 составила в узкой части
В fen - fвые 5 -1 4 мм
и постепенно сводилась на нет к прибыльной части.
Для слитков по вариантам 6 и7 конусность широкой грани в верхней части равнялась 4%. Толщина в середине модели составила
н-н 1X0,04 - Мс- пп 2
,45- -42мм.
Затем грань имела перегиб: для выступов конусность составляла 1,5%
febic-
LX 0,015 2 Х2
140 X 0.015 ft 2 2 0-5ммfen Не - febic Нд -
42 - 0,5 - 39 2,5 мм
(
В fen - tune 2,5 - 0,5 2 мм
Слитки прокатывались по продольной схеме, моделировался этап протяжки. После прокатки до толщины 38 мм замерялась
ширина раската. Данные приведены в таблице.
Для первых трех образцов характерна клиновидность (Вп Вс Вд), приводящая к дополнительным потерям металла. На обраэцах с выступами и впадинами по всей длине широкой грани клиновидность практически полностью устранялась ( Вс Вд) (варианты 4, 5). При прокатке слитков массой до 10 т это позволяет получить раскат, близкий к прямоугольному, и снизить потери металла. На образцах с выступами и впадинами, сходящими на нет к центральной части слитка, ширина раската
по центру была минимальной (выарианты 6, 7). Это позволит, полностью устранив клиновидность, также компенсировать выпуклость, приобретаемую на этапе разбивки ширины, и снизить потери металла при прокатке слитков большей массы.
Таким образом, предлагаемый слиток позволит увеличить выход годного металла при прокатке за счет уменьшения разноши- ринности готовой продукции. Ожидаемое увеличение выхода годного порядка 5-10 кг на 1 т готового проката.
Формула изобретения 1. Листовой слиток, имеющий узкие и широкие грани с выступами и впадинами и
0
с уширением к одному из торцов, отличающийся тем, что, с целью получения раската, близкого к прямоугольной форме, путем исключения разноширинности, выступ на одной из граней симметричен относительно продольной- плоскости симметрии впадине на противоположной грани, причем величина выступов и впадин уменьшается в сторону широкой части слитка.
2. Слиток по п. 1,отличающийся тем, что величина выступов и впадин сходит не нет к центральной части слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовой слиток | 1990 |
|
SU1720785A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Слиток | 1979 |
|
SU863150A1 |
| Способ прокатки толстых листов из слитков | 1988 |
|
SU1577895A1 |
| Способ производства толстых листов | 1988 |
|
SU1519801A1 |
| Способ прокатки заготовок с исходной конусностью | 1988 |
|
SU1563795A1 |
| Способ прокатки толстых листов из слитков | 1988 |
|
SU1519802A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ прокатки толстого листа из слитков и кузнечных заготовок | 1990 |
|
SU1736650A1 |
Изобретение относится к металлургии и может быть использовано при производстве слитков для прокатки плит и толстых листов, прежде всего на станах, не имеющих в своем составе вертикальной клети. Цель изобретения - получение раската, близкого к прямоугольной форме, путем исключения разноширинности. Для снижения потерь металла при прокатке, связанных с разно- ширинностью раската, на широких гранях слитка имеются выступы и впадины, выполненные вдоль вертикальной оси слитка, причем выступу на одной из широких граней симметрична относительно вертикальной продольной плоскости симметрии слитка впадина на противоположной грани, и величина выступов и впадин уменьшается в сторону широкой части слитка. Кроме того, величина выступов и впадин сходит на нет к центральной части слитка. 9 ил, 1 табл.
Фиг.З
ФигЛ
Фиг. 6
1,5+2% 5+6М
Фиг. 5
Фиг. Г
-/А/К- дп
Фиг. 9
| Слиток | 1979 |
|
SU863150A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Слиток для прокатки | 1981 |
|
SU948471A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
