1
Изобретение относится к порошкоЬой металлургии, в частности к прессформам для прессования метсьллических порошков.,
Известна пресс-форма для прессования металлических порошков, включающая обойму, матрицу, верхний и нижний пуансоны и опорную плиту. При этом матрица установлена в обойме с возможностью осевого перемещения t4
Недостаток этой пресс-формы неоднородность распределения пористости по сечению спрессованной заготовки, что обусловлено наличием трения порошка о стенки матрицы.
Наиболее близкой по технической сущности и достигаег ому эффекту к предлагаемой является пресс-форма для прессования метси1лических1 -..порошков, включающая матрицу с рабочей полостью, верхний и нижний пуансоны, опорную плиту и направляющие стойки. При этом опорная плита связана с матрицей, направляющими стойКс1МИ и снабжена пружинами 2
Недостаток данной пресс-формы низкая плотность спрессованных заготовок, что обусловлено сопротивлением порошковых частиц, а также их
трением о стенки рабочей полости матрицы.
Цель изобретения - повышение плотности спрессованных заготовок.
Указанная цель достигается тем, что в пресс-фоЕ 4е для прессования металлических порошков, включающей матрицу с рабочей полостью, верхний и нижний пуансоны, опорную плиту и направляющие стойки, матрица выполнена с эксцентрично смещенными участками рабочей полости, образующими перепад по ее сечению, причем величина эксцентриситета составляет 15 2,5-10% от диаметра рабочей плоскости.
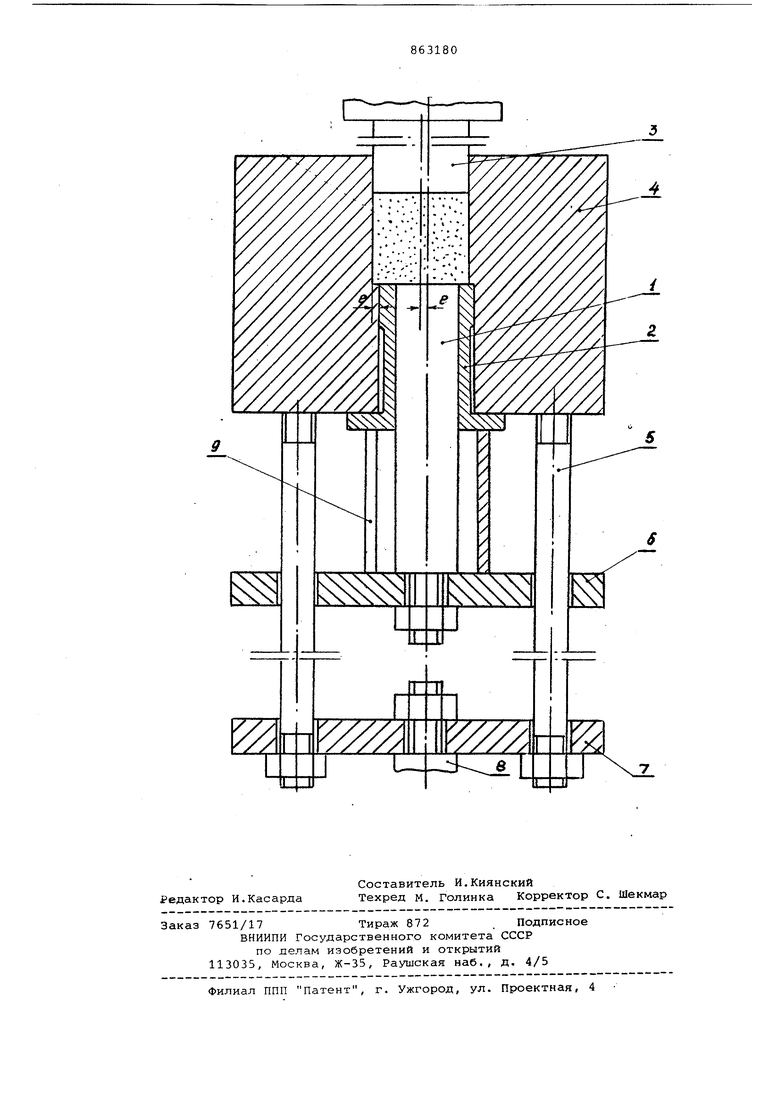
На чертеже показана схема прессформы .
Пресс-форма включает нижний пуансон, состоящий из внутренней цилиндрической части 1 и втулки 2, верхний пуансон 3, матрицу 4, выполненную с эксцентрично смещенными участками рабочей полости, образующими перепад по ее сечению, направляющие стойки 5, опорную плиту б, скрепляющую планку 7 с переходником 8 и упорную разрезную втулку 9. При этом величина эксцентриситета смещенных участков, обозначенная индексом е
составляет 2,5-10% от диаметра рабочей полости.
Пресс-форма работает следующим образом.
Металлический порошок загружают в нижнюю часть рабочей полости матрицы, а затем его подвергают прессованию за счет встречного перемещения нижнего пуансона .и матрицы, причем перемещение матрицы осуществляют путем передачи давления через верхний пуансон на выступ, образованный в рабочей полости ее смещенными участками. После уплотнения порошка до 70-75% при сохранении подпора- со стороны верхнего пуансона матрицу плавно опускают при помощи стоек 5. При этом порошок дополнительно уплотняется и под действием нижнего пуансона перемещается в верхнюю часть рабочей полости. На участке перепада сечения возникают сдвиговые напряжения, которые разрушают образовавшиеся на предварительных стадиях прессования конгломераторы частиц, в результат ; чего облегчаются условия их дальнейиего уплотнения. Цикл продолжается до тех пор, пока весь порошок из нижчей части матрицы не поступает в ее верхнюю часть через перепад сечения.
При этом уменьшение величины эксцентриситета менее 2,5% от диаметра рабочей полости не вызывает появления эффекта дополнительного уплотнения в связи с незначительностью величины сдвиговых деформаций в порошковом материале. Увеличение величины эксцентриситета свыше 10% является нецелесообразным в связи со значительным увеличением сопротивления проталкивания, вызывающим необходимость использования мощного прессового оборудования.
Спрессованную заготовку извлекают из полости матрицы следующим образом. Снимают упорную втулку 9, извлекают верхний пуансон, а затем с помощью тяг, прикрепленных к матрице, . производят дальнейшее, ее опускание. При этом кольцевой нижний пуансон производит выталкивание спрессованной заготов1;си из полости матрицы.
Практическая полезность предлагаемой пресс-формы заключается в увеличении плотности спрессованных заготовок и выравнивании свойств заготовок по их длине. Применение данной пресс-формы позволяет получать брикеты с плотностью, превышающей 90% 5 от теоретической, при давлениях, составляющих 0,6-0,8 от давления прессования, используемого в известной пресс-форме.
Формула изобретения
Пресс-форма для прессования металлических порошков, включающая
5 матрицу с рабочей полостью, верхний и нижний пуансоны, опорную плиту и направляющие стойки, отличающаяся тем, что, с целью повышения плотности спрессованных заготовок , матрица выполнена с эксцентрично смещенными участками рабочей полости, образующими перепад по ее сечению, причем величина эксцентриситета составляет 2,5-10% от диаметра рабочей полости.
5 Источники информации,
принятые во внимание при экспеоти а 1.Федорченко И.М. и Андриевский Р.А. Основы порошковой металлургии.Киев, Изд. АН Украинской ССР,
0 1963, с. 192.
2.РадомЬсельский И.Д. и др. Пресс-формы для порошковой меуаллургии. Киев, Техника, 1970, с. 15.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2243853C1 |
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU863179A1 |
| Пресс-форма для прессования порошков | 1979 |
|
SU816693A1 |
| Способ прессования металлических порошков и устройство для его осуществления | 1980 |
|
SU946800A1 |
| Пресс-форма для прессования порошков | 1978 |
|
SU749568A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 2015 |
|
RU2604552C2 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |