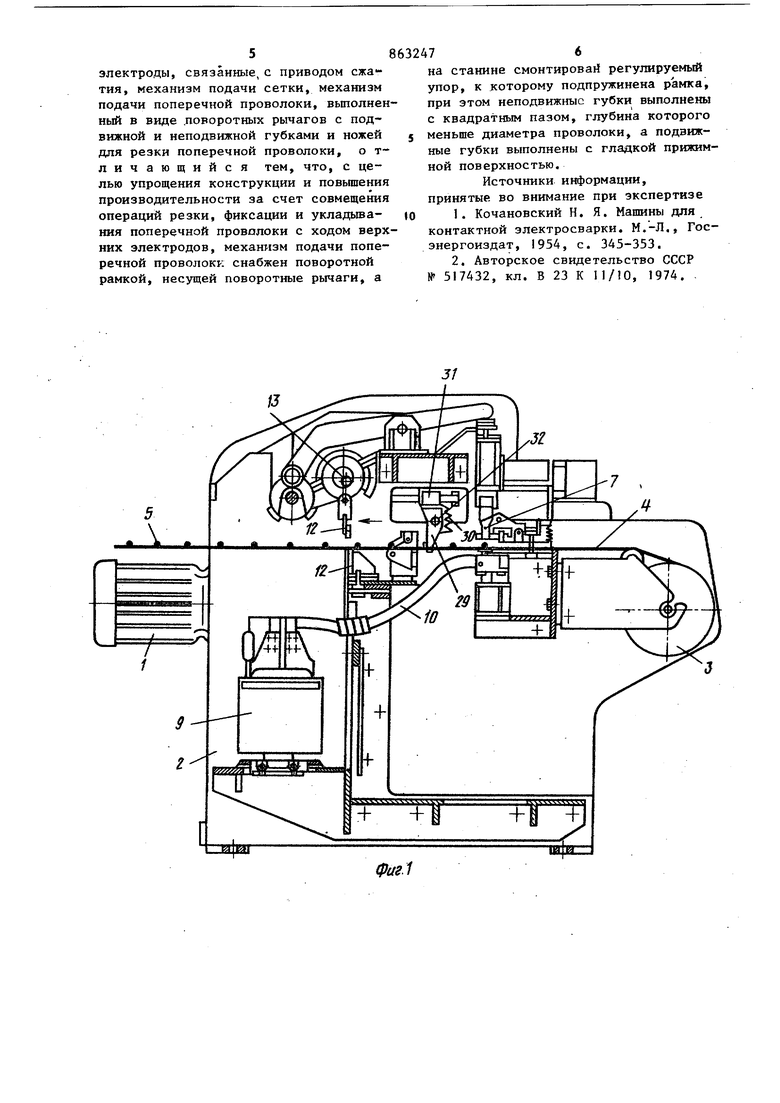
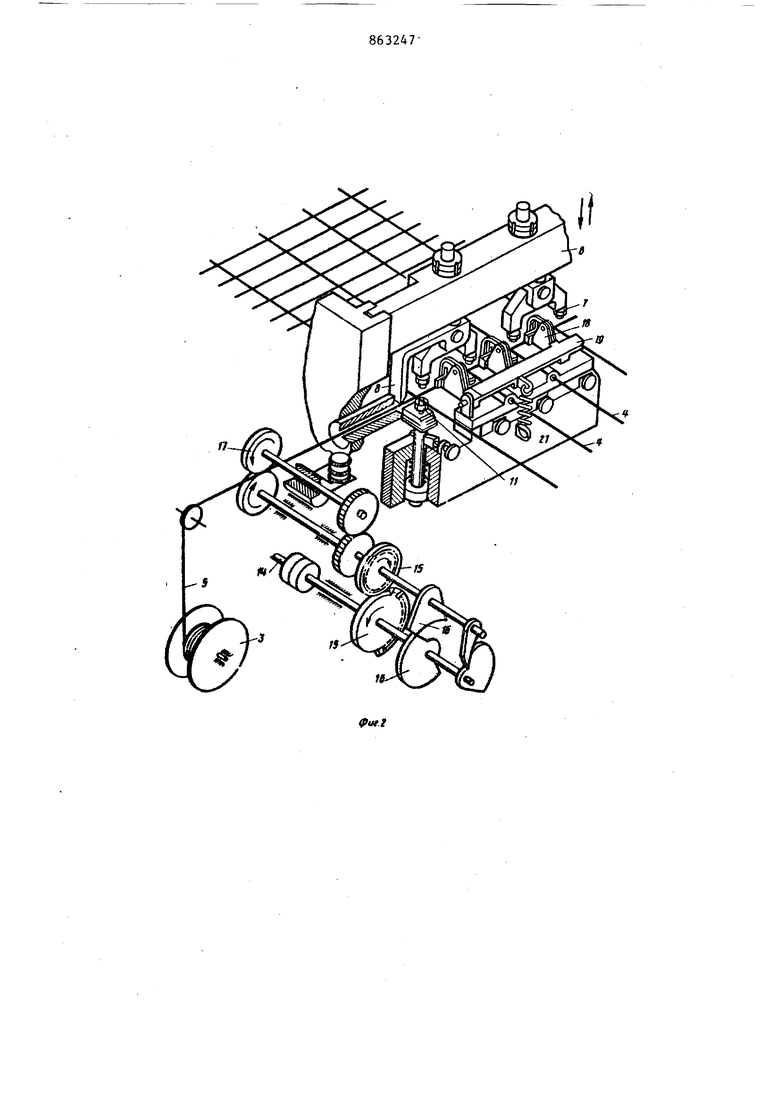
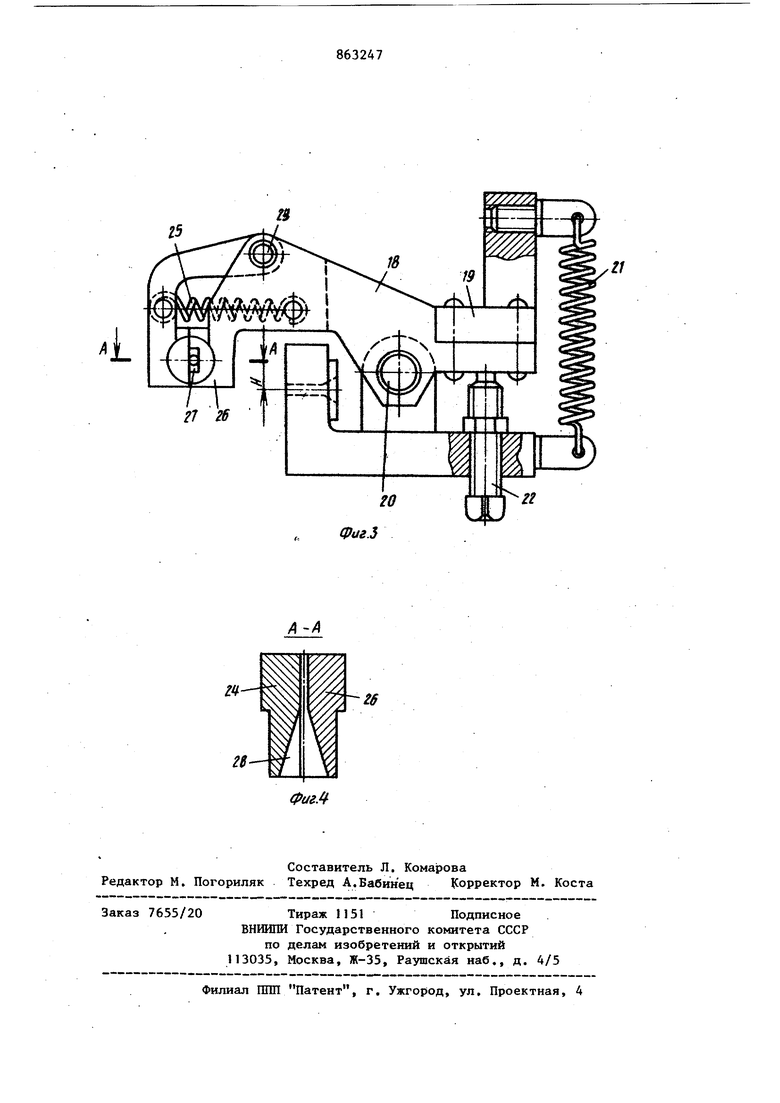
Изобретение относится к устройства для изготовления проволочных сеток и может быть использовано -для электриче кой контактной сварки плоских сеток, Известен станок типа АТМС-14-75-4 для сварки сеток, содержащий механизмы подачи поперечной и продольной про волоки, сварочные электроды, связанные с приводом сжатия и механизм шаговой подачи сетки СОНедостатком этого станка, является наличие бункера с предварительно нарезанными и вьтрямленными в правильных барабанах проволками, что увеличивает площадь, занимаемую станком а также специальным оборудованием для резки и правки, кроме того станок характеризуется неточной установкой и фиксацией поперечнойпроволоки во время ее приваркис продольными проволоками в приемном устройстве, что ведет к рассеиванию размеров ячеек изготавливаемой сетки. Известен также станок для сварки сеток, содержащий смонтированные на станине сварочные электроды, связанные с приводом сжатия, механизм подачи сетки, механизм подачи поперечной проволоки, выполненный в виде поворотных рычагов с подвижной и неподвижной губками, и ножей для резки поперечной проволоки (.2 J. Однако этот станок имеет отдельные приводы для подачи поперечной проволоки под электроды и для создания сварочного усилия, что усложняет конструкцию и не позволяет совместить операции резки, фиксации и укладывания поперечной проволоки с ходом блока верхних электродов. Кроме того, не обеспечивается точная фиксация поперечной проволоки под электродами. Целью изобретения является упрощение конструкции и повышение производительности за счет совмещения операций резки фиксации и укладывания поперечной проволоки с ходом верхних электродов. 1 Цель достигается тем, что механизм подачи поперечной проволоки снабжен поворотной рамкой, несущей поворотные рычаги, а на станине установлен регул руемьй упор, к которому подпружинена поворотная рамка, при этом неподвижные губки выполнены с квадрг1тным пазо глубина которого меньше диаметра проволоки, а подвижные губки выполнены с гладкой прижимной поверхностью. На фиг, 1 изображен станок для сва ки сеток, общий вид; на фиг. 2 - меха низм подачи, фиксации и укладывания поперечной проволоки, в аксонометриче кой проекции; на фиг. 3 - рычаг с раз емными губками на поворотной рамке; на фиг. 4 сечение А-А на фиг. 3. CtaHOK содержит привод 1, станину 2, катушки 3 с продольными 4 и поперечной 5 проволоками, блок шунтов 6 с верхними электродами 7 и ножом 8, трансформатор 9 с шинами 10 и нижними эдектродами И, ножи 12 с муфтой включения 13, механизм подачи поперечной проволоки с приводным валом 14, шестернями 15, кулачками 16, подающими роликами 17 и механизмом фиксации и укладывания поперечной,проволоки, состоящим из отдельных рычагов 18, закрепленных по рамке 19, поворачивающейся на оси 20 и поджимакще ся пружиной 21 к регулируемому упору 22, рычаги имеют оси 23 для крепления подвижных губок 24 и поджимающих их пружин 25 к неподвижным губкам 26 с квадратным пазом 27 и выходным конусо 28, механизм подачи готовой сетки-, включсцощий захваты 29, пружины 30 и приводную балку 31, к которой заисваты крепятся при помощи осей 32. Станок работает следующим образом В наладочном режиме станок заправ ляется продольными проволоками 4, ко торые сматываются с катушек 3, установленных на станине 2. Поперечная проволока 5, сваренная с продольными с заданньй шагом, пода ся под захваты 29 приводной балки 31 механизма подачи готовой сетки. При включенном приводе 1 вращается вал 14 механизма подачи поперечно проволоки 5, которая, сматываясь с катушки 3 роликами 17у подается в за ходные конуса 28 подвижных губок 24 неподвижных губок 26. Рамка 19 с рычагами 18 под действием пружины 2 поджата к упору 22, 8 74 образуя размер между осями продольных 4 и поперечных 5 проволок. Верхние электроды 7 подняты блоком шунтов в верхнее положение, а подаваемая поперечная проволока 5 беспрепятственно проходит в квадратных пазах 27, поджимаясь с усилием пружин 25 к неподвижной губке 26, так как квадратный паз 27 по глубине меньше, чем диаметр подаваемой проволоки. Длина подаваемой поперечной проволоки обусловлена конструкцией кулачков 16, и шестерен 15 механизма подачи поперечной проволоки. После подачи поперечной проволоки 5 блок шунтов 6 с электродами 7 и ножом 8 под действием рычагов привода 1 опускается вертикально, при этом ножом 8 в начале отрезается поперечная проволока 5, а затем, продолжая движение, верхние электроды 7, зшираясь в поперечную лроволоку 5, зафиксированную по всей длине в губках 24 и 26, подают ее на нижние электроды II, :рамка 19 при этом совместно с рычагами 18 поворачивается на оси 20. С определенным усилием происходит сжатие мест пересечения продольных и поперечных проволок, пропускается ток, место контактов обжимается некоторое время электродами и блок шунтов 6 с верхними электродами поднимается. При поднятых верхних электродах 7 происходит цикл подачи всей сетки с помощью захватов 29 и приводной балки 31 на заданный шаг. Псад действием усилия, захватов 29 при подаче сетки, подвижная губка 28 поворачивается на оси 23, освобождая очередную поперечную проволоку 5, сваренную с продольными, рамка 19 под действием пружины 21 становится в исходное положение для приема поперечной проволоки в следующем цикле. Использование механизма фиксации и укладывания поперечной проволоки в станках для сварки металлической сетки дает возможность уменьшить площадь, занимаемую станком, так как устраняется буикер -с поперечными проволоками, обеспечивает точную укладку поперечной проволоки под электроды станка, упрощает конструкцию аналогичных станКОВ, исключает дополнительный привод для предварительного выравнивания проволоки и фиксации ее под электродами. Формула изобретения Станок для сварки сеток, содержащий смонтированные на станине сварочные электроды, связанные, с приводом сжатия, механизм подачи сетки, механизм подачи поперечной проволоки, вьшолиенный в виде .поворотных рычагов с подвижной и неподвижной губками и ножей для резки поперечной проволоки, о тличающийся тем, что, с целью упрощения конструкции и повьппения производительности за счет совмещения операций резки, фиксации и укладьшания поперечной проволоки с ходом верхних электродов, механизм подачи поперечной проволокк снабжен поворотной рамкой, несущей поворотные рычаги, а 8 7 на станине смонтировай регулируемый упор, к которому подпружинена рамка, при этом неподвиж1П 1с губки выполнены с квадратным пазом, глубина которого меньше диаметра проволоки, а подвижные губки выполнены с гладкой прижимной поверхностью. Источники и«|)ормации, принятые во внимание при экспертизе 1.Кочановский Н. Я. Машины для контактной электросварки. М.-Л., Госэнергоиздат, 1954, с. 345-353. 2.Авторское свидетельство СССР № 517432, кл. В 23 К 11/Ш, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечнойСВАРКи CETOK | 1978 |
|
SU837668A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Станок для сварки проволочных сеток | 1938 |
|
SU54892A1 |
| Устройство для подачи поперечных стержней | 1988 |
|
SU1528630A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Машина для изготовления сварных сеток | 1970 |
|
SU446122A3 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU555954A1 |
| Станок для правки и мерной резки проволоки | 1989 |
|
SU1664446A1 |
26
