(54) РОБОТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия горячей штамповки | 1979 |
|
SU889255A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU997947A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Роботизированная линия горячей штамповки | 1985 |
|
SU1355454A1 |
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1538980A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Технологический модуль для объемной штамповки | 1990 |
|
SU1776214A3 |
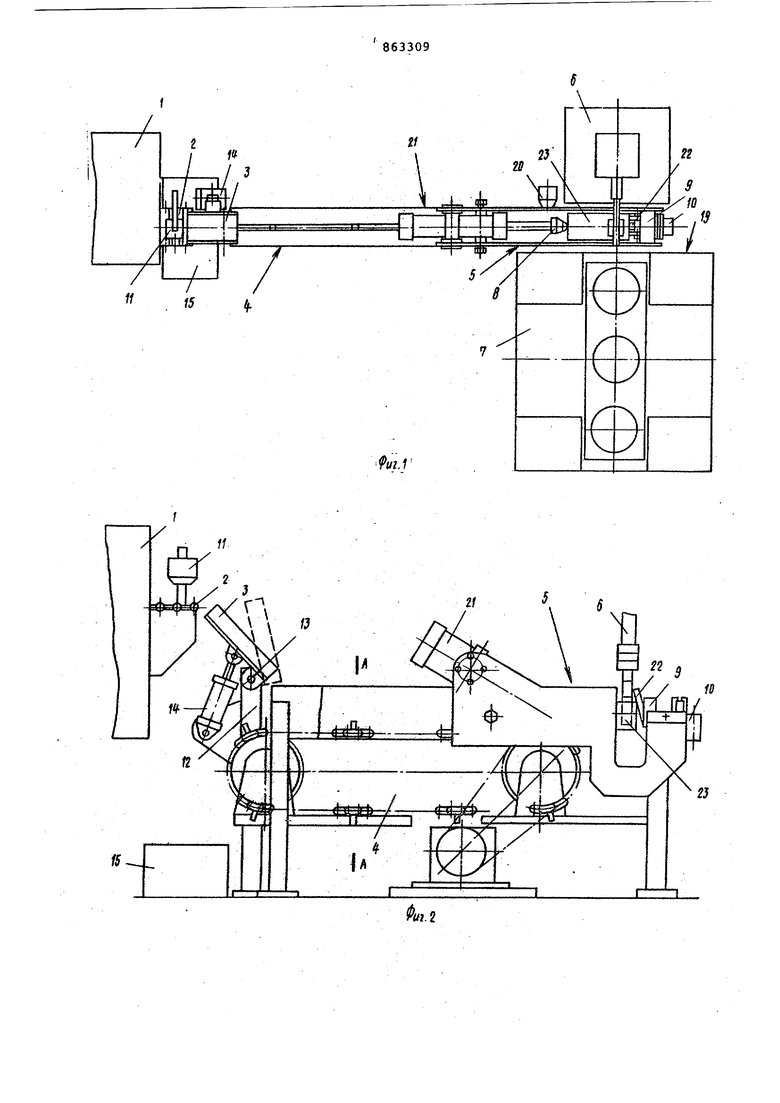
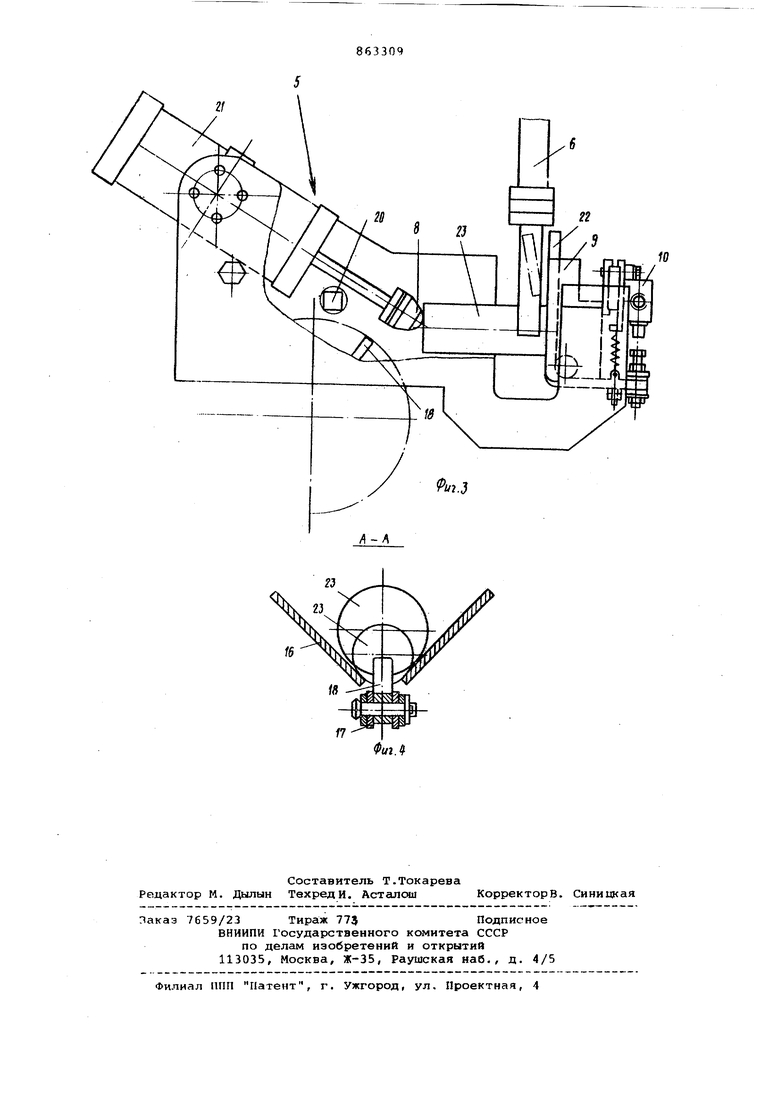
Изобретение относится к обработке металлов давлением, а именно к роботизированным линиям горячей штам повки. Известна роботизированная линия горячей штамповки, содержащая нагреватель с рольгангом перемещения заго товок, лоток передачи заготовок от нагревателя, транспортер с устройством выдачи заготовок, снабженный досылателем заготовок и конечным упором с датчиком конечного положения заготовок со щупом, а также устройст во подачи заготовок и горячештамповочный пресс ij . Однако известная роботизированная линия характеризуется недостаточно надежной работой. Целью изобретения является повыше ние надежности работы. Указанная цель достигается тем, что в роботизированной линии горячей штгилповки, содержащей нагреватель с рольгангом перемещения заготовок,лоток передачи заготовок от нагревателя, транспортер с устройством выдачи заготовок, снабженный досылателем за готовок и конечным упором с датчиком конечного положения заготовок со щупом, а также устройство подачи заготовок и горячештамповочный пресс,лоток установлен с возможностью поворота вокруг горизонтальной оси и снабжен приводом поворота, рольганг снабжен датчиком регистрации выхода заготовки из нагревателя, при этом датчик конечного положения заготовки сблокирован с датчиком регистрации выхода заготовки из нагревателя и с приводом поворота лотка. На фиг. 1 показана линия, вид в плане; на фиг. 2 - фронтальная проекция линии; на фиг. 3 - устройство выдачи заготовок, содержащее конечный упор с датчиком конечного положенияJ на фиг. 4 - сечение А-А на фиг. 2 (по направляющим транспортера). Роботизированная линия горячей штамповки содержит нагреватель 1 с рольгангом 2 перемещения заготовок, лоток 3 передачи заготовок от нагревателя 1 к транспортеру 4, имеющему устройство 5 выдачи заготовок от транспортера 4 к роботу 5, подающему заготовку в горячештамповочный пресс 7. Устройство 5 выдачи имеет досылатель 8 заготовок и конечный упор 9, снабженный датчиком 10 конечного положения заготовок. На рольганге 2
смонтирован датчик регистрации выхода заготовок из нагревателя 11. Лоток 3 установлен на стойке 12 с возможностью поворота вокруг горизонтальной оси 13 и снабжен приводом 14 поворота. Поворот лотка 3 препятствует передаче заготовок на транспортер 4. В этом случае заготовки с рольганга 2 подают в тару 15, помещенньпо в промежутке между рольгангом 2, нагревателем 1 и стойкой 12 лотка 3.Транспортер 4 выполнен цепным с V-образными направляющими 16, продолженньами в зону устройства 5 вьадачи. На цепи 17 укреплены кулаки 18,. толкающие заготовку в направлении устройства 5 вьвдачи. Робот 6 установлен у боковой стороны 19 пресса 7, а транспортер 4 расположен вдоль боковой стороны 19 пресса 7 (параллельно или под ocTpfciM углом к боковой стороне 19 ripecca 7) а устройство 5 вьодачи является продолжением транспортера 4 и размещено в зоне между роботом 6 и прессом 7. В зоне выхода заготовки на устройство 5 выдачи установлен датчик 20 (преимущественно фотодатчик), включающий привод 21 досылателя 8. Датчик 10 конечного положения заготовки укреплен на, конечном упоре 9 и снабжен Г-образным щупом 22, взаимодействующим, с заготовкой 23 до выноса ее роботом 16 из рабочей зоны устройства 5 вьщачи.
Работа линии осуществляется следующим образом.
Нагретая заготовка 23 поступает из нагревателя 1 по рольгангу 2 на лоток 3, который при нормальной работе находится в опущенном положении и передает ее на транспортер 4, который доставляет ее с помощью кулаков 18 цепи 17 в зону устройства 5 выдачи. Датчик 20 фиксирует факт выхода заготовки 23 в устройство 5 вьщачи и включает привод. 21 досылателя 8, после чего досылатель 8, взаимодействуя .с V-образными направляющими 16, продолженными в зону устройства 5 выдачи, подает ее вдоль направляющих 16 до конечного упора 9 на позицию ожидания, что фиксирует датчик 10, разрешая роботу 6 взять заготовку 23 для подачи ее В пресс 7 и включая привод 21 на возврат досылателя 8 в исходное положение.Робот 6 передает заготовку 23 в пресс 7, после чего цикл работы линии повторяется.
В случае задержки или нарушения ритма выполнения операций на участке робот.- пресс поступление послеД1пс1щей заготовки 23 на транспортер 4 и соответственно на позицию ожидания предупреждается тем, что когда заготовка 23, находящаяся на позиции ожидания или поднятая роботом 6, но не вынесенная из рабочей зоны еще воздействует иа щуп 22 датчика 10, он остается включенным и при этом в случае выхода нагретой заготовки на рольганг 2 датчик регистрации выхода заготовок из нагревателя 11 через аварийную систему включает привод 14 поворота лотка 3 и заготока 23 с рольганга 2 падает в тару 15.
Такое устройство линии позволяет осуществлять надежную работу всей линии без участия человека.
Формула изобретения
Роботизированная линия горячей штамповки, содержащая нагреватель с рольгангом перемещения заготовок, лоток передачи заготовок от нагревателя, транспортер с устройством вьвдачи заготовок, снабженный досылателем заготовок и конечным упором с датчиком конечного положения заготовок со щупом, а также устройство подачи заготовок и горячештамповочный пресс, отличающаяся тем, что,с целью повышения надежности работы, лоток установлен с возможностью поворота вокруг горизонтальной оси и снабжен приводсм поворота, рольганг снабжен датчиком регистрации выхода заготовки из нагревателя, при этом датчик конечного положения заготовки сблокирован с датчиком регистрации выхода заготовки из нагревателя и с приводом поворота лотка.
Источники информации, принятые во внимание при экспертизе
fui.r
