Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям для горячей штамповки.
Цель изобретения - повышение производительности автоматической линии горячей штамповки.
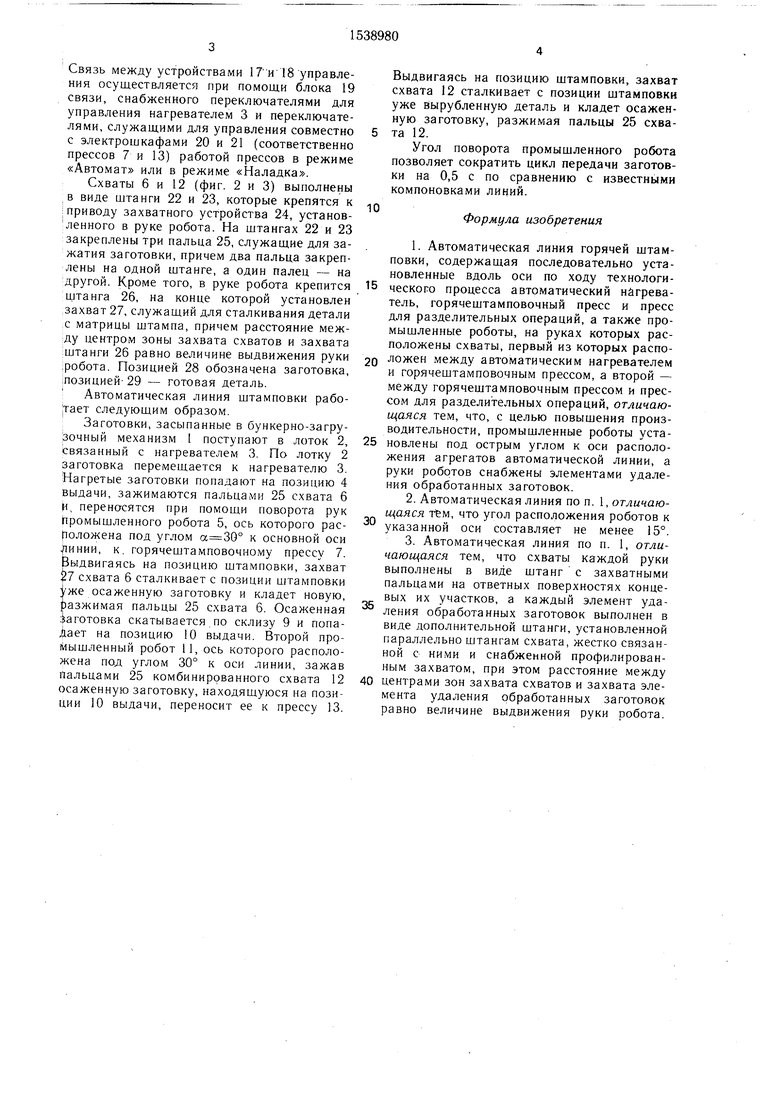
На фиг 1 схематически изображена предлагаемая автоматическая линия горячей штамповки, вид сверху; на фиг. 2 - комбинированный охват, вид сверху; на фиг. 3 - вид А на фиг. 2
Автоматическая линия горячей штамповки состоит из бункерно-загрузочного механизма 1, лотка 2, соединяющего бункерно- загрузочный механизм 1 с нагревателем 3, снабженного механизмом автоматической поштучной выдачи горячих заготовок с позицией 4 выдачи. Под острым углом of. к оси расположения агрегатов автоматической линии установлен первый промышленный робот 5, снабженный схватом 6. Вертикальная ось вращения руки промышленного робота 5 смещена по отношению к оси нагревателя 3 На основной оси автоматической линии расположен горячештамповочный пресс 7 Для схода штампованной детали с матрицы штампа 8 предусмотрен склиз 9, который имеет позицию 10 выдачи Ось позиции 10 выдачи совпадает с осью нагревателя 3. Под острым углом Ы к оси позиции 10 выдачи установлен второй промышленный робот 11, снабженный комбинированным схватом 12. В зоне работы промышленного робота 11 размещен пресс 13 для разделительных операций, например вырубки, на котором размещен штамп 14. Ось штампа 14 совпадает с осью нагревателя 3. Матрица штампа 14 соединена с контейнером 15 при помощи склиза 16. Автоматическая линия содержит устройство 17 управления, управляющее промышленным роботом 5, механизмом автоматической поштучной выдачи горячих заготовок с позицией 4 выдачи и горячештамповочным прессом 7, а также устройство 18 управления, управляющее промышленным роботом 11 и прессом 13.
О1
GO оо со
00
Связь между устройствами 17 и 18 управления осуществляется при помощи блока 19 связи, снабженного переключателями для управления нагревателем 3 и переключателями, служащими для управления совместно с электрошкафами 20 и 21 (соответственно прессов 7 и 13) работой прессов в режиме «Автомат или в режиме «Наладка.
Схваты 6 и 12 (фиг. 2 и 3) выполнены в виде штанги 22 и 23, которые крепятся к приводу захватного устройства 24, установленного в руке робота. На штангах 22 и 23 закреплены три пальца 25, служащие для зажатия заготовки, причем два пальца закреплены на одной штанге, а один палец - на другой. Кроме того, в руке робота крепится штанга 26, на конце которой установлен захват 27, служащий для сталкивания детали с матрицы штампа, причем расстояние между центром зоны захвата схватов и захвата штанги 26 равно величине выдвижения руки робота. Позицией 28 обозначена заготовка, позицией 29 - готовая деталь.
Автоматическая линия штамповки работает следующим образом.
Заготовки, засыпанные в бункерно-загру- зочный механизм I поступают в лоток 2, связанный с нагревателем 3. По лотку 2 заготовка перемещается к нагревателю 3. Нагретые заготовки попадают на позицию 4 выдачи, зажимаются пальцами 25 схвата 6 И, переносятся при помощи поворота рук Промышленного робота 5, ось которого расположена под углом к основной оси линии, к горячештамповочному прессу 7. Выдвигаясь на позицию штамповки, захват 7 схвата 6 сталкивает с позиции штамповки уже осаженную заготовку и кладет новую, разжимая пальцы 25 схвата 6. Осаженная Заготовка скатывается по склизу 9 и попадает на позицию 10 выдачи. Второй промышленный робот 11, ось которого расположена под углом 30° к оси линии, зажав пальцами 25 комбинированного схвата 12 осаженную заготовку, находящуюся на позиции 10 выдачи, переносит ее к прессу 13.
Выдвигаясь на позицию штамповки, захват схвата 12 сталкивает с позиции штамповки уже вырубленную деталь и кладет осаженную заготовку, разжимая пальцы 25 схва- та 12.
Угол поворота промышленного робота позволяет сократить цикл передачи заготовки на 0,5 с по сравнению с известными компоновками линий.
10
Формула изобретения
1.Автоматическая линия горячей штамповки, содержащая последовательно установленные вдоль оси по ходу технологического процесса автоматический нагреватель, горячештамповочный пресс и пресс для разделительных операций, а также промышленные роботы, на руках которых расположены схваты, первый из которых распо0 ложен между автоматическим нагревателем и горячештамповочным прессом, а второй - между горячештамповочным прессом и прессом для разделительных операций, отличающаяся тем, что, с целью повышения производительности, промышленные роботы уста5 новлены под острым углом к оси расположения агрегатов автоматической линии, а руки роботов снабжены элементами удаления обработанных заготовок.
2.Автоматическая линия по п. 1, отличающаяся тем, что угол расположения роботов к
0
5
указанной оси составляет не менее 15°. 3. Автоматическая линия по п. 1, отличающаяся тем, что схваты каждой руки выполнены в виде штанг с захватными пальцами на ответных поверхностях концевых их участков, а каждый элемент удаления обработанных заготовок выполнен в виде дополнительной штанги, установленной параллельно штангам схвата, жестко связанной с ними и снабженной профилированным захватом, при этом расстояние между 0 центрами зон захвата схватов и захвата элемента удаления обработанных заготовок равно величине выдвижения руки робота.
«
so
Фы4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1248721A1 |

Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям для горячей штамповки. Цель изобретения - повышение производительности работы горячештампованных деталей. Линия оснащена двумя промышленными роботами, расположенными под острым углом 15° к оси расположения агрегатов линии. В результате этого сокращается цикл работы линии. В руке промышленного робота закреплен комбинированный схват, состоящий из двух лап, закрепленных в приводе захватного устройства, трех пальцев, закрепленных в двух лапах, штанги, закрепленной в руке робота, с захват-лопаткой на конце штанги. В рабочем режиме комбинированного схвата одна заготовка зажата в пальцах, а другая в захват-лопатке. Расстояние между центрами этих заготовок равно выдвижению руки. При выдвижении руки робота на позицию штамповки захват-лопатка сдвигает отштампованную деталь со штампа. Схват, разжимая пальцы, кладет новую заготовку. 2 з.п. ф-лы, 3 ил.
w I. I -UFNir
NE
f
Вид А Л А 22
±
24
22
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
