Изобретение относится к механизации и автоматизации обработки металлов давлением.
Известна роботизированная линия горячей штамповки, содержащая нагреватель с рольгангом перемещения заготовок , лоток, транспортер с устройством выдачи заготовок, имеющий V-образные направляющие и снабженный досылателем заготовок и конечнь1М упором с датчиком конечного положения заготовок, а также горячештам-- повочный пресс Ll .
Недостатком известного устройства является то, что устройство выдачи заготовок от транспортера к роботу выполнено в форме гравитационного склиза с опиранием заготовки о стол пресса. Заготовка в случае изменения ее типоразмера при опрокидывании с транспортера на склиз может потерять ориентацию, и при этом ее положение на позиции выдачи под робот может оказаться неопределенным. Конструктивное решение места перехода от конвейера на устройство выдачи заготовок и конструктивное решение самого устройства не обеспечивают универсальности линии, так как не гарантируют точной ориентации заготовки под робот, особенно в случае изменения типоразмера заготовки.
Кроме того, установка робота у лицевой стороны пресса затрудняет его обслуживание и переналадку, особенно при необходимости перехода иа. другой типоразмер детали, а расположение устройства вьщачи заготовок к роботу между стойками пресса в зоне
10 пресса не только затрудняет переналадку, но и создает определенные сложности в усовершенствовании, в расширении универсальности трайспортных устройств лкнкк.
15
Целью изобретения является повышение удобства обслуживания при переналадке оборудования.
Поставленная цель достигается тем,, что в роботизированной линии,20содержащей нагреватель с рольгангом перемещения заготовок, лоток, транспортер с устройством выдачи заготовок, имеющий V-образные направляющие и снабженный досылателем заготовок
25 и конечным упором с датчиком конечного положения заготовок, а также горячештё1мповочный пресс и устройство подачи в него заготовок, последнее размещено с боковой его стороны, тран30спортер установлен вдоль боковой
стороны пресса, а устройство выдачи заготовок с транспортера смонтировано между прессом и устройством подач в него заготовок.
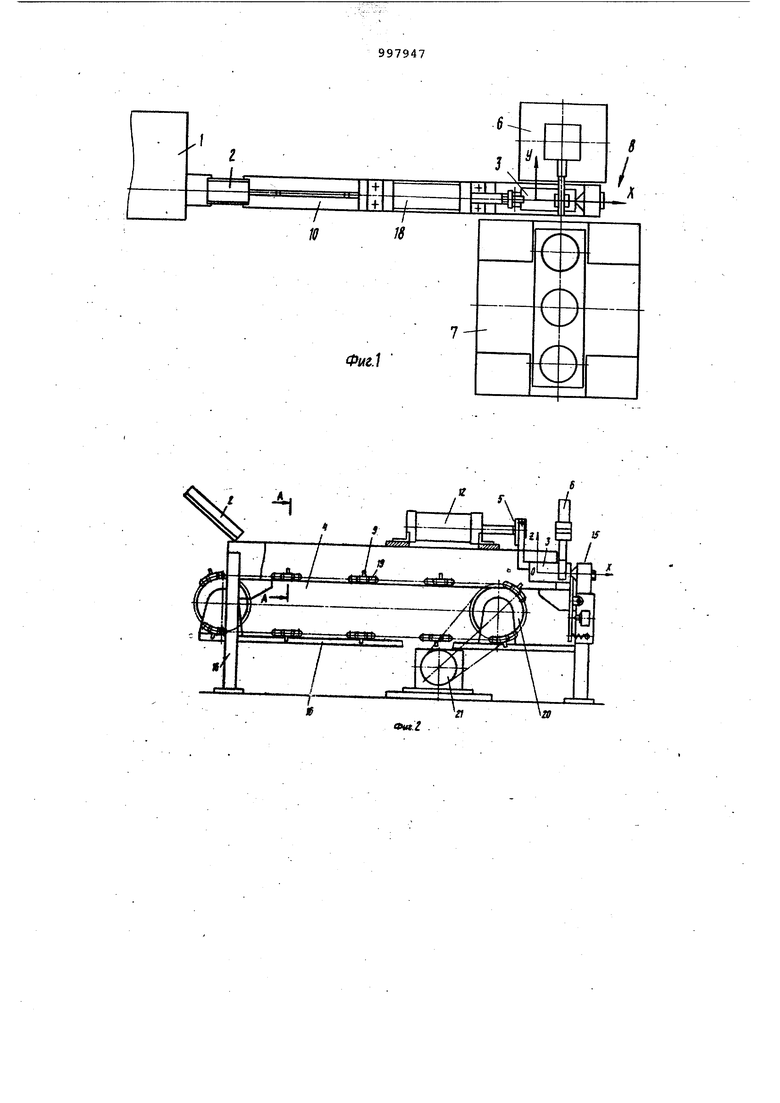
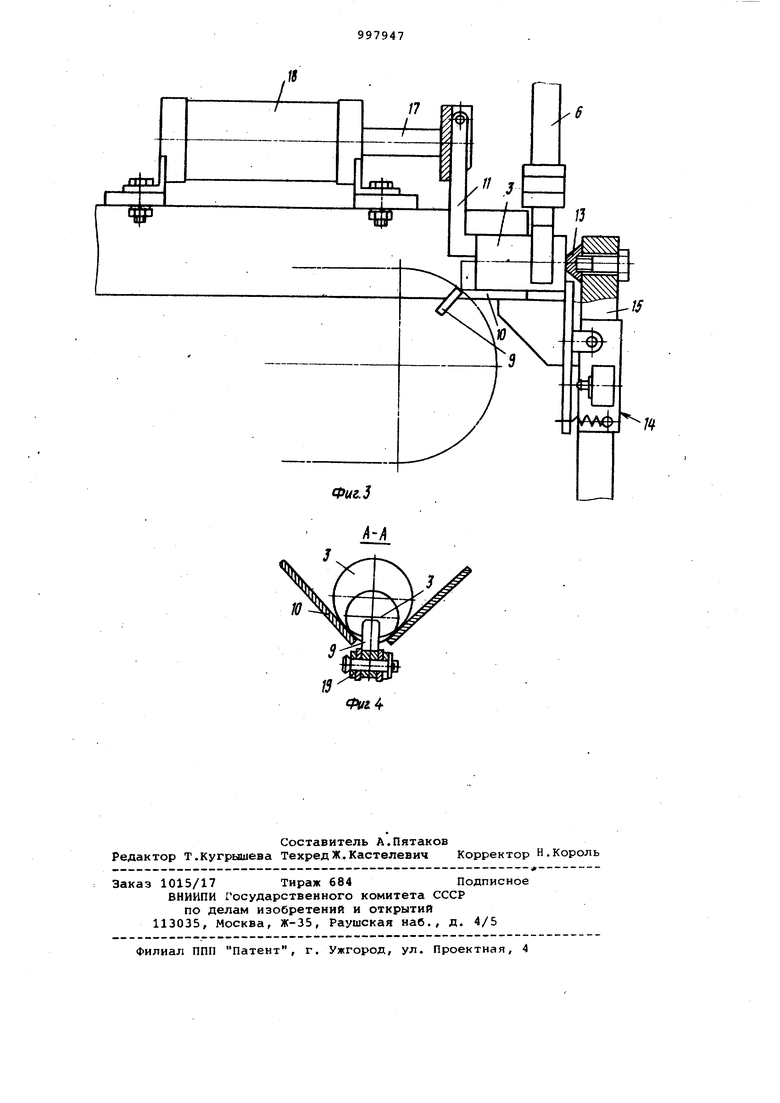
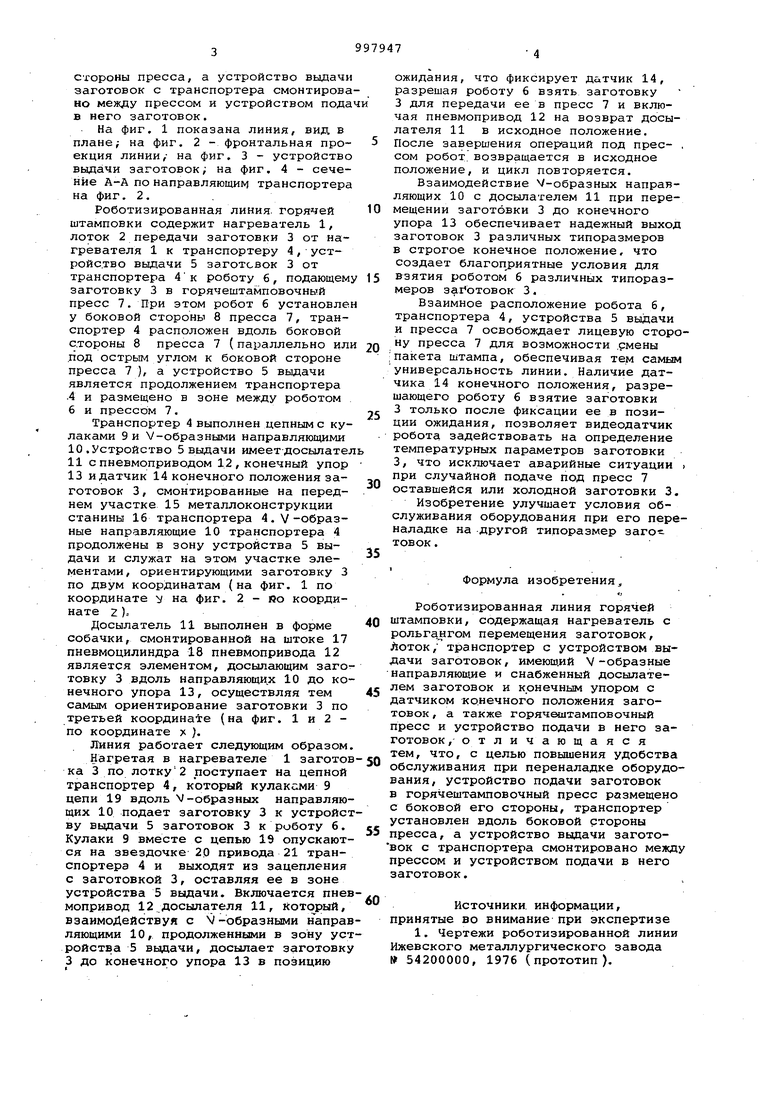
На фиг. 1 показана линия, вид в плане; на фиг. 2 - фронтальная проекция линии,- на фиг. 3 - устройство выдачи заготовок; на фиг. 4 - сечение А-А по направляющим транспортера на фиг. 2.
Роботизированная линия, горячей штамповки содержит нагреватель 1, лоток 2 передачи заготовки 3 от нагревателя 1 к транспортеру 4, устройство выдачи 5 заготовок 3 от транспортера 4к роботу б, подающему заготовку 3 в горячештамповочный пресс 7. При этом робот 6 установлен у боковой стороньт 8 пресса 7, транспортер 4 расположен вдоль боковой стороны 8 пресса 7 (параллельно или под острым углом к боковой стороне пресса 7 ), а устройство 5 выдачи является продолжением транспортера .4 и размещено в зоне между роботом 6 и прессом 7.
Транспортер 4 выполнен цепным с кулаками 9 и V-образными направляющими
10.Устройство 5 выдачи имеет досылател
11с пневмоприводом 12, конечный упор 13 и датчик 14 конечного положения заготовок 3, смонтированные на переднем участке 15 металлоконструкции станины 16 транспортера 4.V-образные направляющие 10 транспортера 4 продолжены в зону устройства 5 выдачи и служат на этом участке элементами, ориентирующими заготовку 3
по двум координатам (на фиг. 1 по координате - на фиг. 2 - RO координате 2 )
Досылатель 11 выполнен в форме собачки, смонтированной на штоке 17 пневмоцилиндра 18 пневмопривода 12 является элементом, досылающим заготовку 3 вдоль направляющих 10 до конечного упора 13, осуществляя тем самым ориентирование заготовки 3 по третьей координате (на фиг. 1 и 2 по координате х ).
Линия работает следующим образом.
Нагретая в нагревателе 1 заготов ка 3 по лотку2 поступает на цепной транспортер 4, который кулаками 9 цепи 19 вдоль V-образных направляющих 10 подает заготовку 3 к устройству выдачи 5 заготовок 3 к роботу 6. Кулаки 9 вместе с цепью 19 опускаются на звездочке 20 привода 21 транспортера 4 и выходят из зацепления с заготовкой 3, оставляя ее в зоне устройства 5 выдачи. Включается пневмопривод 12 досылателя 11, который, взаимодействуя с V -образными ьГаправляющими 10, продолженными в зону устройства 5 выдачи, досылает заготовку 3 до конечного упора 13 в позицию
ожидания, что фиксирует датчик 14, разрешая роботу 6 взять заготовку 3 для передачи ее в пресс 7 и включая пневмопривод 12 на возврат досылателя 11 в исходное положение. После завершения операций под прессом робот, возвращается в исходное положение, и цикл повторяется.
Взаимодействие V-образных направляющих 10 с досылателем 11 при перемещении заготовки 3 до конечного упора 13 обеспечивает надежный выход заготовок 3 различных типоразмеров в строгое конечное положение, что создает благоп риятные условия для взятия роботом 6 различных типоразмеров заготовок 3.
Взаимное расположение робота 6, транспортера 4, устройства 5 выдачи и пресса 7 освобождает лицевую сторну пресса 7 для возможности .смены пакета штампа, обеспечивая тем самым универсальность линии. Наличие датчика 14 конечного положения, разрешающего роботу 6 взятие заготовки 3 только после фиксации ее в позиции ожидания, позволяет видеодатчик робота задействовать на определение температурных параметров заготовки 3, что исключает аварийные ситуации при случайной подаче под пресс 7 оставшейся или холодной заготовки 3
Изобретение улучшает условия обслуживания оборудования при его переналадке на другой типоразмер заготовок .
Формула изобретения,
. . «)
Роботизированная линия горячей штамповки, содержащая нагреватель с рольга41гом перемещения заготовок, Лоток , транспортер с устройством выдачи заготовок, имеющ.ий V-образные направляющие и снабженный досылателем заготовок и конечным упором с датчиком конечного положения заготовок , а также горячетитамповочный пресс и устройство подачи в него заготовок ,отличающаяся тем, что, с целью повышения удобства обслуживания при переналадке оборудования, устройство подачи заготовок в горячештамповочный пресс размещено с боковой его стороны, транспортер установлен вдоль боковой стороны пресса, а устройство выдачи заготовок с транспортера смонтировано межд прессом и устройством подачи в него заготовок.
Источники информации, принятые во внимание при экспертизе
1. Чертежи роботизированной линии Ижевского металлургического завода № 54200000, 1976 (прототип).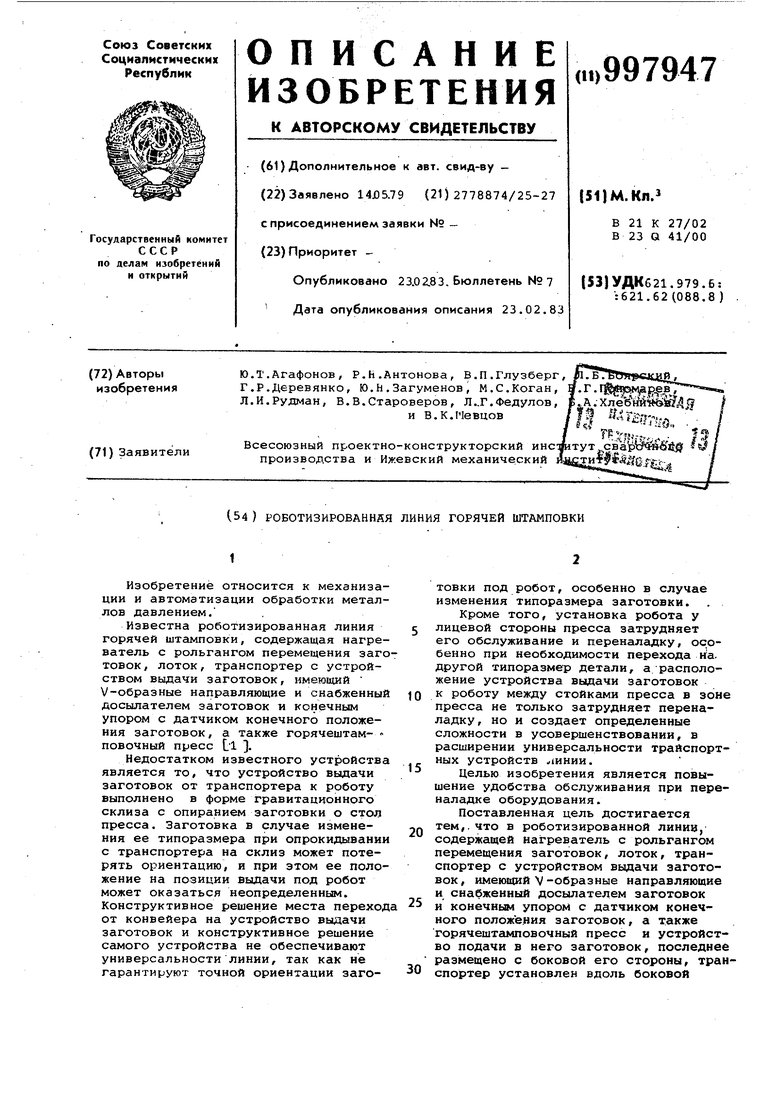
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированная линия горячей штамповки | 1979 |
|
SU863309A1 |
| Линия горячей штамповки | 1979 |
|
SU889255A1 |
| Роботизированная линия горячей штамповки | 1985 |
|
SU1355454A1 |
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Устройство для подачи заготовок к горячештамповочному прессу | 1982 |
|
SU1071341A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Роботизированная технологическая линия | 1984 |
|
SU1172676A1 |