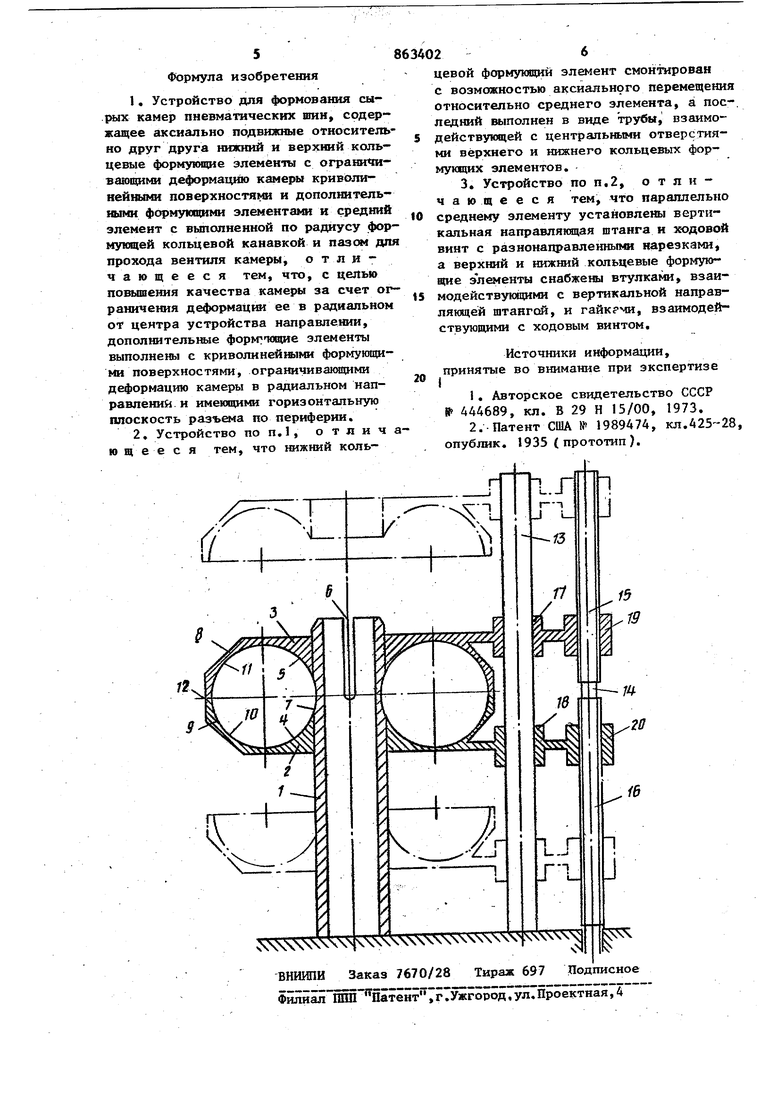
t Изобретение относится к изготовле чию пневматических шин и предназначено для формования сырых камер пневматических шин. Известно устройство для формования сырых камер пневматических tatw содер жащее неподвижный полушаблон и подвиж йлй полушаблон, образованмлй приводными ceKTOpaNM с шарнирно установленными между ними промежуточньми секторами с противовег-.ами.взаимодейств тащими своими боковыми гранями с боковыми гранями приводш 1Х секторов. В данном устройстве установка сырой камеры на шаблон и снятие ее с шаблона после формования осуществляется при сведен ных к центру привод}г||х и пр ежуточпых секторах f I }. За счет изменяющегося диаметра борта подвижного полушаблона во время подачи сжатого йоздуха в камеру д юрма1Ц1Я последней ограничена по внутревгней кольцевой поверхности, а иаруасная и боковые поверхности ее имеют ность неогра1шченного растяжения, что делает невозможным формование на данг ном устройстве камер с отношением наружного диаметра к диаметру бандажной части больше двух. Известно также устройство для формования сырых камер пневматических 1ШН, содержащее аксиально подвижные относильно друг друга нижний и верхний кольцевые формующие элементы с ограничь ваюпеими деформацию камеры криволинейными поверхностями и дополнитель{Шми формующими элементам и средний полый элемент с «лполненной по радиусу формующей кольцевой канавкой и пазом для прохода вентиля.камеры 2}. В /тайном устройстве нижний формуюищй элемент неподвижен относительно среднего элемента, а дополнительные формующие элементы выполнены плоскими, вследствие чего часть боковых поверхностей камеры и поверхность ее по наружному диаметру остаются не ограниченными в процессе формования. . . . .3 за счет чего в этом направлении каме ра имеет возможность бесконтрольной деформации. В конечном результате э,тр приводит к ра-знотолщинности стен ки камеры по периметру ее поперечного сечения, что отрицательно сказывается на ее качестве. Цель изобретения - повьшение качеств.а камеры за счет ограничения деформации ее в радиальном от центра устройства направлении. Цель достигается тем, что в устройстве для формования сырых камер пневматических шин, содержащем аксиг; ально подвижные относительно друг друга нижний и верхний кольцевые формунщие элементы с огра шчиваювщми деформацию камеры криволинейными. поверхностями и дополнительными формующими элементами и средний польй элемент с выполненной по радиусу фор мующей кольцевой канавкой и пазом для прохода Вентиля камеры, дополнительные формующие элементы выполнены с криволинейными формующими повер ностями, ограничивающими деформацию камеры в радиальном направле ши и имеющими пфизонтальную плоскость разъема по периферии. Нижний кольцевой формующий элемен смонтирован с возможностью аксиально го перемеще шя относительно среднего элемента, а последний выполнен в виде трубы, взаимодействующей с центральными отверстиями верхнего и нижнего кольцевых формующих элементов. Параллельно среднему элементу установлены вертикальная направляющая штанга и.ходовой винт с разнонаправленными нарезками, а верхний и нижний кольцевые формующие элементы сна жены втулками, взаимодействующими с вертикальной направляющей штангой, и гайка№1, взаимодействующими с ходо вым винтом. На чертеже изображено предлагаемое устройство. Устройство для формования сырых камер пневматических шин содержит стационарно установленньгй средний по лый элемент и аксиально подвижные относительно его и друг друга,нижний 2 и верхний 3 кольцевые формующие элементы с ограничивающими деформацию камеры криволинейными поверхностями 4 и 5 Средний элемент 1 выполнен в виде , взаимодействукщей с централь3 и нижнег ными отверстиями верхнего 2 2 кольцевых формующихэлементов, и имеет паз 6 для прохода вентиля камеры и выполненную по радиусу формующую кольцевую канавку 7. Нижний 2 и верх1йй 3 кольценые формующие элементы имеют выполненные за ОДНО1. целое с ними соответственно дополните лыые фор муннцие элементы 8 и 9. Последние выполнены с криволинейными формующикш поверхностями 10 и 11, ограничиванщими деформацию камеры в радиальном от центра устройства направлении и имеющими горизонтальную плес кость 12 разъема по периферии Параллельно среднему элементу 1 установлены вертикальная направляющая штанга 13 и ходовой вин г 14 с разнонаправленными нарезками 15 и 16. Верхний и нижний кольцевые формующие элементы снабжены соответственно втулками 17 и 18, взаимодействующими с направляющей штангой 13 и гайкаю 19 и 20, взаимодействующими с ходовым винтом 14. В устройстве имеются .привод ходового винта 14 и система .подачи сжатого воздуха в камеру/не показано). . Устройство работает следующим образом. Состыкованная сыоая камера надевается на сердечник 1 при разведенных нижнем 2 и верхнем 3 .формующих элементах. При этом вентиль камеры проходит через паз 6 и подсоединяется к системе подачи сжатого воздуха. Приводится во вращение ходовой винт 14, при взаимодействии которого с гайками 19 и 20 происходит аксиальное перемещение навстречу друг другу нижнего 2 и верхнего 3 кольцевых формующих элементов до соприкоснове- ння их по плоскости 12 разъема. После этого в полость камеры подается сжатьм воздзпс и происходит ее формование. После вьдержки камеры в течение заданного времени под давлением вейтиль камеры отсоединяется от систеюа подачи сжатого воздуха, формующие элементы 2 и 3 разводятся, камера снимается с сердечника 1 и переносится в пресс-форму для вулканизации. Предлагаемое устройство обеспечивает качественное изготовление камер, поскольку устраняет неравномерную вытяжку cteHOK камер,, и позволяет производить формование камер с отно шением наружного диаметрак диаметру по бандажной части более двух.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования сырых камер пневматических шин | 1981 |
|
SU958130A2 |
| Устройство для формования покрышек пневматических шин | 1988 |
|
SU1519920A1 |
| Способ формования резинокордных оболочек и устройство для его осуществления | 1985 |
|
SU1314558A1 |
| Привод к станку для сборки покрышек пневматических шин | 1979 |
|
SU927548A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Устройство для изготовления резинокордных тороидальных оболочек | 1988 |
|
SU1548076A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU510988A3 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1154109A1 |
