(54) СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления гидрав-личЕСКиМ пРЕССОМ | 1979 |
|
SU821207A1 |
| Система управления гидравлическим прессом для гибки с растяжением | 1980 |
|
SU893583A1 |
| Устройство для управления гидропрессомдля гибКи C РАСТяжЕНиЕМ | 1979 |
|
SU814781A1 |
| Пресс для гибки с растяжением | 1978 |
|
SU795625A1 |
| Пресс для гибки заготовок с растяжением | 1982 |
|
SU1107927A1 |
| Устройство для управления гидравлическим прессом | 1977 |
|
SU703363A1 |
| Устройство для автоматического регулирования давления в растяжных цилиндрах гибочного станка | 1979 |
|
SU872313A1 |
| Узел регулирования давления в системе управления гидравлическим прессом | 1981 |
|
SU941203A1 |
| Универсальный гибочный штамп | 1978 |
|
SU766706A1 |
| Обтяжной пресс | 1975 |
|
SU841999A1 |
1
Изобретение относится к обработке металлов давлением, а именно к системам управления гидравлическим прессом для гибки с растяжением.
Известна система управления гидравлическим прессом для гибки с растяжением, содержащая растяжные рабочие цилиндры, в магистралях обратного хода каждого из которых, соединенных с поршневыми полостями, установлены дроссели и обратные клапаны 1 .
Недостатком указанной системы является низкое качество изделий в результате возникающего нарушения равновесия растяжных рабочих цилиндров.
Цель изобретения - повышение качества за счет обеспечения постоянного растяжения детали при гибке.
Поставленная цель достигается тем, что в системе управления гидравлическим прессом для гибки с растяжением, содержапдей растяжные рабочие цилиндры, в магистралях хода каждого из которых, соединенных с поршневыми полостями, установлены дроссели и обратные клапаны, поршневые полости растяжных рабочих цилиндров соединены между собой.
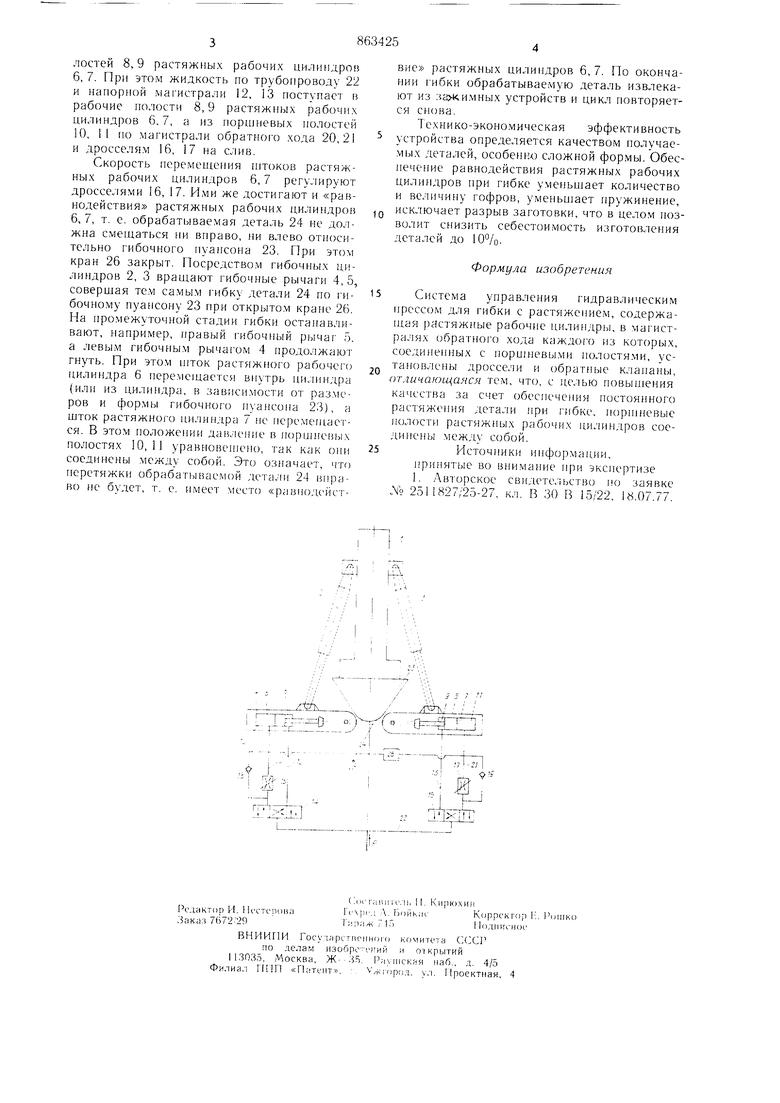
На чертеже представлена система управления гидравлическим прессом для гибки с растяжением.
Пресс содержит станину 1, на которой расположены гибочные цилиндры 2, 3, гибочные рычаги 4, 5, растяжные рабочие цилиндры 6,7. Последние содержат рабочие штоковые полости 8,9 и поршневые полости 10,11. Рабочие полости 8,9 соединены с напорными магистралями 12, 13, в которых установлены золотники 14,15. ДрЬссели 16, 17, регулирующие расход жидкости, и
to обратные клапаны 18,19 установлены в магистралях 20,21 обратного хода. По трубопроводу 22 поступает жидкость от насоса под давлением Р. На станине1пресса установлен гибочный пуансон 23, а на штоках растяжных рабочих цилиндров 6,7 - обра15батываемая деталь 24. Система управления прессом снабжена трубопроводом 25, соединенным с поршневыми полостями 10,11 растяжных рабочих цилиндров 6, 7. На трубопроводе 25 установлен кран 26.
20
Система управления гидравлическим прессом работает следующим образом.
Обрабатываемую деталь 24 растягивают предварительно при помощи штоковых полостей 8,9 растяжных рабочих цилиндров б, 7. При этом жидкость по трубопроводу 22 и напорной магистралп 12, 13 поступает к рабочие полости 8,9 растяжных рабочих цилиндров 6,7, а из поршневых полостей К), 11 но магистрали обратного хода 20,21 и дросселям 16, 17 на слив.
Скорость перемещения HJTOKOB растяжных рабочих цилиндров 6,7 регулируют дросселями 16, 17. Ими же достигают и «равнодействия растяжных рабочих цилиндров 6,7, т. е. обрабатываемая деталь 24 не должна смещаться ни вправо, ни влево относительно гибочного пуансона 23. При этом кран 26 закрыт. Посредство.м гибочных цилиндров 2, 3 вращают гибочные рычаги 4,5, совершая тем самым гибку детали 24 по гибочному пуансону 23 при открыто.м кране 26. На промежуточной стадии гибки останавливают, папример, правый гибочный рычаг 5. а левым гибочным рычагом 4 продолжают гнуть. При этом 1пток растяжного рабочего цилиндра 6 неремещается внутрь ци.шндра (или из цилиндра, в зависи.мости от размеров и фор.мы гибочного нуапсона 23), а шток растяжного цилиндра 7 не переме/лается. В это.м положении давление в порншевы.х полостях 10,11 уравьговешепо, так как опи соединены между собой. Это означает, что перетяжки обрабатываемой детали 24 вправо не будет, т. е. имеет место «раанодсйствие растяжных цилиндров 6,7. По окончании 1ибки обрабатываемую деталь извлекают из зажимных устройств и цикл повторяется снова.
Технико-экономическая эффективность устройства определяется качеством нолучаемых деталей, особенно сложной формы. Обеспечение равподействия растяжных рабочих цилиндров при гибке уменьшает количество и величину гофров, уменьшает пружинение, исключает разрыв заготовки, что в целом позволит снизить себестои.мость изготовления деталей до 10%.
Формула изобретения
Система управления гидравлическим нрессом для гибки с растяжением, содержащая растяжные рабочие цилиндры, в магистралях обратного хода каждого из которых, соединенных с поршневы.ми иолоетя.ми, установлены дроссели и обратные клаиаиы, отличающаяся тем, что, с целью повышения качества за счет обеспечения ностоянного растяжения детали при гибке, иорншевые полости растяжных рабочих цилиндров соединены между собой.
Источпики информации, принятые во внимание ири экспертизе 1. Авторское свидетельство по заявке .ЧЬ 2511827/25-27, кл. В 30 В 15/22, 18.07.77.
