(54) ПОТОЧНАЯ ЛИНИЯ РЕМОНТА ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| Линия для жидкостной обработки деталей | 1981 |
|
SU981452A1 |
| Поточная линия ремонта шиберных затворов | 1990 |
|
SU1731428A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| АВТОМАТИЗИРОВАННЫЙ ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС ДЛЯ ФОРМИРОВАНИЯ И ЗАРЯДКИ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПРИ ИХ ПОТОЧНОМ ПРОИЗВОДСТВЕ | 2002 |
|
RU2213396C1 |
| Поточная линия для производства трикотажного полотна | 1981 |
|
SU1306991A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018228C1 |
1
Изобретение относится к обслуживанию транспортных средств, в частности к ремонту воздушных фильтров тепловозов.
Известны поточные линии ремонта изделий, преимущественно воздушных фильтров тепловозов, содержащие накопитель для ремонтируемых изделий, кинематически связанные между собой загрузочное устройство и транспортирующий изделия между позициями поточной линии механизм , разгрузочные устройства и контейнер для отремонтированных изделий 1.
В данной линии загрузочное и разгрузочное устройства кинематически не связаны между собой и с транспортирующим механизмом, что не позволяет синхронизировать эти процессы.
Цель изобретения - повыщение производительности труда путем синхронизации процессов загрузки изделий на транспортирующий механизм и их разгрузки.
Эта цель достигается за счет того, что загрузочное и разгрузочное устройства выполнены в виде Т-образных подъемно-поворотных стоек, кинематическая связь каждой из которых с транспортирующим механизмом осуществлена посредством соединенных между собой мальтийского креста и синусного механизма, а накопитель для ремонтируемых изделий и контейнер для отремонтированных выполнен в виде кассет, установленных на подъемниках, кинематически связанных с мальтийскими , крестами.
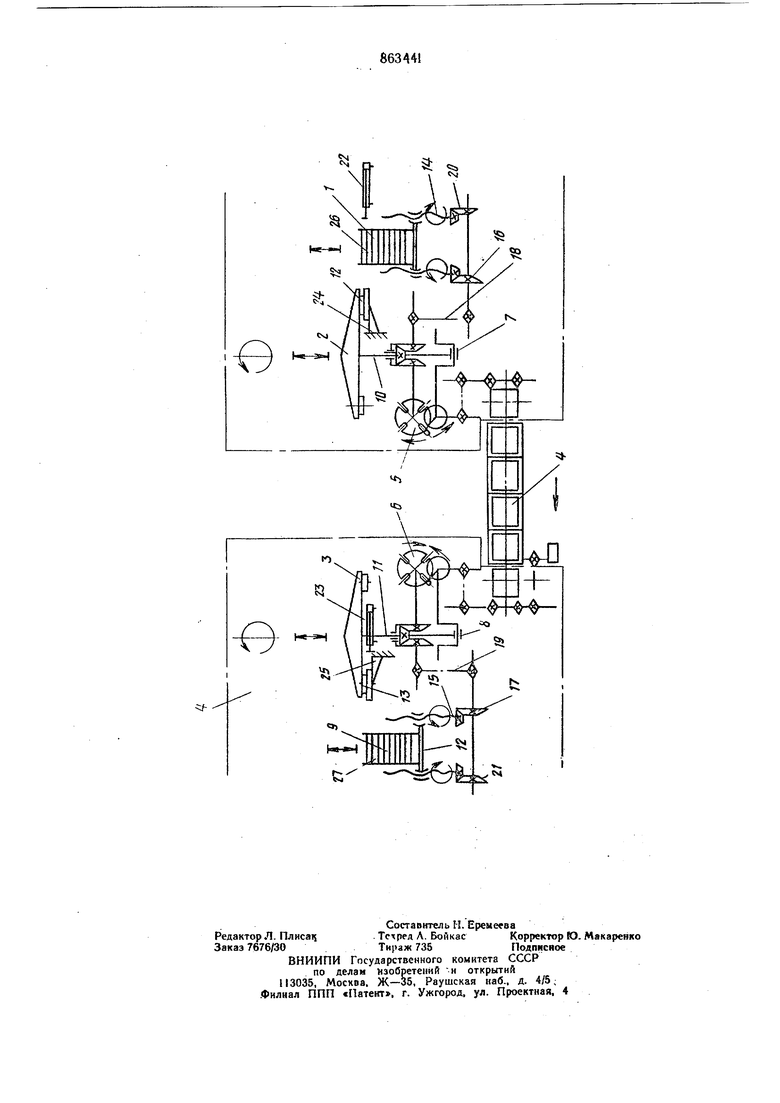
На чертеже схематически изображена предлагаемая поточная линия ремонта изделий.
Поточная линия ремонта воздушных Q фильтров содержит накопитель 1 для ремонтируемых изделий, загрузочное 2, разгрузочное 3 устройства, кинематически связанные с транспортирующим механизмом 4 посредством мальтийских крестов 5 и 6 и синусных механизмов 7 и 8, контейнер 9 для отремонтированных изделий. Загрузочное 2 и разгрузочное 3 устройства выполнены в виде Т-образных подъемноповоротных стоек 10 и 11, на обоих концах консолей которых размещены захваты 12 и 13 для постановки и съема изделий с 20 транспортирующего механизма 4, а накопитель 1 и контейнер 9 выполнен в виде кассет, установленных на подъемниках 14 и 15, посредством конических передач 16 и 17 и цепных передач 18 и 19 соответственно связанных с мальтийскими крестами 5 и ,0, выполненных в виде двух винтовых механизмов с самопересекающимися винтрвыми прорезями для йозвратно-поступательного движения подъемников, причем каждый второй винт имеет противоположное относительно первого вращ1ение за счет конических передач 20 и 21. Разгрузка и загрузка изделий осуществляется за счет силовых цилиндров 22 и 23 ч площадок 24 и 25 соответственно. Верхнее или нижнее крайние положения подъемника являются исходным положением. На позиции загрузки накопитель с ячейками 26, загруженными изделиями - фильтрами, подлежащими ремонту, устанавливается на подъемник 14, находящийся в одном из крайних положений (нижнем илм верхнем), аналогичные действия производятся и на позиции разгрузочного устройства 3, только контейнер с ячейками 27 устанавливается на подъемник порожним. Так как орг-цесс работы описывается в момент смены контейнеров, то часть изделий находится на технологических позициях транспортирующего механизма в момент остановки поточной линии. После включения поточной линии в работу срабатывают силовые цилиндры 22 и 23: первый выталкивает изделие из накопителя 1 на исходную площадку 24, а второй с исходной площадки 25 подает изделие в ячейку 27 контейнера 9. С окончанием данной операции Т-образная стойка 10, опускаясь до нижнего крайнего положения, своим захватом 12, расположенным на одиом конце консоли, берет изделие с исходной площадки 24, а на другом - кладет изделие на транспортирующий механизм 4. Аиалогичиая операция происходит и в разгрузочиом устройстве, но только в обратном порядке. Захваты 13 одного конца коисоли Т-образиой стойки 1 i производят съем изделия с транспортирующего механизма 4, а захваты другого конца кладут изделие на исходную площадку 25. По мере окончания данной операции стойка 10 поднимается до верхнего крайнего положения за счет синусного механизма 7 и поворачивается на 180 за счет мальтийского креста 5. В период поворота при помощи цепной передачи 18 от мальтийского креста 5 происходит подъем подъемника 14 с накопителем 1 иа высоту, равную высоте ячейки 26. При опусканни суойки 10 приводится в действие силовой цилиндр 28, осуществляющий разгрузку. Затем цикл поточной линии повторяется. Все изделия последовательно и непрерывно {за исключением смены контейнеров) проходят все технологические операции, расположенные по длине транспортирук)щего механизма 4. Поточная линия транспортировки ремонтируемых изделий имеет один электропривод, приводящий в движение транспортирующий механизм. Все механизмы между собой и конвейером связаны цепной передачей, что дает синхронную и четкую работу всех узлов и механизмов, а это дает возможность укладывать на транспортирующий механизм изделия через равные промежутки на расстояния, необходимые для технологических операций с изделиями. Силовые цилиндры включаются в работу в период опускания стойки за счет концевых выключателей (не показаны). Описанная поточная линия загрузки и разгрузки изделий на транспортирующий механизм дает экономию трудовых затрат за счет синхронизации процессов с помощью кинематической связи их посредством мальтийского креста и синусного механизма. Формула изобретения Поточная линия ремонта изделий, преимущественно воздущных фильтров тепловозов, содержащая наполнитель для ремонтируемых изделий, кинематически связанные между собой загрузочное устройство и транспортирующий изделия между позициями поточной , линии механизм, разгрузочные устройства, контейнер для отремонтированных изделий, отличающаяся тем, что, с целью повышения производительности труда путем синхронизации процессов загрузки изделий на траиспортирующий механизм и их разгрузку, загрузочное и разгрузочное устройства выполнены в виде Т-образиых подъемно-поворотных стоек, кинематическая связь каждой из которых с транспортирующим механизмом осуществлена посредством соединенных между собой мальтийского креста и синусного мехаиизма, а накопитель для ремонтируемых изделий и контейнер для отремонтированных выполнены в виде кассет, установленных на подъемниках, кинематически связанных с мальтийскими крестами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 411997, кл. В 65 G 47/74, 1971.
