В известных стайках п голопках для впхревого растачивания отверстий планетарное движение резцовой голопки относительно нзделпя осуществляется носредством какого-либо приводного механизма от электродвигателя, находящегося вне самой головки, что усложняет л01;1струкин1 1 головки в условиях обработки длиииых отверстий больнюго диa rcтpa, наиример отверстий в трубах, когда рабочий вылет расточиого шннндсля достигает значительной велнчииы.
В онисываемой расточной головке, с целью унрощсния нриводного механизма шнннделя, нндивидуальиы олектродвнгатель, осуществляю1ЦНЙ главное движение фрезы, иометцен внутри корнуса pacT04noii головки.
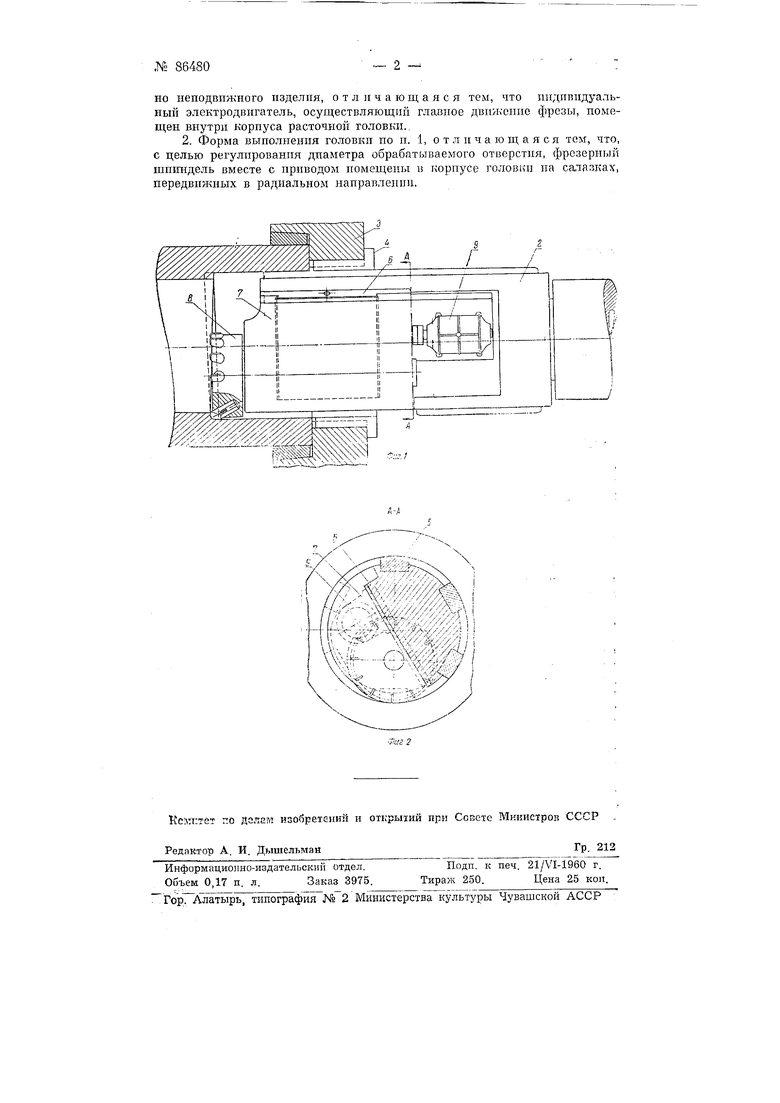
Hai фиг. 1 схематично изображена расточная головка нри обработке отверстня большого диаметра; на фиг. 2-разрез но АА на фиг. 1.
В нодлежащую обработке трубу 1 вводится борттаига 2, укренленная на ишинделе обычного расточного статгкр,. Изделие ненодвнжно закренляется на столе станка в установочном люнете 3, у которого П1;ладыш 4 служит для нредварительного наиравлеиия бориттанги в начальный иериод работы. Для дальнейгиего нанразлония Р обрабатываелго.м Отверстии борштанга снабжена резнновы.мтг нанравляюн1имн 5. В иерсдней части борштаиги на иоиеречные нанравляютцнх 6 номен1;ен неродвижной в радиальном направ.лении корпус 7 расточной головки, в котором установлен ишиндель с резцовой головкой 8 н ириводятций ее по вращение электродвигатель 9. Ирп вращении борштаиги 2, установлеттной соосно с изделием, резцовая го.ловка 8 совертиает нланетарное движение но обрабатываемой новерхностн, осуществляя ее вихревое растачивание. Радиальная нодача резцовой головки при настройке на заданный диаметр обработки осу цествляется нутелг неремещення ое на салазках вместе с нриводным э.лектродвттгателем но ианрав.ляготцилг 6.
И р е д м е т н з о б р е т е и и я
1. Головка для вихревого растачиваиия отверсти болыного диаметра, осуществляющая нланетарное движение инструмента, относнтельно неподвижного изделия, отличающаяся тем, что индивидуальный электродвигатель, осуществляющий главное движение фрезы, иомещен внутри кориуса расточной головки.
2. Форма выиолнения головки ио п. 1, отличающаяся тем, что, с целью регулирования диаметра обрабатываемого отверстия, фрезерный шишгдель вместе с нриводом номещеиы в корнусе головки на салазках, нередвиншых в радиальном нанравлелии.
Si
/-Хх...1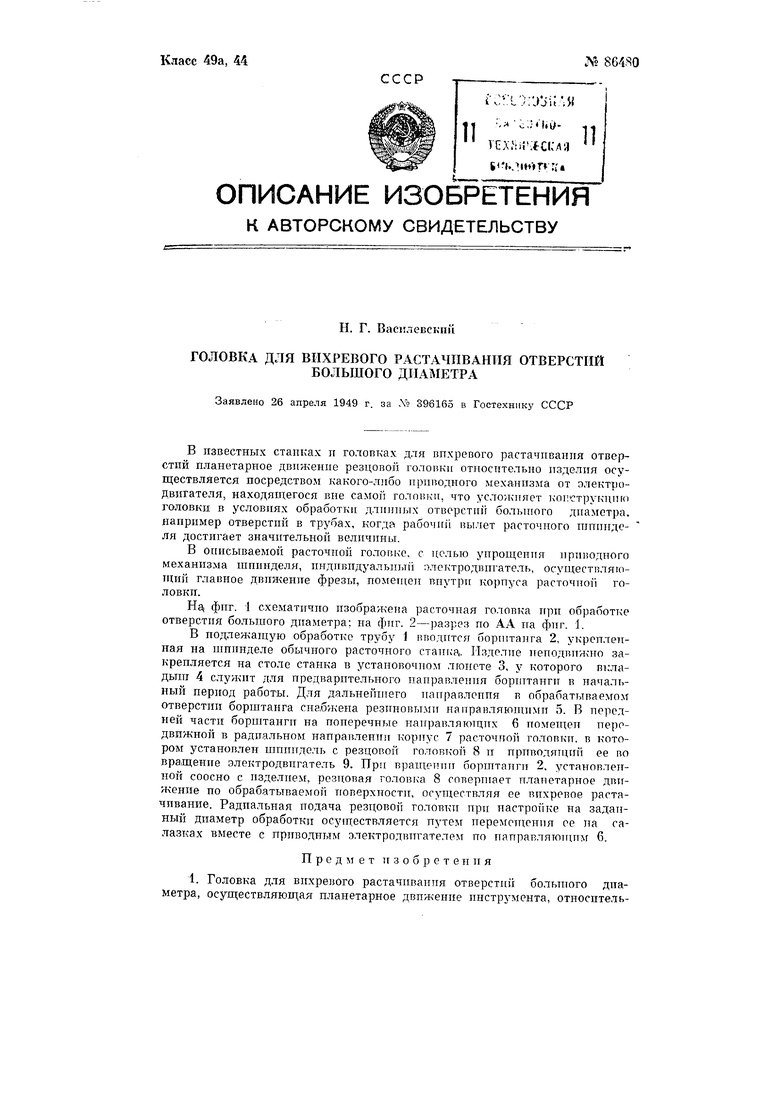
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для расточки глубоких отверстий | 1949 |
|
SU87537A1 |
| Устройство для растачивания | 1977 |
|
SU639657A1 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Способ обработки путем фрезерования профиля винтовых рабочих колес нагнетателей типа "Руттс" | 1960 |
|
SU147081A1 |
| Устройство для растачивания длинныхотверстий | 1974 |
|
SU508343A1 |
| Расточная головка | 1989 |
|
SU1773574A1 |