(54) УСТАНОВКА ДЛЯ НАЫЕСЕНИЯ ОГНЕУПОРНОГО
I
Изобретение относится к литейному производству, а имешю к оборудованию для изготовления многослойных крупно1абаритных форм по выплавляемым и газифицируемым моделям.
Известна установка для нанесения огнеупорного покрытия на выплавляемые модели,, содержащая ванну для нанесения суспензии, пескосып и механизмы вертикального и горизонтального перемещения модельного блока L1
Однако при закреплении блока моделей за два конца неизбежно погружение хотя бы одного замка, связывающего блок с приводом его вращения, в суспензию, что приводит к быстрому его выходу из строя. Поэтому при изготовлении крупногабаритных форм все операции нанесения огнеупорного покрытия (нанесение суспензии, вращение, обсыпка) выполняются вручную.
Цель изобретения - механизация процесса изготовления крупногабаритных форм по выплавляемым моделям. ПОКРЫТИЯ
Поставленная цель достигается тем,что в установке для нанесения огнеупорного покрытия, содержащей ванну для нанесения суспензии, пескосып, механизмы горизонтального и вертикального перемещения, последние снабжены синхронизированными механизмами вращения формы и захватами, соединенными с формой гибкими связями.
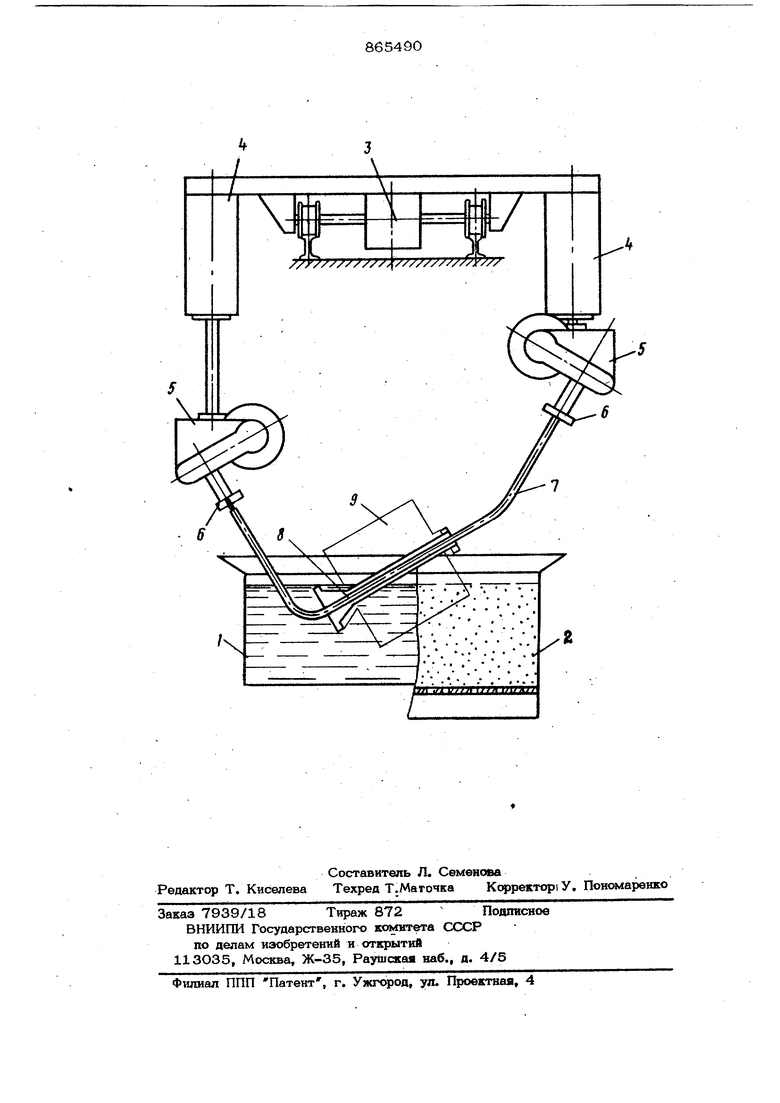
На чертеже изображена схема установ10ки.
Установка нанесения огнеупорного покрытия включает ванну 1 для нанесения суспензии и пескосып 2, например, кипящего слоя, механизм 3 горизонталь15ного перемещения, на котором с помощью механизмов 4 вертикального перемещения (например гидроцилиндров) закреплены . синхронизированные механизмы 5 вращения с захватами 6 (например пневматиче20скими 3-х кулачковыми патронами). В захватах 6 закреплены концы гибких связей 7 (например нераскручивающихся тросов в полиэтиленовой трубке) жесткого 38 На стояке 8 крепится блок мо стояка 8. делей 9. Установка работает следующим образом, В положении, когда оба захвата 6 под няты механизмами 4 вверх и механизм горизонтального перемещения 3 выведен из зоны пескосыпа 2 и ванны 1, в захва ты 6 закрепляются концы гибких связей 7 стояка 8 с блоком 9. После чего с по мощью механизма 3 блок транспортируется к ванне 1 и включаются механизмы 5. Затем поочередно включаются механизмы 4 вертикального перемещения. При этом модельный блок 9 погружается в суспензию, вращаясь вокруг продольной оси, причем одновременно изменяется положение этой оси, чем обеспечивается смачивание всех поверхностей моделей. Затемоба захвата 6 поднимаются механизмами 4 вверх, блок 9 с помощью механизма 3 транспортируется к пескосьшу 2. Обсыпка производится аналогично, после чего блок 9 отправляется на сущку и цикл повторяется. Применение раздельных механизмов вертикального перемещения позволяет осуществлять ориентацию и перемещение модельных блоков в суспензии и присы0почном материале по заданной программе в результате чего форма получается равномерной толщины и сокращаются потери форм . Применение установки в целом позволяет мехакиэирювать и йвтоматизиро- вать процесс изготовления крупногабаритных форм, ранее не поддававшихся механизации. Формула изобретения Установка нанесения огнеупорного покрытия, содержащая ванну для нанесения суспензии, пескосып, механизм горизонтального и вертикального перемещения модельного блока, отличаюшаяс я тем, что, с целью механизации процесса изготовления крупногабаритных форм по выплавляемым моделям, механизмы вертикального перемещения снабжены синхронизированными механизмами вращения формы и захватами, соединенными с формой гибкими связями. Источники информации, принятые во внимание при экспертизе 1. Литейное производство, 1977, № 5, с. 19-20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям | 1980 |
|
SU897387A1 |
| Установка для нанесения огнеупорного покрытия на модельные блоки | 1985 |
|
SU1284680A1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |