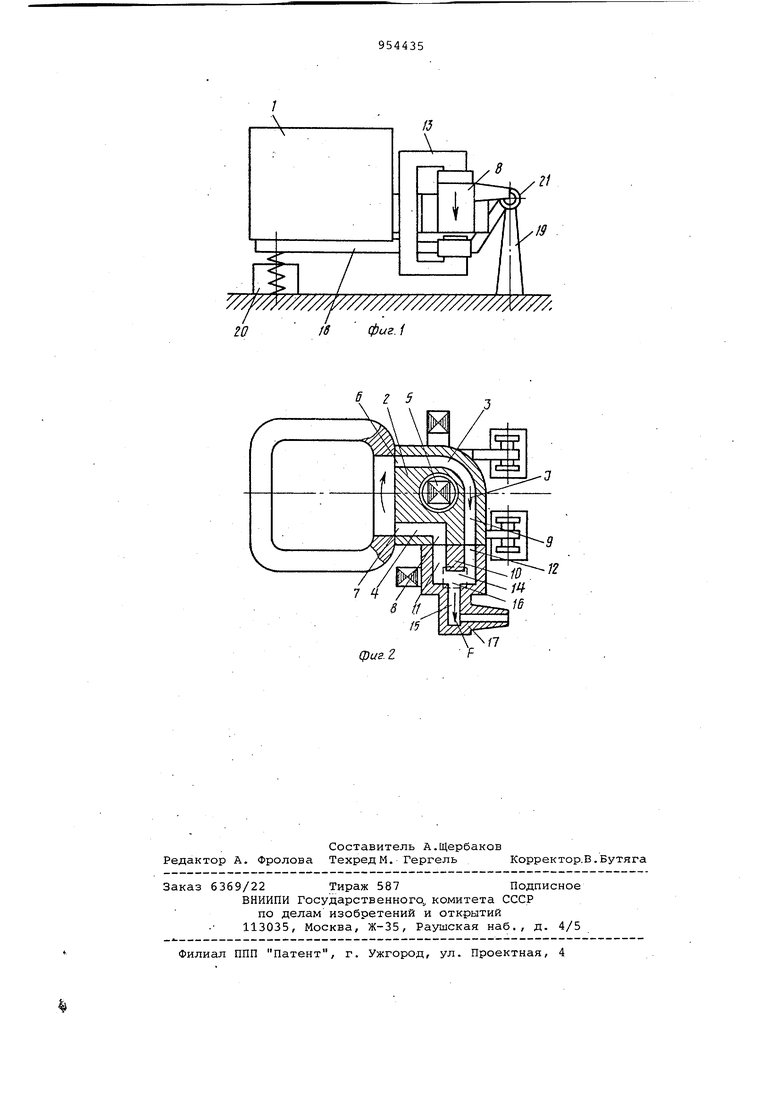
дом, нагнетающий участок которого имеет выход на сливной носок. На фиг. 1 представлено устройств для заливки форм, вид сбоку; на фиг. 2 - то же, вид сверху. Устройство для заливки форм .сост ит из тигля 1, к боковой стенке кот рого прикреплен огнеупорный блок 2. В нем выполнено два полых не зам нутых между собой канала 3 и 4. Эти каналы охватывают индуктор 5 и сод ной стороны имеют выход б и 7 в тигель, а с другой образуют два окна 8 и 9 выхода в плоскости стыковки огнеупорного блока 2 со сменным отъемным желобом 10. Этот -желоб содержит два металлопровода 11 и 12. Каждый из них с одной стороны подсо диняется к окнам 8 и 9 выхода полос каналов 3 и 4 огнеупорного блока 2, с другой стороны металлопроводы -11 и 12 в зазоре электромагнита 13 соединены между собой поперечным ме таллопроводом 14. Нагнетающий участок 15 металлопровода 14 расположен на участке полюса 16 электромагнита и имеет выход на сливной носок 17. Таким образом, при подсоединении сменного желоба 10 к огнеупорному блоку 2 образуется замкнутая цепь каналов вокруг катушки индуктора 5. Все узлы устройства размещаются на раме 18, которая крепится к осно ванию 19, и имеют возможность огран ченного поворота приводом 20 в вертикальной плоскости вокруг оси 21, условно проходящей через конец слив ного носка 17. Перед запуском устройства в тигель заливают жидкий металл. При этом он заполняет каналы 3 и 4, а также металлопроводы 11, 12 и 14 и образует замкнутый жидкометаллйческий виток вокруг катушки индуктора 5. При включении индуктора в сеть промышленной частоты в этом витке индуктируется электрический ток 3. При включении электромагнита 13 в его зазоре возникает магнитное поле Вив жидком металле образуется электромагнитная сила F, под воз действием которой жидкий металл при водится в движение и по нагнетающему участку 15 поступает на сливной носок 17 и далее в литейную форму. Прекращение заливки производится отключением напряжения на электрома При заливке форм уровень металла в тигле изменяется, что приводит к изменению расхода металла. Для его стабилизации в уст ройстве перед каж дой очередной заливкой производится установка исходного уровня заливки на желобе. Эта операция является вспомогательной ивыполняется путем поворота устройства на раме 18 приводом 20. Сама же заливка форм осуществляется под действием электромагнитных сил, обеспечивающих более широкую, возможность регулирования расхода и быструю отсечку при поступлении сигнала на прекращение заливки . Таким образом, в предлагаемом устройстве электромагнит располагается не на участке огнеупорного блока, а на сменном отъемном желобе. Это стало возможным благодаря выполнению в огнеупорном блоке двух не замкнутых между собой полых канала, которые подсоединяются к металлопроводам отъемного сменного желоба, обеспечивающих замыкание электрической цепи вокруг индуктора. Такое исполнение устройства приводит к более длительному сроку службы огнеупорного блока, который по размерам и массе в 7-10 раз больше, чем желоб. При этом сокращается расход огнеупорных материа1ЛОВ. Небольшие размеры желоба и выполнение его в виде отъемной конструкции позволяет проводить его замену в период кратковременных остановок, уменьшить время ремонтных работ, улучшить эксплуатационную надежность и условия обслуживания устройства. Ожидаемый экономический эффект по предварительному расчету составляет 10-15 тыс. руб на одно устройство и достигается за счет снижения расхода огнеупорных материалов на 3%, снижения времени ремонтных работ на; 5%, улучшения условий обслуживания. Формула изобретения Устройство для заливки форм, со--держащее основание, раму, тигель,огнеупсрный блок, индуктор, электромагнит с металлопроводом и отъемный сменный желоб со сливным носком, о тличающееся тем, что, с целью повышения эксплуатационной надежности устройства и снижения расхода огнеупорных материалов, в огнеупорном блоке выполнено два замкнутых между собой полых канала, в .каждом -из которых в плоскости стыковки огнеупорного блока к отъемному сменному желобу выполнены окна выхода, а отъемный сменный желоб содержит два подсоединенных к окнам выхода полых каналов огнеупорного блока металлопровода, соединенных между собой в зазоре электромагнита поперечным металлопроводом, нагнетающий участок которого имеет выход на.сливной носок. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 288183, кл. F 21 h 18/02, 1970. 2.Авторское .свидетельство СССР № 515926, кл. F 27 d 11/06, 1976. 3.Авторское свидетельство СССР № 660.342, кл. В 22 d 39/00, 1979.
Y/ //y//////A
10 }8 фиг. /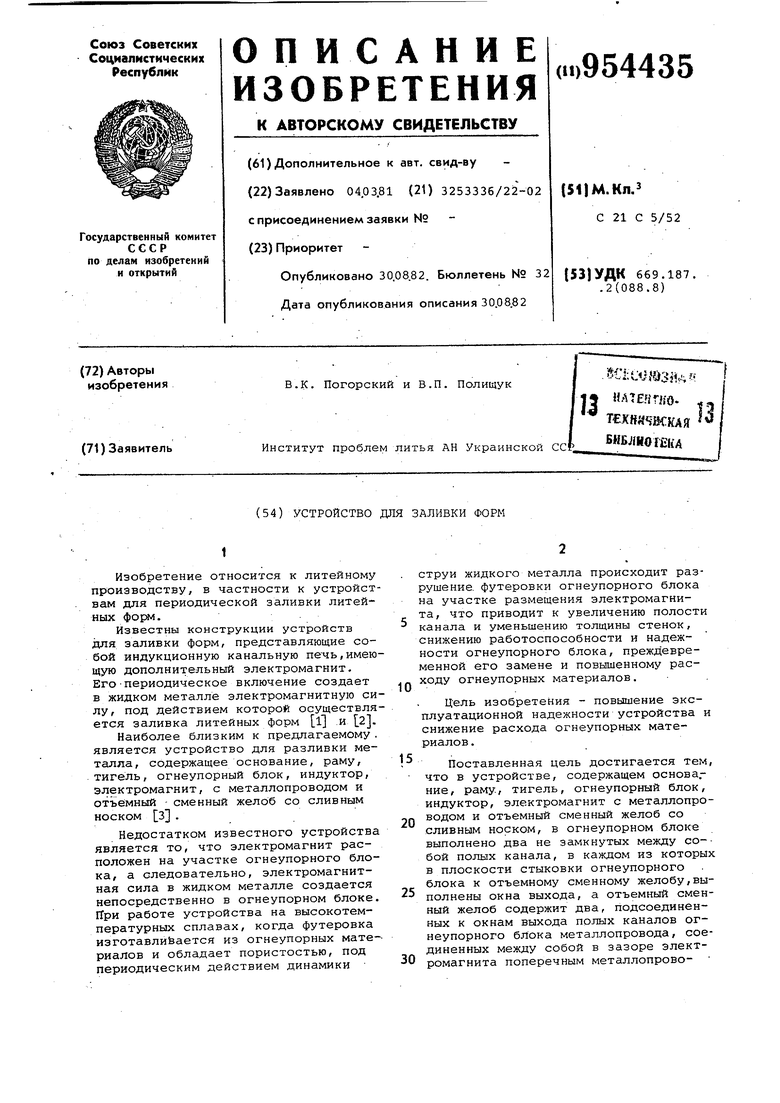
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для разливки металла | 1986 |
|
SU1388181A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Устройство для порционной разливкиМЕТАллА | 1977 |
|
SU660342A1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |