Отличие описываемого гидравлического центрифугирующего станка от известных заключается в применении стола для подачи форм на уровень линии центров бабок и наличии гидравлического механизма для перемещения и фиксации задней бабки станка.
Для автоматизации прессов, установки формы на линии центров бабок станка и удаления формы со станка после окончания процесса центрифугирования стол снабжен призматическим углублением, образованным двумя наклонными площадками, из которых одна, примыкающая к стеллажу для удаления формы, выполнена поворотной.
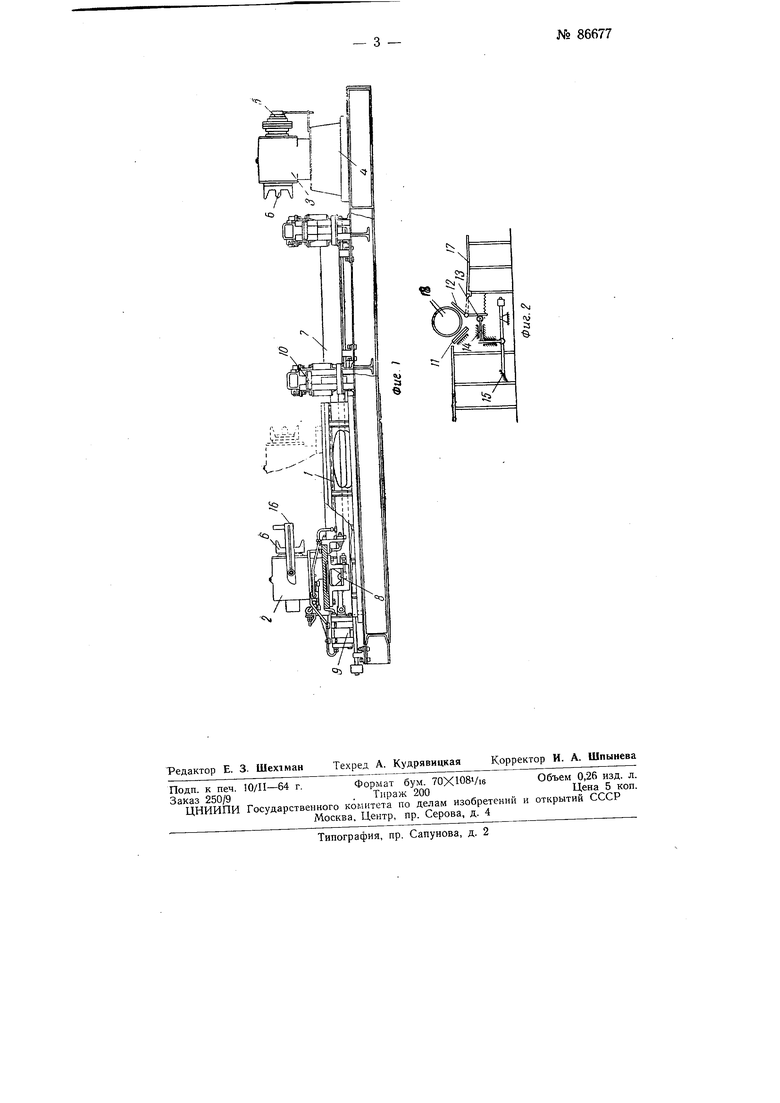
На фиг. 1 изображен описываемый гидравлический центрифугирующий станок, вид сбоку; на фиг. 2 - стол для установки и сбрасывания форм.
На станине / станка установлена задняя бабка 2, снабженная гидравлическим приводом для перемещения вдоль направляющих станины станка. Передняя неподвижная бабка 3 установлена на раме 4 станка и ее шпиндель 5 приводится во вращение при помощи текстропных ремней от электродвигателя. Бабки станка снабжены планшайбами 6 со скошенными кулачками для самоцентровки формы, в которой происходит процесс центрифугирования железобетонной стойки. Перемещение бабки 2 осуществляется гидравлическим устройством 7, состоящим из цилиндра, поршня и штока, связанного с бабкой. Фиксация положения бабки на станине станка производится при помощи клинового зажима 8, связанного со штоком поршня гидравлического цилиндра 9. Стол станка для установки и сбрасывания форм состоит из двух стоек 10, на которых жестко укреплены наклонные щеки //и поворотные щеки 12.
Щеки 12 снабжены подпружиненным рычагом 13 и роликовым упором 14. При нажатии педали 15 упор получит возможность перемещения, поворотная щека займет положение, указанное пунктиром, и фор№ 86677
ма 18 под действием собственного веса и толкателя 16 перекатится на стеллаж 17.
Технология изготовления железобетонных стоек следующая. Перед центрифугированием внутренняя поверхность формы покрывается тонким слоем парафина (2-3 мм).
Процесс парафйнирования формы производится центробежным способом. В запарафинированную форму 18 вводится металлический каркас и порция бетонной массы. Форма 18 закрывается с торцов пробками и подается на центрифугирующий станок и устанавливается на столе. Бабка 2 передвигается вдоль направляющих стоек до упора в форму 18, и при помощи кулачков форма 18 самоустанавливается в планшайбах 6. Клиновый зажим 8 фиксирует положение бабки 2 на станке. После окончания процесса центрифугирования снятая со станка форма 18 с изготовленной железобетонной стойкой помещается на 6 час в пропарочную камеру.
Предмет изобретения
1.Гидравлический центрифугирующий станок для изготовления железобетонных трубчатых стоек с использованием передней приводной и задней зажимной бабок для закрепления и вращения трубчатых литейных форм, отличающийся тем, что, с целью автоматизации операций, применен стол, предназначенный для подачи формы на уровень линии центров бабок, и гидравлический механизм для перемещения и фиксации задней бабки.
2.Станок по п. 1, отличающийся тем, что стол для подачи форм снабжен призматическим углублением, расположенным между двумя стеллажами, исполь.зуемыми для подачи формы и для ее удаления.
I-С
N.
°u :4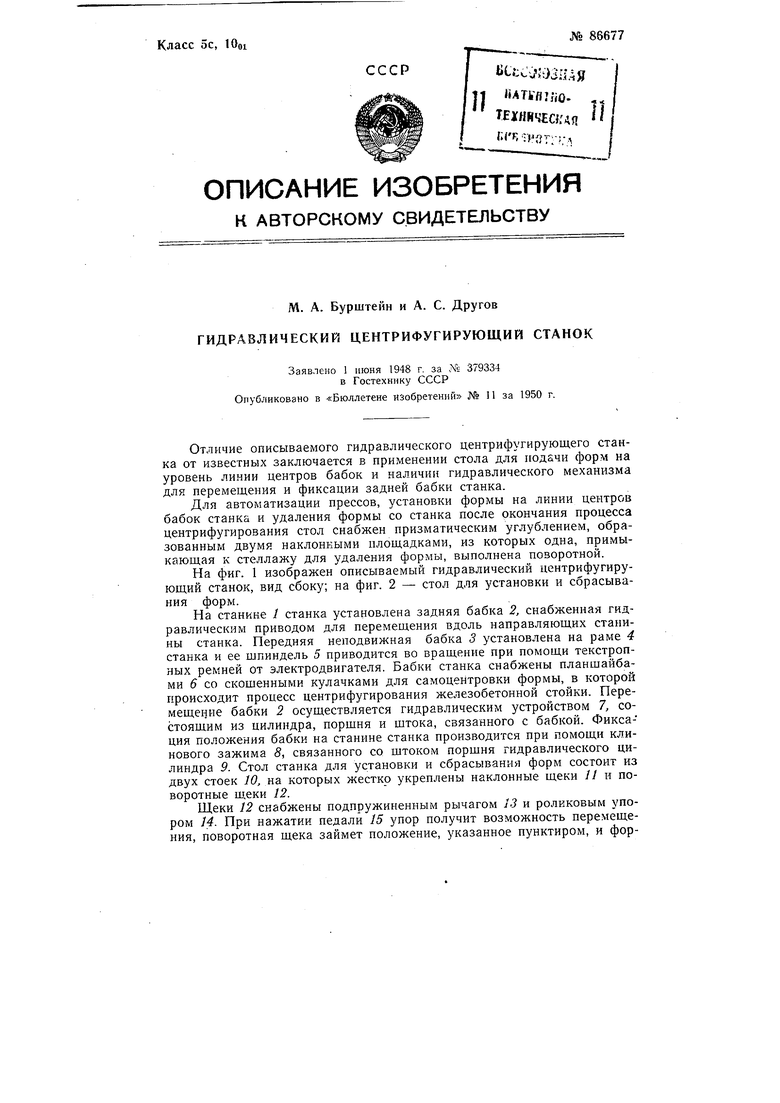

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для центробежной формовки полых железобетонных и т.п. изделий | 1948 |
|
SU86410A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Станок для обточки колёсной пары | 2022 |
|
RU2794650C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Станок для оправки керамических раструбных труб | 1961 |
|
SU149338A1 |
| РАСТОЧНОЙ СТАНОК | 1966 |
|
SU222845A1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 1992 |
|
RU2021879C1 |