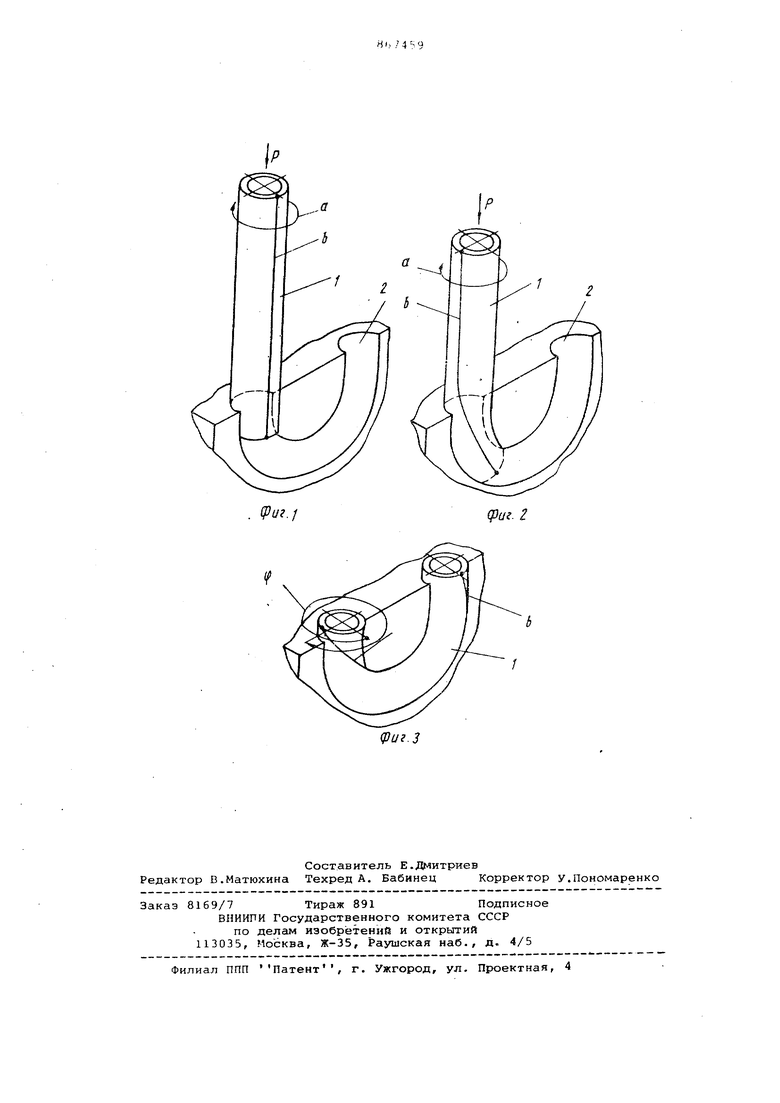
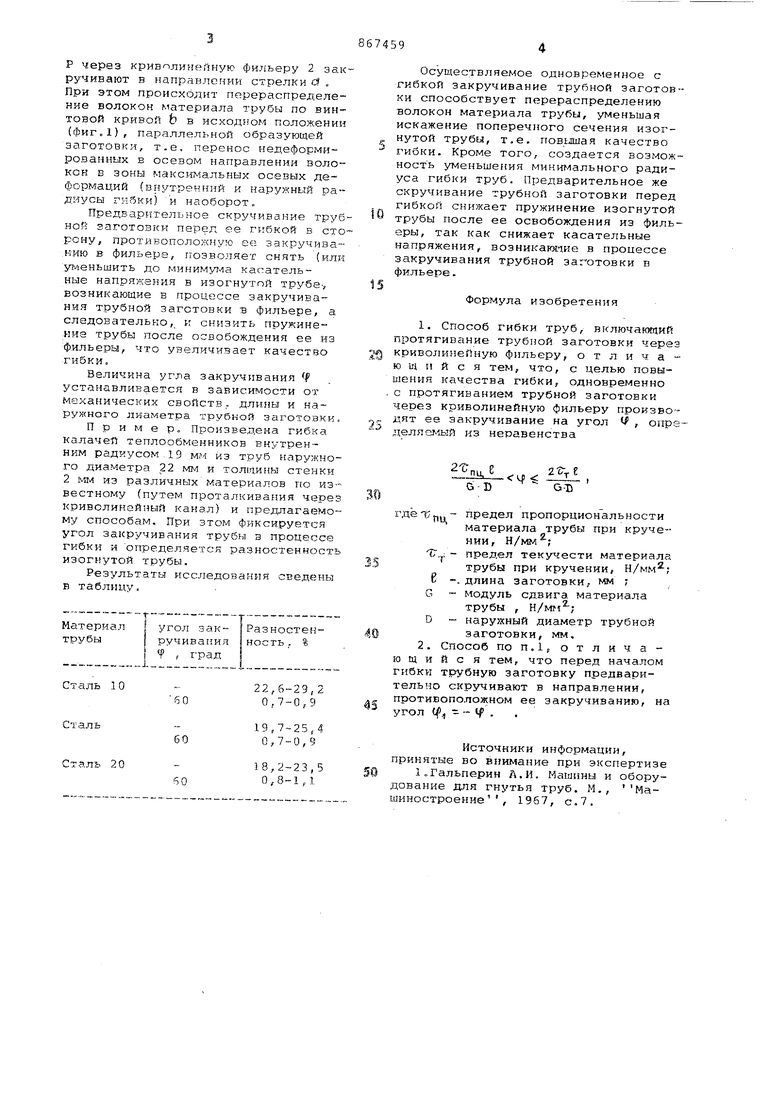
Изобретение относится к обработке металлов давлением, в частности к способам гибки труб. Известен способ гибки труб, вклю- чающий протягивание трубной заготовки через криволинейную фильеру tl. Известный способ не обеспечивает качественной гибки труб, так как относительные линейные деформации (удлинение по наружному и укорочение по внутреннему радиусам гибки) заготовки достигают величин, приводящих к значительной разностенности изогнутой трубы, а при гибке труб из низко пластичньи материалов и радиусах гибки, близких к минимальным - к разрыву трубы по наружному радиусу гцбки. Цель изобретения - повышение качества гибки труб. Указанная цель достигается тем, что в способе гибки труб, включаю тем протягивание трубной заготовки через криволинейную фильеру, одновременно с протягиванием трубной заготовки через криволинейную уго где ную ваю ном (бе на тру око но производят ее закручивание на л Ч , определяемый из неравенства 2Гпц,.& G В Uf. - предел пропорциональности материала трубы при кручении, предел текучести материала трубы при кручении, длина заготовки, мм; модуль сдвига материала трубы, Н/мм ; наружный диа1метр заготовки, мм. При зтом перед началом гибки труозаготовку предварительно скручит в направлении, противоположее закручиванию, на угол Ф На фиг.1 показано начало гибки з предварительного скручивания) фиг.2 - промежуточное положение бы в процессе гибки на фиг.З нчание гибки., Трубную заготовку 1 одновременс проталкиванием осевым усилием
Р через криволинейную фильеру 2 закручивают в направлении стрелки d. При этом происходит перераспределение волокон материала трубы по винтовой кривой Ь в исходЕ1ом положении (фиг,1), параллельной образующей заготовки, т.а, перенос недеформированных в осевом направлении волокон в зоны максимальных осевых деформаций (внутренний и наружный радиусы гибки) и наоборот.
Предварительное скручивание трубной заготовки перед ее гибкой в сторону, противоположную ее закручиванию в фильере, позволяет снять (или угченьшить до миниму1 1а касательные напряжения в изогнутой трубе-, возникающие в процессе закручивания трубной заготовки в фильере, а следовательно, и снизить пружинение трубы после освобождения ее из фильеры, что увеличивает качество гибки.
Величина угла закручивания f устанавливается в зависимости от механических свойств, длины и на рухсного лиаметра трубной заготовки,
П р и м е РО Произведена гибка калачей теплообменников внутренним радиусом 19 мм из труб наружного диаметра 22 мм и толщины стенки 2 IV5M из различных материалов по известному (путем проталкивания через криволинейный канал) и предлагаемому способам. При этом фиксируется угол закручивания трубрл в процессе гибки и определяется разностенность изогнутой трубы.
Результаты исследования сведены в табЛ1- цу,
22,6-29,2
10
60 0,7-0,9
19,7-25,4 0,7-0,9
60
20
18,2-23,5 0,8-1,3.
60
Осуществляемое одновременное с гибкой закручивание трубной заготовки способствует перераспределению волокон материала трубы, уменьшая искажение поперечного сечения изогнутой трубы, т.е. повышая качество гибки. Кроме того, создается возможность уменьшения минш- ального радиуса гибки труб. Предварительное же скручивание трубной заготовки перед гибкой снижает пружинение изогнутой трубы после ее освобождения из фильеры, так как снижает касательные напряжения, возникающие в процессе закручивания трубной заготовки в фильере.
Формула изобретения
1. Способ гибки труб, включающий протягивание трубной заготовки через криволинейную фильеру, отличающийся тем, что, с целью повышения качества гибки, одновременно , с протягиванием трубной заготовки через криволинейную фильеру производят ее закручивание на угол , определяемый из неравенства
2 gy
.i G-D
G В
предел пропорциональности
где 15
пи. материала трубы при кручении,
предел текучести материала трубы при кручении, 6 -. длина заготовки, WM ; G - модуль сдвига материала
трубы , Н/мм ; D - наружный диаметр трубной
заготовки, мм,
2. Способ по п.If отличающий с я тем, что перед началом гибки трубную заготовку предварительно скручивают в направлении, противоположном ее закручиванию, на угол ( - «f .
Источники информации, принятые во внимание при экспертизе 1„Гальперин Л.И. Машины и оборудование для гнутья труб. М., Машиностроение, 1967, с.7.
(Риг./
(риг. 2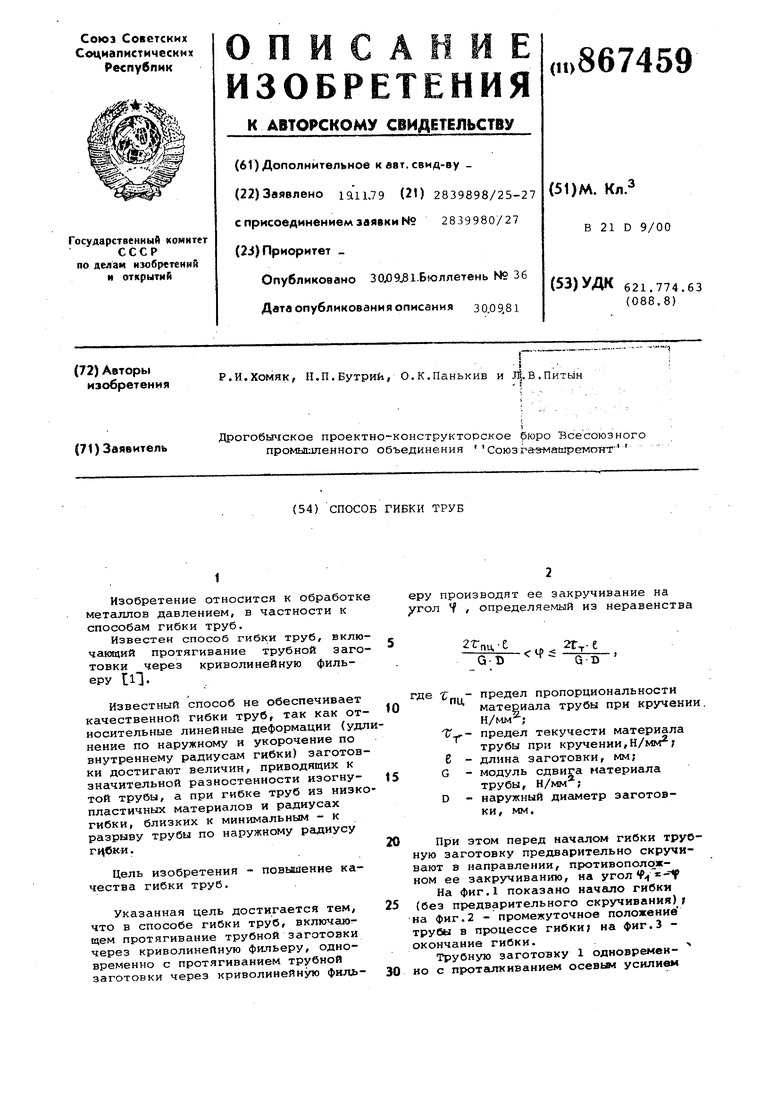
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ СКРУЧИВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2016 |
|
RU2630152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| Способ изготовления трубчатых полуторов | 1990 |
|
SU1792767A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ И ОТВОДОВ | 1998 |
|
RU2149726C1 |