(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ТОНКОГО ЛЕГКОДЕФОРМИРУЕМОГО ПОЛОСОВОГО и ЛЕНТОЧНОГО МАТЕРИАЛА К ШТАМПУ Изобретение относится к холодной обработке металлов давлением и может быть использовано в устройствах для подачи тонкого легкодеформируемо го мат ери аш а к обрабатывающей машине Известно устройство для подачи тонкого легкодеформируемого полосового и ленточного материала к обрабатывсиощей машине, содержащее приводной подающий валок, механизм поджатия материала к приводному подающему валку, на участке поверхности последних, имеющем заданный угол ilj В известном устройстве конструктивное решение механизма поджатия является сложным, что ведет к услож. конструкции всего устройства. По основному авт.св. 626865 известно устройство для подачи тонкого легкодеформируемого полосового и ленточного материала к штампу, содержащее приводной подающий ва лок и механизм поджатия материала к приводному подающему валку, выполнен ный в виде установленной в корпусе с возможностью, перемещения относительно приводного подающего валка ползуш ки (.колодкиЬ подпружиненный к нему и несущей два ролика, диаметр которых меньше диаметра приводного подающего валка f2. Однако устройство не обеспечивает достаточной точности шага полачи. Цель изобретения - повышение точности шага -подучи. Поставленная цель достигается тем, iTO 3 устройстве для подачи тонкого легкодеформируемого полосового и ленточного материала к штампу, содержащем приводной.подающий валок и механизм поджатия материала к приводному подающему валку, выполненный в виде установленной в корпусе с возможностью перемещения относительно приводного подающего валка ползушки, несущей расположенные один за другим в направлении подачи материала два ролика, взаимодействукнцих с материалом, диаметр которых меньше диаметра приводного подающего валка, ролики связаны с приводным подающим валком при помощи шестерен, а ролик, расположенный со стороны, противоположной направление подачи материала, выполнен с диаметром, большим диаметра ролика, расположенного со стороны подачи MaTep tana, на величину, равную- О, 003-0, 005),
где о - диаметр приводного полающегб валка.
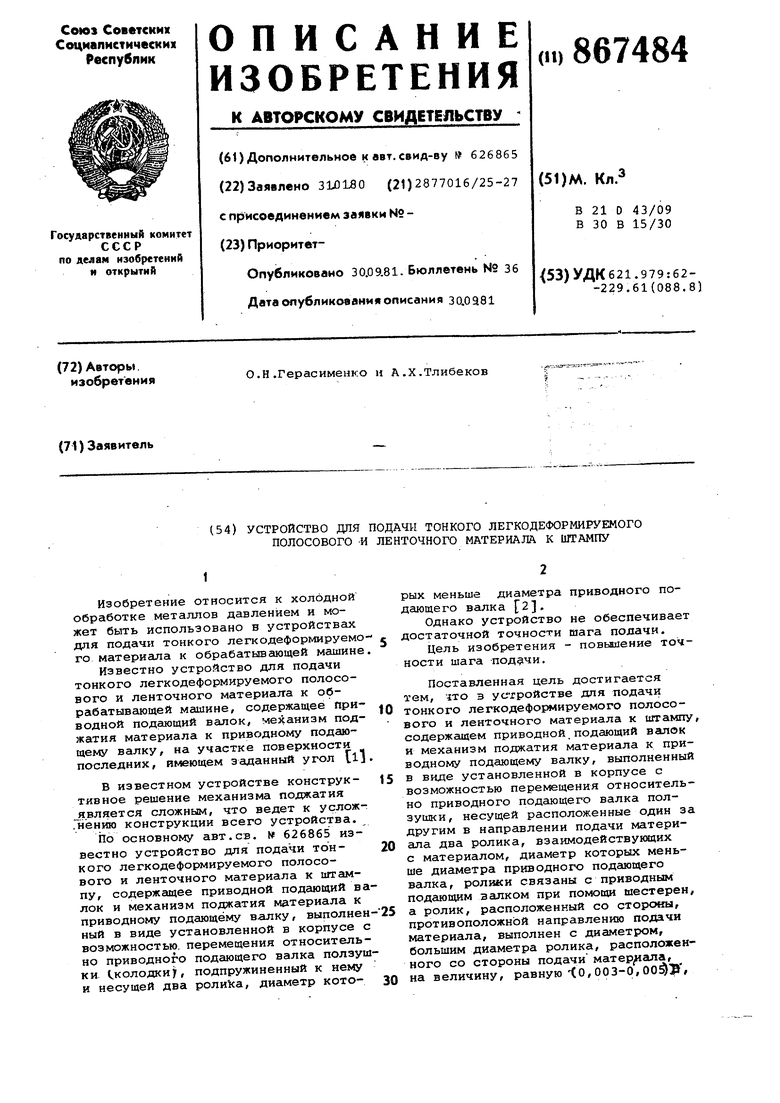
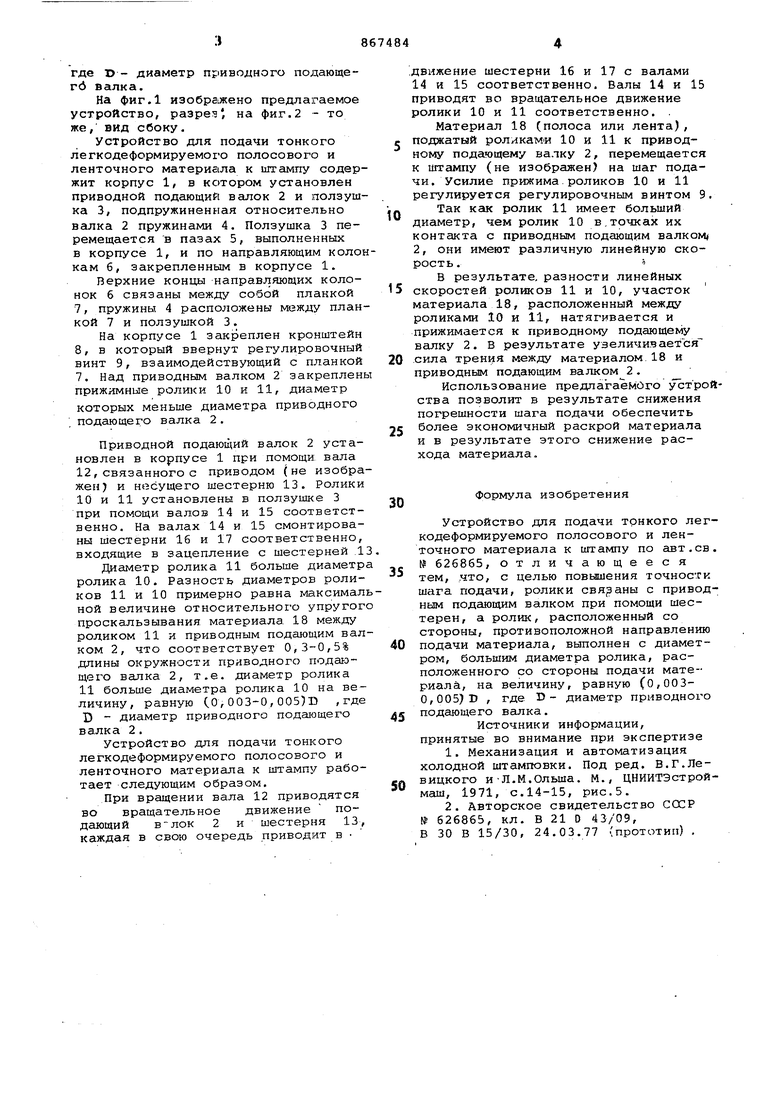
На фиг,1 изобра1жено предлагаемое устройство, разреч, на фиг. 2 - то же, вид сбоку.
Устройство для подачи тонкого легкодеформируемого полосового и ленточного материвша к штампу содержит корпус 1, в котором установлен приводной подающий валок 2 и ползушка 3, подпружиненная относительно валка 2 пружинами 4. Ползушка 3 перемещается в пазах 5, выполненных в корпусе 1, и по направляющим колокам б, закрепленным в корпусе 1.
Верхние концы направляющих колонок 6 связаны между собой планкой
7,пружины 4 расположены между планкой 7 и ползушкой 3.
На корпусе 1 закреплен кронштейн
8,в который ввернут регулировочный винт 9, взаимодействующий с планкой 7. Над приводным валком 2 закреплен прижимные ролики 10 и 11, диаметр которых меньше диаметра приводного подающего валка 2.
Приводной подающий валок 2 установлен в корпусе 1 при помощи вала 12, связанного с приводом (не изображен) и несущего шестерню 13. Ролики
10и 11 установлены в ползушке 3 при помощи валов 14 и 15 соответственно. На валах 14 и 15 смонтированы шестерни 16 и 17 соответственно, входящие в зацепление с шестерней .1
Диаметр ролика 11 больше диаметр ролика 10. Разность диаметров роликов 11 и 10 примерно равна максималной величине относительного упругог проскальзывания материала 18 между роликом 11 и приводным подающим валком 2, что соответствует 0,3-0,5% длины окружности приводного пода1-эщего валка 2, т.е. диаметр ролика
11больше диаметра ролика 10 на величину, равную (О,003-0,005)D ,где
D - диаметр приводного подающего валка 2.
Устройство для подачи тонкого легкодеформируемого полосового и ленточного материала к штампу работает следующим образом.
При вращении вала 12 приводятся во вращательное движение подающий в-лок 2 и шестерня 13, каждая в свою очередь приводит в
.движение шестерни 16 и 17 с валами 14 и 15 соответственно. Валы 14 и 15 приводят во вращательное движение ролики 10 и 11 соответственно. .
Материал 18 (полоса или лента), поджатый роликаМИ 10 и 11 к приводному подающему валку 2, перемещается к штампу (не изображен) на шаг подачи. Усилие прижима.роликов 10 и 11 регулируется регулировочным винтом 9.
Так KciK ролик 11 имеет больший диаметр, чем ролик 10 в,точках их контакта с приводным подающим валком 2, они имеют различную линейную скорость.S
В результате, разности линейных
скоростей роликов 11 и 10, участок материала 18, расположенный между роликами 10 и 11, натягивается и прижимается к приводному подающему валку 2. В результате увеличиваетЪя
сила трения между материалом 18 и приводным подающим валком 2.
Использование предлагаемого уЪтройства позволит в результате снижения погрешности шага подачи обеспечить
более экономичный раскрой материала и в результате этого снижение расхода материала.
Формула изобретения
Устройство для подачи тонкого легкодеформируемого полосового и ленточного материала к штампу по авт.св. № 626865, отличающееся тем, что, с целью повышения точности шага подачи, ролики связаны с приводным подающим валком при помощи шестерен, а ролик, расположенный со стороны, противоположной направлению
0 подачи материала, выполнен с диаметром, большим диаметра ролика, расположенного со стороны подачи материала, на величину, равную (0,0030,005)D , где D- диаметр приводного
к подающего валка.
Источники информации, принятые во внимание при экспертизе
1.Механизация и автоматизация холодной штамповки. Под ред. В.Г.Левицкого и-Л.М.Ольша. М., ЦНИИТЭстроймаш, 1971, с.14-15, рис.5.
2.Авторское свидетельство СССР № 626865, кл. В 21 О 43/09,
В 30 В 15/30, 24.03.77 (прототип) .