13
ной обработке двух детален. Для этого две одинаковые детали 1 располагают на параллельных осях между двумя полюсными наконечниками 2 магнитной системы, гладкие рабочие поверхности которых эквидистантны наружным поверхностям деталей. Детали вводят в зацепление с гарантированным боковым зазором 1. вращают в одном направлении, а полюсным наконечникам сообщают движение подачи. Расположение деталей и форма полюсных наконечников
1
Изобретение относится к абразивной обработке, а именно к магнитно- абразивной обработке тел вращения, имеющих наружную винтовую нарезку, и может быть использовано в машиностро ении в качестве финищной операции при обработке червяков, силовых и ходовых винтов.
Цель изобретения - повышение производительности при магнитно-абразивной обработке наружных винтовых поверхностей деталей за счет создания условий для равномерного съема материала с их выступов и впадин при одновременной обработке двух деталей.
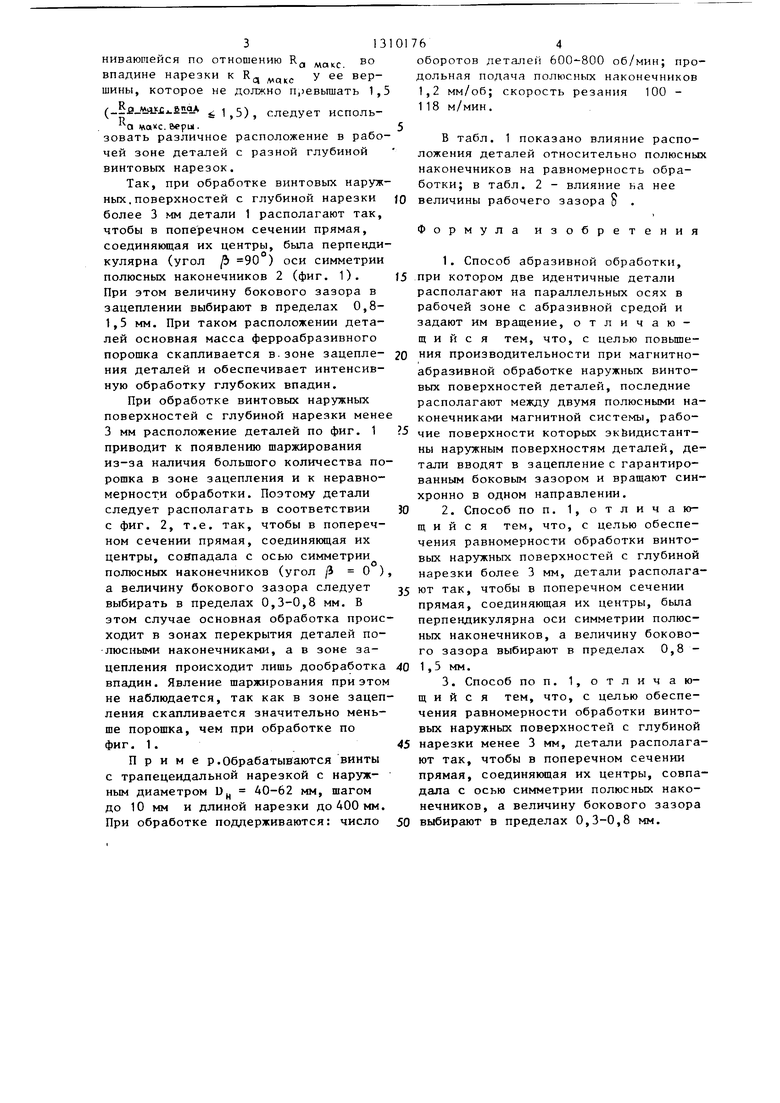
На фиг. 1 представлена схема обработки деталей с глубиной винтовой нарезки более 3 мм; на фиг. 2 - схема обработки деталей с глубиной винтовой нарезки менее 3 мм.
Две одинаковые детали 1 с наружной винтовой поверхностью располагают на параллельных осях в рабочей зоне, образованной двумя полюсными наконечниками 2 магнитной системы (не показана). Детали вводят в зацепление одна с другой, обеспечивая постоянный гарантированный зазор между боковыми поверхностями витков О 0,3-1,5 мм, величину которого выбирают в зависимости от глубины винтовой нарезки и схемы обработки, т.е. детали устанавливают .с межцентровым расстоянием между ними
S
,,, --;-,
sin --76
определяются глубинш нарезки: при глубине нарезки более 3 мм детали располагают так, чтобы в поперечном сечении прямая, соединяющая их центры, была перпендикулярна оси симметрии полюсных наконечников ( 90 ), а величину бокового зазора выбирают в пределах 0,8-1,5 мм, при глубине нарезки менее 3 мм детали устанавливают так, чтобы 1 О , а величину бокового зазора выбирают в пределах 0,3-0,8 мм. 2 з.п. ф. 2 ил. 2 табл.
15
где d - средний диаметр винтовой нарезки;
О - гарантированный рабочий зазор между боковыми поверх- 5ностями витков;
об - угол профиля витка в продольном сечении.
Форма полюсных наконечников 2 определяется схемой обработки (фиг. 1 и 2) из условия обеспечения постоянного рабочего зазора между наружными поверхностями деталей и гладкими рабочими поверхностями полюсных наконечников .
При обработке деталям 1 задают синхронное вращение в одном направлении, а полюсным наконечникам 2 сообщают движение продольной подачи, скорость которой зависит от материала детали, исходной величины шероховатости, величины магнитной индукции и не зависит от параметров винтовой нарезки,
В рабочую зону подают ферроабра- зивный порошок. Съем металла в этом случае происходит в трех зонах для каждой из деталей 1: в зонах перекрытия их полюсными наконечниками 2, где происходит обработка по диаметру выступов и боковых сторон витков на небольшом расстоянии от вершины; и в зоне зацепления, где происходит обработка боковых поверхностей витков и дна впадин между витками.(Обработ- 35 ка всей детали происходит по мере перемещения полюсных наконечников). Для обеспечения равномерности обработки винтовых поверхностей, оце20
25
30
ниваюшейся по отношению R
а маис.
во
впадине нарезки к R у ее вершины, которое не должно п,)евьш1ать 1,5
RC
(-Ifl- ii. 1,5), следует исполь а ла«с. Bpepui.
зовать различное расположение в рабочей зоне деталей с разной глубиной винтовых нарезок.
Так, при обработке винтовых наружных, поверхностей с глубиной нарезки более 3 мм детали 1 располагают так, чтобы в поперечном сечении прямая, соединяющая их центры, была перпендикулярна (угол Ь 90 ) оси симметрии полюсньк наконечников 2 (фиг. 1). При этом величину бокового зазора в зацеплении выбирают в пределах 0,8- 1,5 мм. При таком расположении деталей основная масса ферроабразивного порошка скапливается в.зоне зацепле- ния деталей и обеспечивает интенсивную обработку глубоких впадин.
При обработке винтовых наружных поверхностей с глубиной нарезки менее 3 мм расположение деталей по фиг. 1 приводит к появлению шаржирования из-за наличия большого количества порошка в зоне зацепления и к неравномерности обработки. Поэтому детали следует располагать в соответствии с фиг. 2, т.е. так, чтобы в поперечном сечении прямая, соединяющая их центры, совпадала с осью симметрии полюсных наконечников (угол /3 О ) а величину бокового зазора следует выбирать в пределах 0,3-0,8 мм. В этом случае основная обработка происходит в зонах перекрытия деталей по- люсными наконечниками, а в зоне зацепления происходит лишь дообработка впадин. Явление шаржирования при этом не наблюдается, так как в зоне зацепления скапливается значительно меньше порошка, чем при обработке по фиг. 1.
Приме р.Обрабатываются винты с трапецеидальной нарезкой с наружным диаметром U 40-62 мм, шагом до 10 мм и длиной нарезки до 400 мм. При обработке поддерживаются: число
во
ер 1,5
ль13101764
оборотов деталей об/мин; продольная подача полюсных наконечников 1,2 мм/об; скорость резания 100 - 118 м/мин.
В табл. 1 показано влияние расположения деталей относительно полюсны наконечников на равномерность обработки; в табл. 2 - влияние ьа нее величины рабочего зазора 8 .
Формула изобретения
1.Способ абразивной обработки, при котором две идентичные детали располагают на параллельных осях в рабочей зоне с абразивной средой и задают им вращение, отличающийся тем, что, с целью повьш е- ния производительности при магнитно- абразивной обработке наружных винтовых поверхностей деталей, последние располагают между двумя полюсными наконечниками магнитной системы, рабочие поверхности которых эквидистантны наружным поверхностям деталей, детали вводят в зацепление с гарантированным боковым зазором и вращают синхронно в одном направлении.
2.Способ по п. 1, отличающий с я тем, что, с целью обеспечения равномерности обработки винтовых наружных поверхностей с глубиной нарезки более 3 мм, детали располагают так, чтобы в поперечном сечении прямая, соединяющая их центры, была перпендикулярна оси симметрии полюсных наконечников, а величину бокового зазора выбирают в пределах 0,8 1,5 мм.
3.Способ по п. 1,отличаю- щ и и с я тем, что, с целью обеспечения равномерности обработки винтовых наружных поверхностей с глубиной нарезки менее 3 мм, детали располагают так, чтобы в поперечном сечении прямая, соединяющая их центры, совпадала с осью симметрии полюсных наконечников, а величину бокового зазора выбирают в пределах 0,3-0,8 мм.
Продолжение табл.2


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1785881A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1537486A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1815186A1 |
Изобретение относится к абразивной обработке, а именно к магнитно- абразивной обработке тел вращения с наружной винтовой нарезкой: червяков, силовых и ходовых винтов .п. Целью изобретения является повышение производительности и качества магнитно-абразивной обработки винтовых поверхностей за счет создания условий для равномерного съема материала с их выступов и впадин при одновременгЛ сл о:
Редактор И. Касарда
Составитель II. Малхазова
Техред Л.Олейник Корректор Л. Патай
Заказ 1853/13Тираж 716Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, А
| Способ фиксации трансплантата при послойной кратопластике | 1977 |
|
SU623554A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
