(/)
d
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных сосудов давления | 1980 |
|
SU853874A1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| Способ изготовления многослойных сосудов давления | 1984 |
|
SU1189555A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| Способ изготовления многослойных сосудов | 1984 |
|
SU1189556A1 |
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU965675A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
н
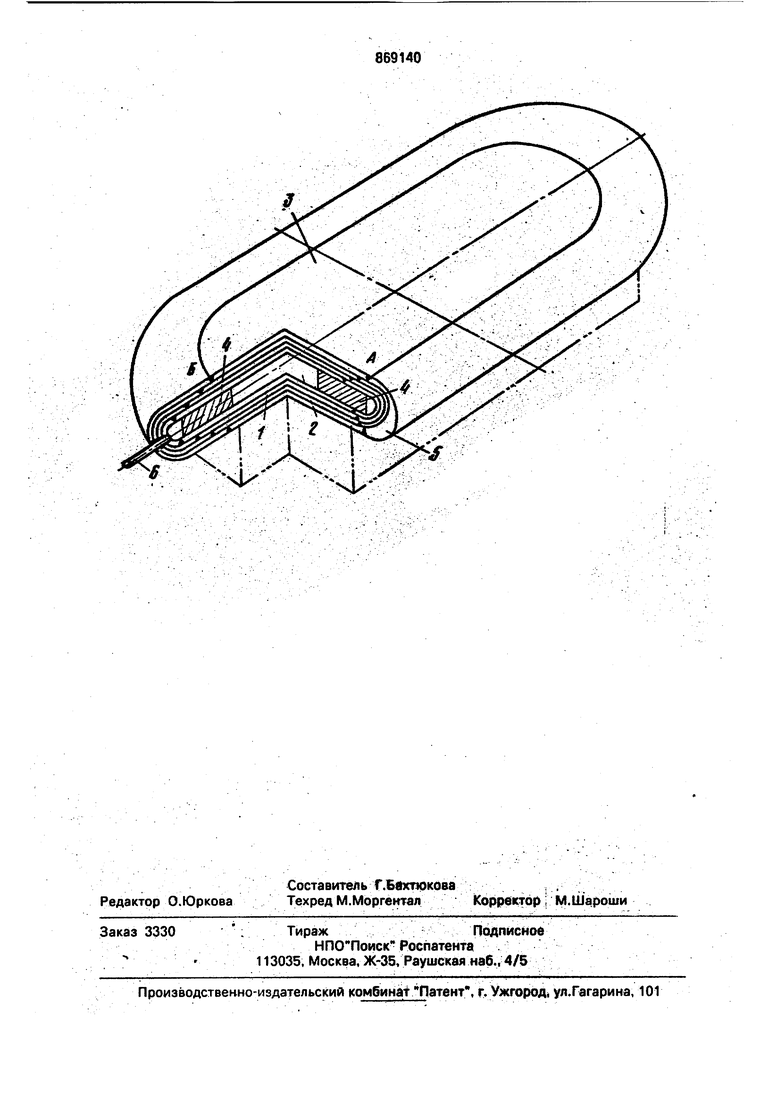
ё 386914 Способ изготовления сосуда давления относится к области машиностроения и может быть использован преимущественно организациями, занимающимися изготовлением vi монтажом крупногабаритных со- 5 судов для химической, нефтехимической и других отраслей промышленности на месте монтажа. Известен слособ изготов/1ения сосудов давления, по которому на внутреннюю тон- Ю костенную .обечдйку паследовательио надевают тонкостенные лолуобечайки, .свариваемые продольным, швом. Полученные многослойные царгисваривдК}Т встык. Недостатком 3Tofo способа Изготовле- 15 ния сосудов давления .является необходимость монтировать на месте монтажа сосудов уникальных установок истендов для сборки многослойных обечаек, сварки их кольцевыми швами большой толщины к 2Q их дефектоскопии. Целью изобретения является повышение производительности при йзrofoвлeниpl сосудов давления на месте монтажа.25 Цeльдoctигaeтcятем, что листы собирают в два пакета, устанавливают между пакет ми промежуточные опоры, листы пакетов соединяют сваркой со слоями боковых про- 30 дольных элементов, полноценную гёpмetичную емкость деформируют внутреМйим давлением до образования требуемой формы сосуда, при этом участки .наибольшей деформации нагревают до температуры, 35 обеспечивающей пластическое деформирование металла листов. Формула изобретения 140 СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ДАВЛЕНИЯ, включающий предвармельную заготовку листов и их сварку, заготов-; ку боковых продольных элементов, лк отличающийся тем, что, с целью повыше-; ния производительности при изготовлении сосудов на месте монтажа, листы собирают в два пакета, устанавливают, между паU4На чертеже показан Ьбщий вид сосуда (с вырезом), изготовляемый по данному способу (до подачи давления), Сосуд состоит из слоев 1, собранных в пакеты 2 и 3, между которыми установлен промежуточные опоры 4, и боковых продольных злементов 5. Для подачи внутрь сосуда среды под давлением предусмотрен штуцер 6. Слои 1 пакетов 2 и 3 соединены с боковыми продольными элементами 5 свариыми швами. Сварные швы могут быть расположены по схеме А и Б. Способ изготовления сосуда давления осу1цесте /1яет,ся в следующей лоследоватeльнoctи:. 1. Листы сваривают и набирают слои 1, которые укладывают в пакеты 2 и 3. Между пакетами устанавливают опоры 4 и соединяют сваркой соответствующие слои пакетов н боковые продольные злементы 5. 2. В боковую стенку полученного плоского сосуда вваривают штуцер 6. через который подают жидкую или газообразную среду под давлением. Величину давления создают такой, при которой обеспечивается раддача пакетов и боковых продольных пластин до формы, определяемой заготовками листов. . 3. Для обеспечения пластической деформации материала листов места максимальвой деформации пакетов нагревают до температуры, обеспечивающей понижение предела текучести металла, (56) Румянцев О.В. Оборудование цеховсинтеза высокого давления в азотной промышленйости. Химия, 1970, с.249. кетами промежуточные опоры, листы пакетов соединяют сваркой со слоями бо продольных элементов, полученную герметичную емкость деформируют внутР® Давлением до образования требуе ° Формы сосуда, при этом участки наибольшей деформации нагревают до температуры, обеспечивающей пластическое деформирование металла листов.
