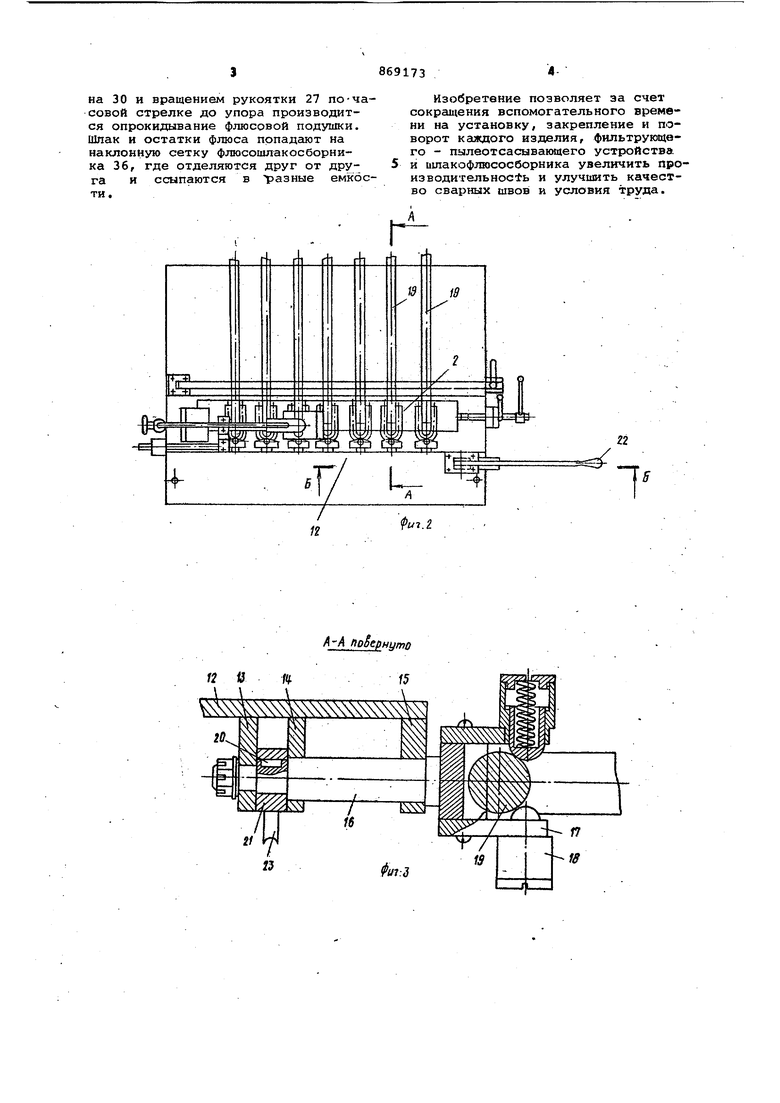
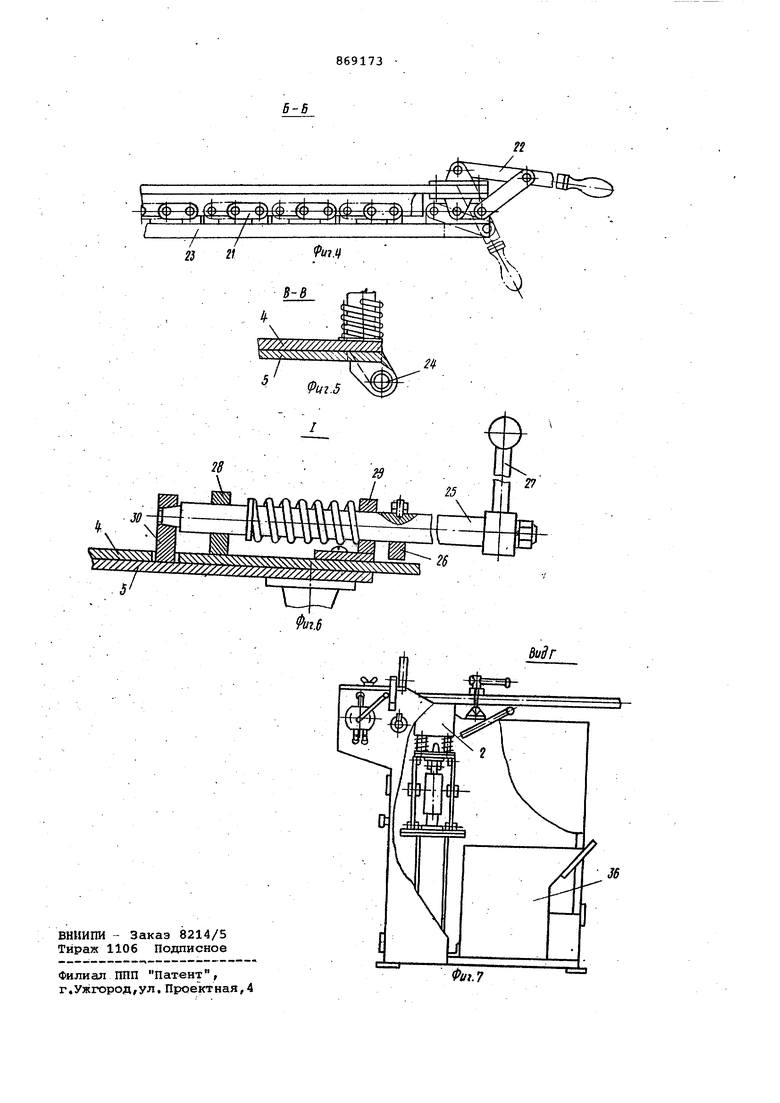
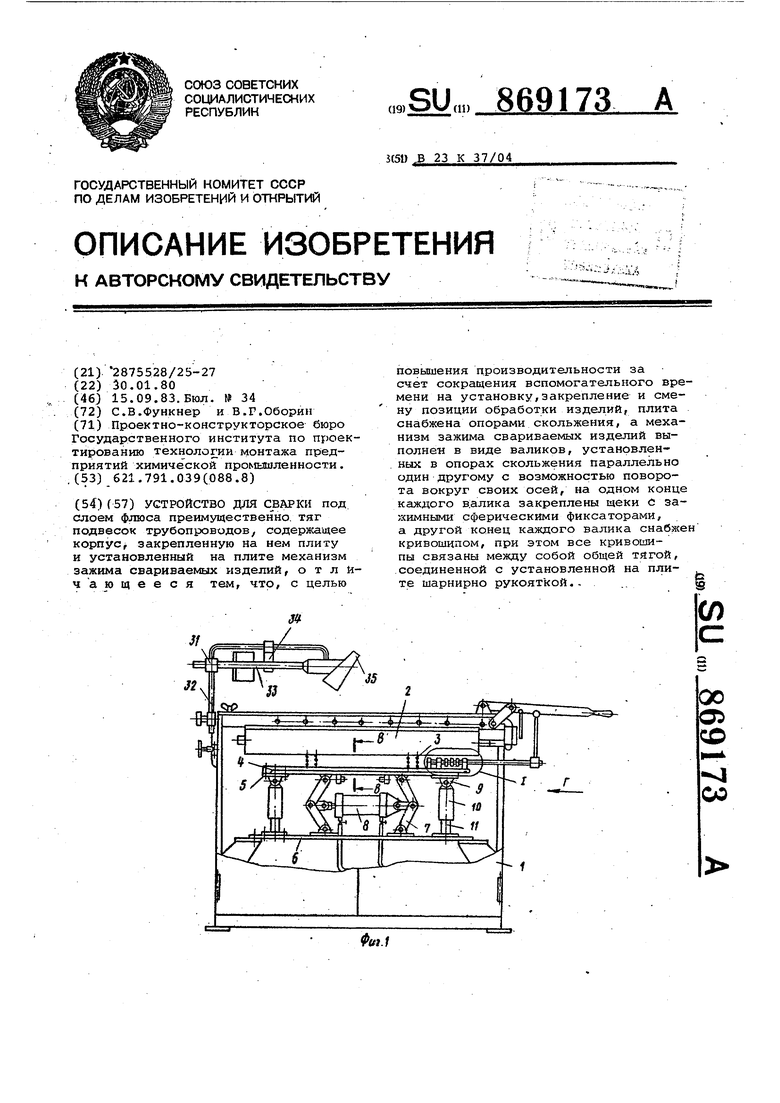
Изобретение относится к области сварочного производства и может быт использовано при сваркепод рлоем флюса тяг подвесок ;ррубопроводов. Известно устройство для сварки, содержащее опорную поверхность, выполненную в виде двух рамок, смон тированных на каркасе на разных уро нях, причем каждая из рамок снабжена приводом для возвратно-поступате ного перемещения и приводом для под ема и опускания изделия, а кантУйще устройство расположено между рамками l . Недостатками этого устройства являются низкая производительность Л ачество получаемых сварных швов. Известно устройство для сварки под слоем флюса, содержащее корпус,, закреплённую на нем плиту и установ ленный на плите механизм зажима сва риваемых изделий 2 . Однако производительность такого устройства недостаточна, что связан с необходимостью затрачивать дополнительное время на установку, закре ление и смену позиций изделий. Целью изобретения является повьш ние производительности, за счет сокр . щения вспомогательного времени на установку, закрепление и смену пози ций обработки изделий. Поставленная цель достигается те что в устройстве для сварки под слоем флюса, содержащем корпус, закрепленну70 на нем плиту и, установленный .на плите механизм зажима сваривае мых изделий, плита снабжена опорами скольжения, а механизм зажима свариваемых изделий выполнен в виде валиков, установленных в опорах скольжения параллельно один другому с возможностью поворота вокруг своих осей, на одном конце каждого вали . ка закреплены щеки с зажимными сфери ческими фиксаторами, а другой конец каждого валика снабжен кривошипами, при этом все кривошипы связаны между собой общей тягой, соединенной с установленной на плите шарнирно рукояткой. На фиг.1 и 2 изображено устройство в двух проекциях; на фиг.З - сече ние А-А на фиг.2; на фит.4 - сечение Б-В на фиг,2; на фиг.5 - сечение В-В н-а фиг.1; на фиг. 6 - узел I на фиг.1, на фиг.7 - вид Г на фиг.1. Устройство для Сварки под слоем флюса содержит корпус 1 рамного типа со встроенной в него флюсовой подушкой 2, которая пружинс1ми 3 опйрается на шарнирно связанные между собой верхнюю 4 и нижнюю 5 плиты.Плита 5 и площадка 6 связаны между собой шарнирно-параллелограммным механизмом, набранным из спаренных звеньев 7 и-представлякяцих собой узел подъема флюсовой подушки 2. Средние шарниры звеньев соединены между собой пневмоцилиндром 8. К кронштейнам 9 плиты 5 шарнирно подвешены обоймы 10, вставленные в направляющие 11 площадки 6. На корпусе 1 закреплена плита 12 с группой зажимных устройств, состоящих из параллельно установленных друг относительно друга в опорах скольжения 13, 14 и 15 валиков 16. На одном из концов каждого валика 16 имеются две щеки 17 с пружинными фиксаторами 18 для зажима изделий 19, На вторые концы валиков 16 на шпонку 20 насажены кривошипы 21, которые связаны между .собой и поворотной рукояткой 22 единой тягой 23. Верхняя и нижняя плиты 4 и 5 связаны между собой шарнирами 24. Фиксация плит в рабочем положении производится пружинным фиксатором 25 и упором 26 с рукояткой 27, прикрепленным к верхней плите 4 опорами скольжения 28 и 29. В кронштейне 30 нижней плиты 5, проходящем сквозь прорезь верхней плиты 4, имеется гнездо для фиксатора 25. В направляющей 31 стойки 32, установленной на корпусе 1, закреплена штанга 33, несущая на себе с помощью кронштейна 34 фильтрующую пылеотсасывающую установку 35. С тыльной стороны корпуса 1 в проеме -под флюсовой подушкой 2 установлен флюсошлакосбррник 36. Работа с применением устройства (осуществляется следующим образом. В нерабочем положении (флюсовая подушка 2 опущена) рукоятка 22 отводится в любое крайнее положение, . при этом щеки 17 с фиксаторами 18 группы зажимных устройств устанавливаются в горизонтальной плоскости. Заборная часть пылеотсасывающей установки 35 устанавливается над зоной сварки. Свариваемые изделия 19 по количеству зажимов заводятся между щек 17 и захватываются, фиксаторами 18. Подачей воздуха в пневмоцилиндр 8, взаимодействующий с шарнирами звеньев 7, производится поднятие и поджим флюсовой подушки 2 ко всем изделиям одновременно. Производится поджим флюса к изделиям и проваривается одна сторона шва. Для сварки обратного шва флюс отжимается от изделий, флюсовая подушка 2 опускается. Поворотом рукоятки 22 до. противоположного крайнего положения производится одновременный переворот всех изделий на 180 и операции повторяются в той же последовательности. Для удаления шлака и остатков флюса с флюсовой подушки 2 фиксатор 25 выводится из гнезда кронштейна 30 и вращением рукоятки 27 по-часовой стрелке до упора производится опрокидывание флюсовой подушки. Шпак и остатки флюса попадают на наклонную сетку флюсошлакосборника 36, где отделяются друг от друга и ссыпаются в разные емкости.
Изобретение позволяет за счет сокращения вспомогательного времени на установку, закрепление и поворот каждого изделия, фильтрующего - пылеотсасывающего устройства и ишакофлюсосборника увеличить производительнос ь и улучшить качество сварных швов и условия труда.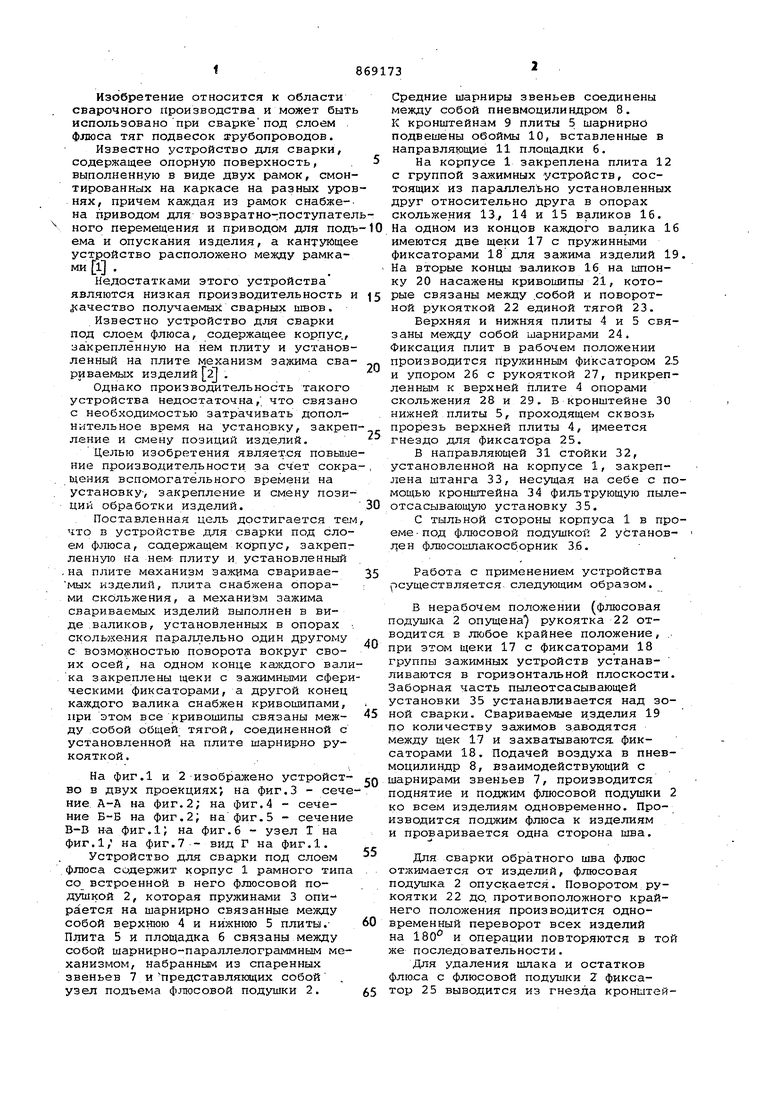
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1959 |
|
SU129270A1 |
| Устройство для образования флюсовой подушки при сварке прямолинейных швов | 1975 |
|
SU578177A1 |
| ВСЕСОЮЗНАЯ i | 1972 |
|
SU327031A1 |
| Устройство для формирования обратной стороны шва | 1972 |
|
SU488676A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ФЛЮСОВОЙ ПОДУШКИ | 1970 |
|
SU269384A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
npoepHtjtnu
