1
Изобретение относится к области сварочной техники и может быть использовано при односторонней автоматической сварке под флюсом стыковых соединений полотниш. на плоских стендах.
Известны устройства для формирования обратной стороны сварного шва, имеющие металлическую подкладку, которая состоит из отдельных элементов, соединенных между собой 1, 2.
Иедостатком этих устройств является то, что не обеспечивается качественного выполнения обратной стороны шва, так как элемег.ты подкладки по всей ее длине прижимаются к обратной стороне шва с неодинаковой плотностью.
Известно также устройство для образования флюсовой подушки при сварке прямолинейных швов, содержаш,ее основание, балку, закрепленную на основании с возможностью подъема, металлическую подкладку с желобом для флЕОса, установленную на балке ,i выполненную в виде отдельных подвижно соединенных между собой элементов, каждый из которых снабжен подпружиненной опорой, и приспособлеиие для подачи флюса с бункером для флюса, смонтированное на основании с возможностью перемещения вдоль желоба подкладки 3.
Данное устройство является наиболее близКИМ к изобретеиню но технической сущности и достигаемому результату.
Недостатком его является недостаточная плотность ггрижнма флюса к .свариваемому изделию при перекосе кромок, что приводит к низкому качеству шва.
Целью изобретения является улучшение качества обратной стороны Н1ва путем плотного прижатия флюса к изделию.
Это достигается тем, что каждый элемент подкладки снабжен доиолнительнымн опорами и выполнен с двумя парами гнезд, нмеющими форму полусферы и расположеннымн симметрично относительно продольной оси элемента, а поверхность подпружиненных опор, взаимодействующая с гнездом элемента, выполнена шаровой, прн этом ириснособленне для подачи флюса снабжено подпруж ненным катком для уплотнения флюса и выравнивания его поверхности.
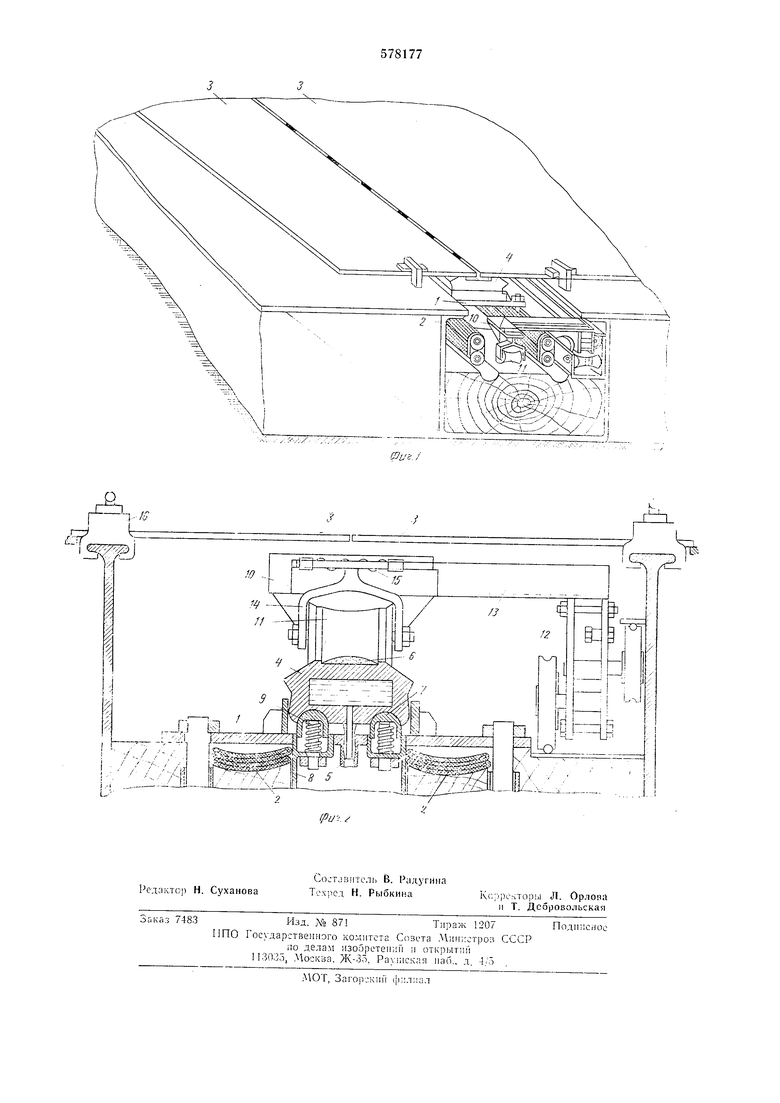
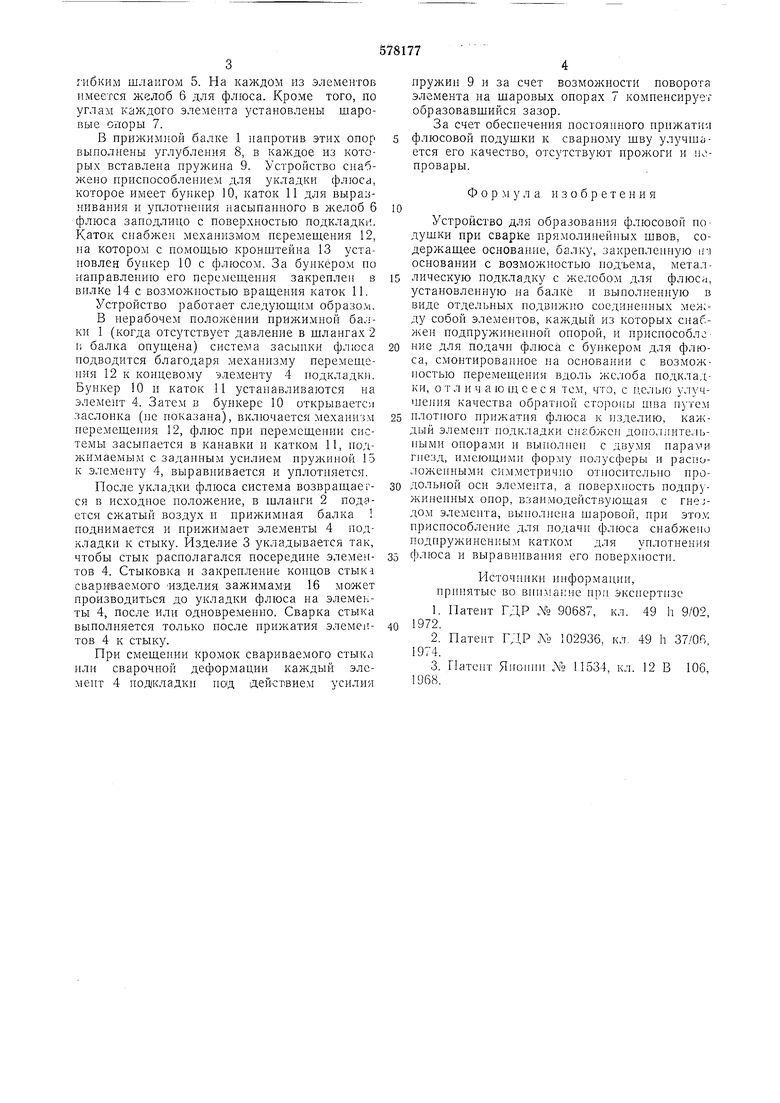
На фнг. 1 показано предлагаемое устройство в процессе сваркн плоского полотнпща; на фиг. 2 - то же, поперечный разрез.
Устройство для образования флюсовой по содержит основанне, на котором подвижно закреплена балка 1, пневмошлангн 2 для подъел:а и прижатия балки к свариваемому изделию 3, металлическую подкладку, расиоложеиную дта балке 1 и состоящую из отдельных элементов 4, соединенных между собоГ Гибким шлангом 5. На каждом из элементов имеется 6 для флюса. Кроме того, по углам каждого элемента установлены шаровые опоры 7. В прижимной балке 1 напротив этих опор выполнены углубления 8, в каждое из которых вставлена пружина 9. Устройство снабжено приспособлением для укладки флюса, которое имеет бункер 10, каток 11 для выраинивания н уплотнения насыпанного в желоб 6 флюса заподлицо с поверхностью подкладки. Каток снабжен механизмом иеремеш,ения 12, на котором с иомош,ью кронштейна 13 установлен бупкер 10 с флюсом. За бункером по направлению его пере.мещеиия закреплен в вилке 14 с возможностью враш,ения каток 11. Устройство работает следуюндим образом. В нерабочем положении прижимной ба;;ки 1 (когда отсутствует давление в шлангах 2 г, балка опушена) снстема засынки флюса подводится благодаря механизму перемешения 12 к концевому элементу 4 подкладкн. Бункер 10 и каток И устанавливаются на элеме)т 4. Затем в бункере 10 открывается заслонка (пс показана), включается механизм иеремешети-ш 12, флюс при перемешенпп системы засыпается в канавки и катком 11, иоджнмаемым с заданным усилием пружиной 15 к элементу 4, выравнивается и уплотняется. После укладки флюса система возвращаегся в исходное положение, в шланги 2 подается сжатый воздух и прижимная балка 1 поднимается н прижимает элементы 4 подкладки к стыку. Изделие 3 укладывается так, чтобы стык располагался посередине элементов 4. Стыковка и закрепление концов стык-i свариваемого изделия зажимами 16 может производиться до укладки флюса на элементы 4, после или одновременно. Сварка стыка выполняется только после прижатия элеме тов 4 к стыку. При смешении кромок свариваемого стыка или сварочной деформации каждый элемент 4 подкладки иод действием усилия 7 пружин 9 и за счет возможности поворота элемента на шаровых опорах 7 компенсирует образовавшийся зазор. За счет обеспечепия постоянного прпжатия флюсовой подушки к сварному шву улучшается его качество, отсутствуют прожоги и иопровары. Фор м у л а изобретения Устройство для образования флюсовой подушки при сварке прямолинейных швов, содержаш.ее основанце, балку, закрепленную ич основании с возможностью подъема, металлическую подкладку с желобом для флюса, установленную на балке и выполненную в виде отдельных подвижно соединенных между собой элементов, каждый из которых снабжен подпружиненной опорой, и приспособлс ние для подачи флюса с бункером для флюса, смонтированное на основании с возможностью перемешення вдоль желоба подкладки, о т л и ч а ю HJ, с е с я тем, что, с целью улучнення качества обратной стороны шва путем нлотного прижатия флюса к изделию, каждый элемент подкладки снабжен дополнительными опорами и выполнен с двумя иарал-и гнезд, имеющими форму полусферы и расположенными симметрично отиосительио продольной оси элемента, а иоверхность подпружиненных опор, взаимодействующая с rnejдом элемента, выполнена шаровой, нри этом приспособлеиие для подачи фхтюса снабжено подпружиненным катком для уплотнения флюса н выравнивания его иоверхиости. Источинки информации, прниятые во вии iaI;нe при экспертизе 1.Патент ГДР 90687, кл. 49 h 9/02, 1972. 2.Патент ГДР j 102936, кл, 49 h 37/06, 1974. 3.Патент Яионии 11534, кл. 12 В 106, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для сборки и сварки хребтовых балок железнодорожных вагонов | 1977 |
|
SU722713A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |