. I . .
Изобрете1ше относится к прокатному производству и может быть .использованопри точной прокатке листов и полос.
Известен способ регулирования меж вапкового зазора при прокатке листов в бандг жированных валках, включакиций вращение бандажа относительно неподвижной оси, зазор между которыми заполняют рабочей едкостью под давлением D3 .,
Недостатком этого способа является низкая точность прокатки, так как радиальное перемещение бандажа ограничено величиной упругой деформации бандажа.
Наиболее близким по технической сущности к предлагаемому изобретению является способ регулирования межвалкового зазора при прокатке листов в бандажированнных валках, включающий независимое вращение оси и бандажа, зазор между которыми заполняют рабочей жидкостью под давлением 2}.
2
Однако рациональное перамешение бандажа ограничено его упругой деформацией.
Целью изобретения является получение равномерной толщины листа путем регулирования радаапьного перемещения бандажа относительно оси валка.
Поставленная цель достигается тем, что в способе, включающем независимое вращение оси и бандажа, зазор
to между которыми заполняют рабочей жидкостью под давлением, оси валка -сооб4ают переменную угловую скорость в функции толщины листа.В зоне действия на валок усилия
15 прокатки вследствие гидродинамического зффекта образуется масляный клин, толщина которого зависит от относительной скорости вращения оси и бандажа .
20
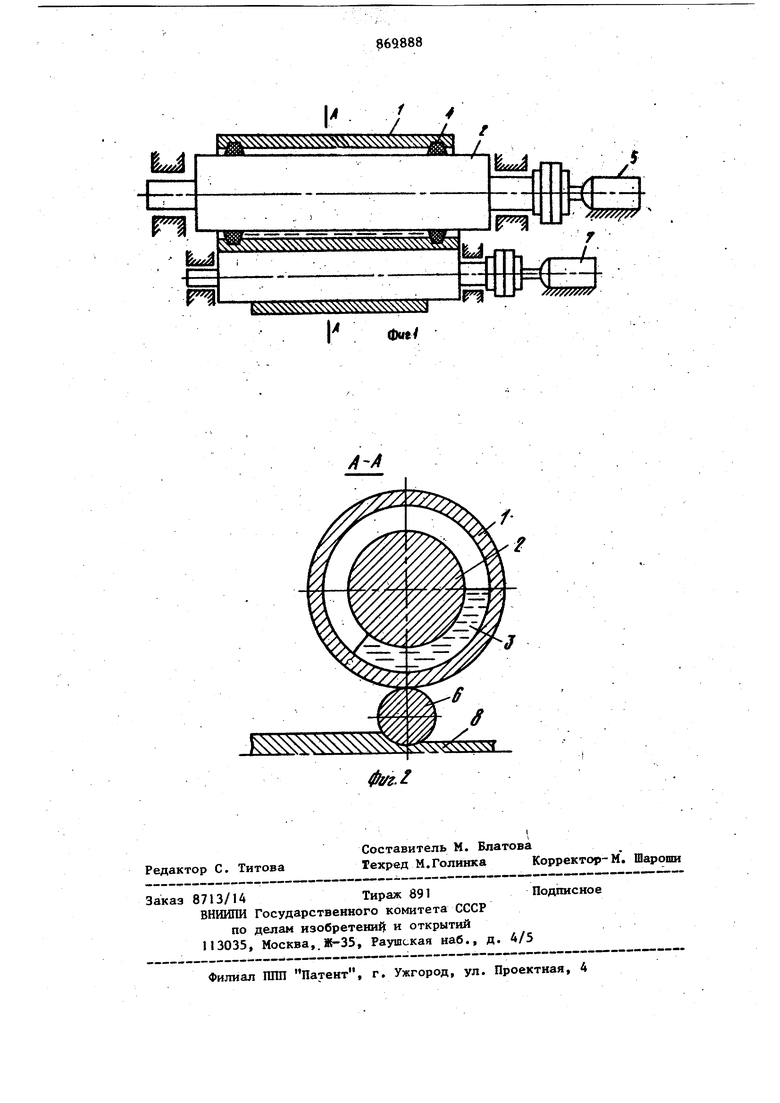
Меняя скорость вращения оси валка, воздействует на величину радиального перемещения бандажа относите льно- оси валка и, тем самым , на величину межвалкового зазора и толщину прокатываемой полосы. На фиг k 1 изображен верунийг валко вый узел кварто; на фиг. 2 -.разрез А-А на фиг. I. Валкрвый узел содержит бандаж 1, свободносидящий на оси 2с зазором Полость между осью и бандажом валка ограничена упоотнениями 4. Ось 2 имеет привод 5. На опорный валок опи рвется рабочий валок 6 имеющий поивод 7. В валках находится прокатываемая полоса 8. При прокатке привод 7 вращает рабочий валок б и бандаж I со скоростью прокатки, а привод 5 воащает ос 2со скоростью, большей скооости прокатки. Так как скорости враще-, ния оси 2 и бандажа 1 различны то возникает относительная скорость вра щения бандажа относительно оси 2. При зтом имеет место гидролииамичесг кий эффект, заключающийся в том, что жидкость засасывается в зону контракта оси 2 и бандажа 1, где образуется масляный клин определенной толщины, зависящий от отиосительной скорости воащения оси 2 и бандажа 1. При увеличении толщины полосы 8 . СКОРОСТЬ воащения оси 2 с помощью привода 5 увеличивают, относительная скорость оси 2 относительно бандажа I и толщина масляного клина в зазоре 3увеличиваются. Бандаж 1 смещается в радиальном направлении относительно оси 2 и дополнительио через рабочий валок б обжимает полосу 8, приво дя ее толщину к заданной. При умень84шении толщины полосы 8 процесс аналогичен с той только разниией. что скорость вращения оси 2 уменьшают. При изменении относительной скорое сти оси от О до 10 м/с оадиальное перемещение бандажа достигает 0,2ОД мм, На эту же величину изменяется межвдлковый зазор, что позволяет корректоривать отклонения толщины порядка 0,,2 мм. Применение предлагаемого способа на широкополосных станах позволит уменьшить поле отклонений толщины полос на 20-30 %. Формула изобретения Способ регулирования межвалкового зазора при прокатке листов в бандажированных валках, включающий независимое вращение оси и бандажа, зазор между которыми заполняют рабочей жидкостью под давлением, отличающийся тем, что,-с цельполучения равномерной толщины листа путем регулирования радиального перемещения бандажа относительно осн валка, осн валка .сообщают пере менную угловую скорость в функции толщины листа. . Ис точники.информации, приня тые ВО внимание при экспертизе 1.:Патент Англии № 1118588 , кл. ВЗМ, 1971. 2.Патент Японии 53-99060, кл. 12 С 211.3, 1978 (прототип):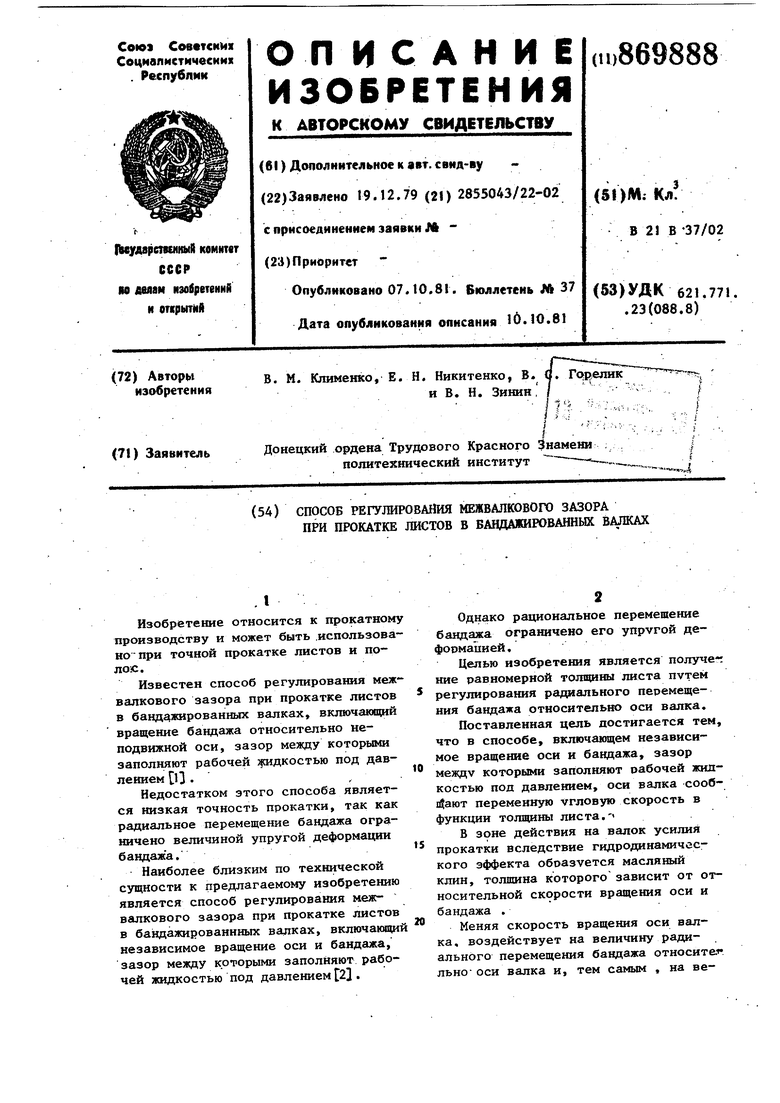
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2010 |
|
RU2429091C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| СТАН ДЛЯ ТОЧНОЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2050207C1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |
| Клеть стана продольной периодической прокатки | 1988 |
|
SU1558544A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| Нажимное устройство клети прокатного стана | 1983 |
|
SU1122385A1 |
| Прокатная клеть кварто | 1989 |
|
SU1755981A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |