(54) УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ПОЛУКОКИЛЕЙ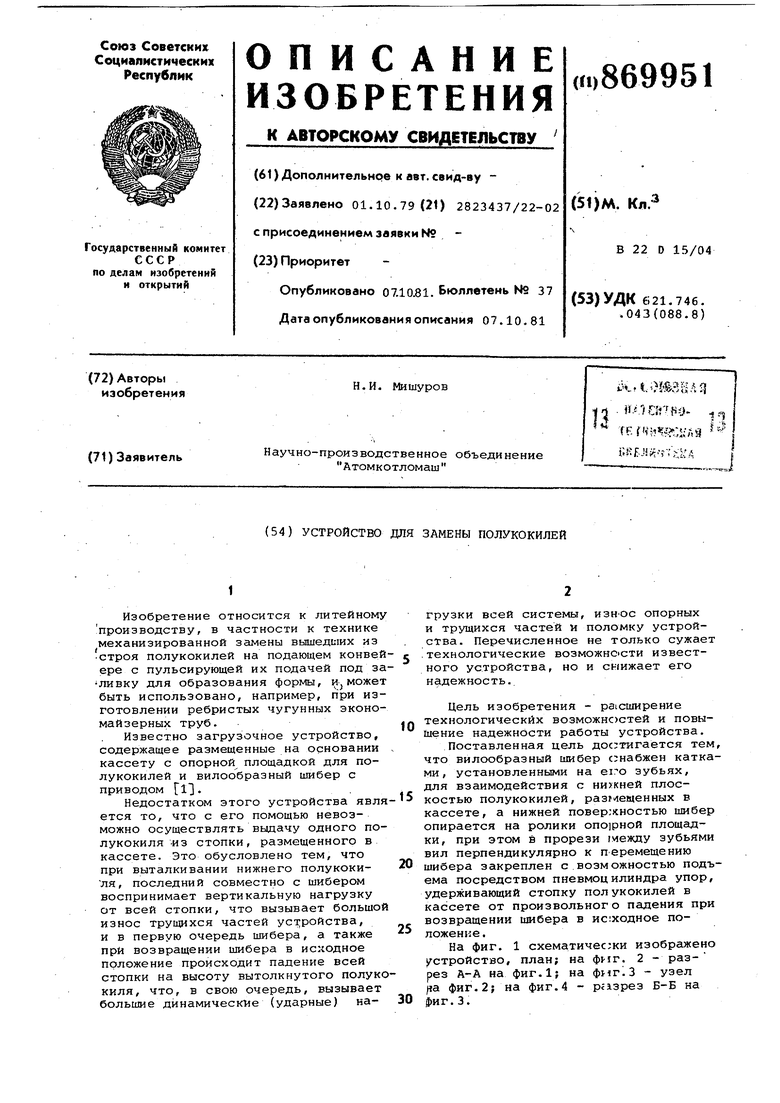
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ОТ СТОПЫ ПЛОСКИХ ЗАГОТОВОК | 1973 |
|
SU405616A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Машина для разборки пакетовшТучНыХ гРузОВ | 1979 |
|
SU816916A1 |
| Устройство для изготовления диафрагмы галетного элемента | 1976 |
|
SU574792A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Устройство для транспортировки покрышек | 1976 |
|
SU679489A1 |
| Устройство для сортировки листовых заготовок | 1979 |
|
SU919759A1 |
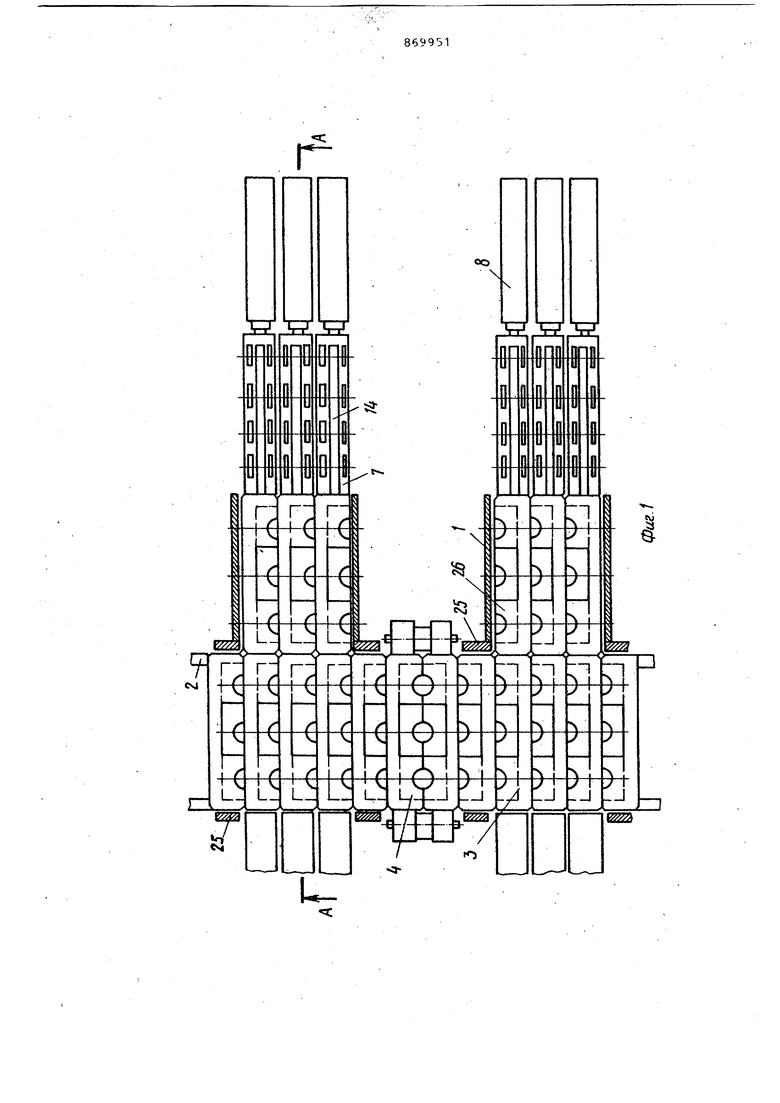

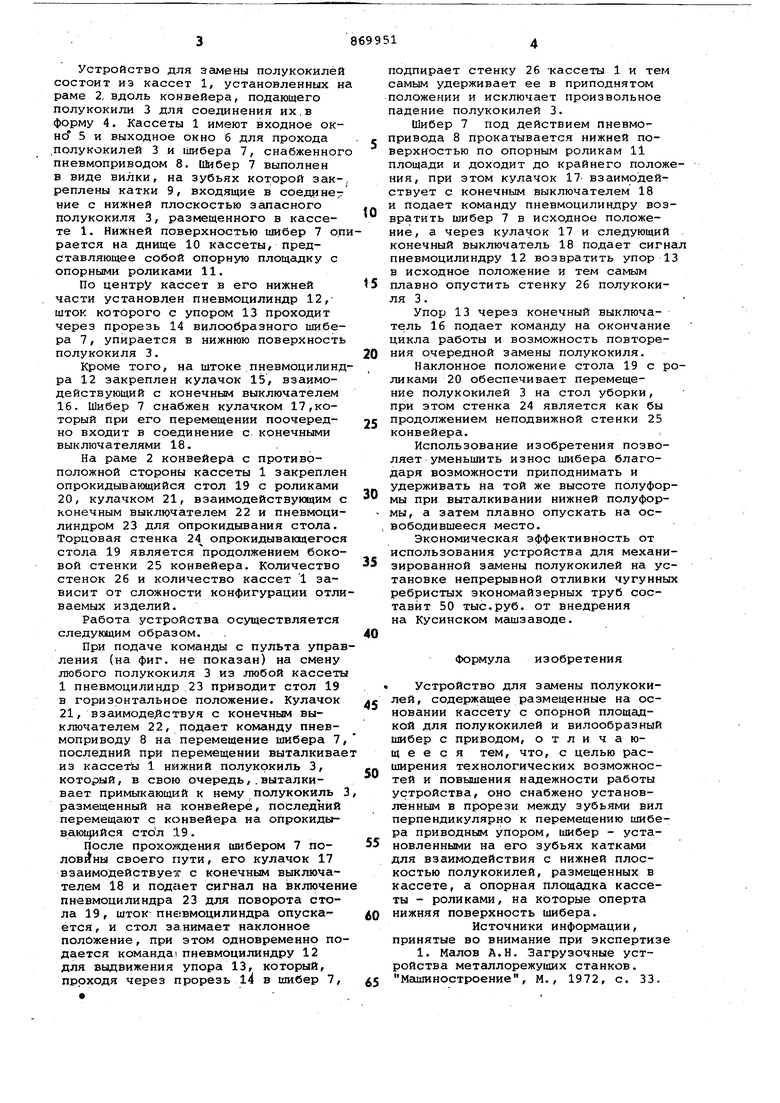
Изобретение относится к литейному производству, в частности к технике механизированной замены вьошедишх из строя полукокилей на подающем конвей ере с пульсирующей их подачей под за ливку для образования формы, поможет быть использовано, например, при изготовлении ребристых чугунных экономайзерных труб. Известно загрузочное устройство, содержащее размещенные на основании кассету с опорной площадкой для полукокилей и вилообразный шибер с приводом til Недостатком этого устройства явл ется то, что с его помощью невозможно осуществлять выдачу одного по лукокиля -из стопки, размещенного в кассете. Это обусловлено тем, что при выталкивании нижнего полукокиля, последний совместно с шибером воспринимает вертикальную нагрузку от всей стопки, что вызывает большо износ трущихся частей устройства, и в первую очередь щибера, а также при возвращении шибера в исходное положение происходит падение всей стопки на высоту вытолкнутого полук киля, что, в свою очередь, вызывает большие динамические (ударные) кагрузки всей системы, износ опорных и трущихся частей и поломку устройства. Перечисленное не только сужает технологические возможности известного устройства, но и снижает его надежность. Цель изобретения - ра1сширение технологических возможностей и повышение надежности работы устройства. Поставленная цель досзтигается тем, что вилообразный шибер с;набжен катками, установленными на зубьях, для взаимодействия с ни :кней плоскостью полукокилей, разг ещенных в кассете, а нижней поверхностью шибер опирается на ролики площадки, при этом в прорези гиежду зубьями вил перпендикулярно к перемещению шибера закреплен с возможностью подъема посредством пневмоцилиндра упор, удерживающий стопку полукокилей в кассете от произвольного падения при возвращении шибера в ис:ходное положение . На фиг. 1 схематичесжи изображено устройство, план; на фиг. 2 - разрез А-А на фиг.1; на фиг;.3 - узел а фиг.2; на фиг.4 - ргазрез Б-Б на фиг.З.
Устройство для замены полукокилей состоит из кассет 1, установленных на раме 2, вдоль конвейера, подающего полукокили 3 для соединения их.в форму 4. Кассеты 1 имеют входное окно 5 и выходное окно 6 для прохода ,полукокилей 3 и шибера 7, снабженного пневмоприводом 8. Шибер 7 выполнен в виде вилки, на зубьях которой закреплены катки 9, входящие в соединение с нижней плоскостью запасного полукокиля 3, размещенного в кассете 1. Нижней поверхностью шибер 7 опрается на днище 10 кассеты, представляющее собой опорную площадку с опорньоми роликами 11.
По центру кассет в его нижней части установлен пневмоцилиндр 12, шток которого с упором 13 проходит через прорезь 14 вилообразного шибера 7, упирается в нижнюю поверхность полукокиля 3.
Кроме того, на штоке .пневмоцилиндра 12 закреплен кулачок 15, взаимодействующий с конечным выключателем 16. Шибер 7 снабжён кулачком 17,который при его перемещении поочередно входит в соединение с конечными выключателями 18.
На раме 2 конвейера с противоположной стороны кассеты 1 закреплен опрокидывающийся стол 19 с роликами
20,кулачком 21, взаимодействующим с конечным выключателем 22 и пневмоцилиндром 23 для опрокидывания стола. Торцовая стенка 24 опрокидывающегося стола 19 является продолжением боковой стенки 25 конвейера. Количество стенок 26 и количество кассет 1 зависит от сложности конфигурации отливаемых изделий.
Работа устройства осуществляется следующим образом.
При подаче команды с пульта управления (на фиг. не показан) на смену любого полукокиля 3 из любой кассеты 1 пневмоцилиндр 23 приводит стол 19 в горизонтальное положение. Кулачок
21,взаимодействуя с конечным выключателем 22, подает команду пневмоприводу 8 на перемещение шибера 7, последний при перемещении выталкивае из кассетЬ 1 нижний полукркиль 3, который, в свою очередь,.выталкивает примыкающий к нему полукокиль 3 размещенный на конвейере, последний перемещают с конвейера на опрокидываю14ийся стол 19.
После прохохкдения шибером 7 полов ны своего пути, его кулачок 17 взаимодействуезг с конечным выключателем 18 и поднет сигнал на включени пневмоцилиндра 23 для поворота стола 19, шток пнб вмоцилиндра опускается , и стол за.нимает наклонное положение, при этом одновременно подается команда: пневмоцилиндру 12 для выдвижения упора 13, который, проходя через прорезь l4 в шибер 7,
подпирает стенку 26 -кассеты 1 и тем самым удерживает ее в приподнятом положении и исключает произвольное падение полукокилей 3.
Шибер 7 под действием пневмопривода 8 прокатывается нижней поверхностью по опорным роликам 11 площади и доходит до крайнего положения, при этом кулачок 17- взаимодействует с конечным выключателем 18 и подает команду пневмоцилиндру возвратить шибер 7 в исходное положение, а через кулачок 17 и следующий конечный выключатель 18 подает сигна пневмоцилиндру 12 возвратить упор 13 в исходное положение и тем самым плавно опустить стенку 26 полукокиля 3 .
Упор 13 через конечный выключатель 16 подает команду на окончание цикла работы и возможность повторения очередной замены полукокиля.
Наклонное положение стола 19 с роликами 20 обеспечивает перемещение полукокилей 3 на стол уборки, при этом стенка 24 является как бы продолжением неподвижной стенки 25 конвейера.
Использование изобретения позволяет уменьшить износ шибера благодаря возможности приподнимать и удерживать на той же высоте полуформы при выталкивании нижней полуформы, а затем плавно опускать на освободившееся место.
Экономическая эффективность от использования устройства для механизированной Зс1мены полукокилей на установке непрерывной отливки чугунных ребристых экономайзерных труб составит 50 тыс,руб. от внедрения на Кусинском машзаводе.
Формула изобретения
. Устройство для замены полукокилей, содержащее размещенные на основании кассету с опорной площадкой для полукокилей и вилообразный шибер с приводом, отличающееся тем, что, с целью расширения технологических возможностей и повышения надежности работы устройства, оно снабжено установленным в прорези между зубьями вил перпендикулярно к перемещению шибера приводным упором, шибер - установленными на его зубьях катками для взаимодействия с нижней плоскостью полукокилей, размещенных в кассете, а опорная площадка кассеты - роликами, на которые оперта нижняя поверхность шибера.
Источники информации, принятые во внимание при экспертиз
Г
у V
В-В
ригЛ
